
Fターム[4E090HA09]の内容
プレス機械の駆動及びプレスライン (3,037) | 用途 (405) | 異種加工(切削、溶接等)を含むもの (13)
Fターム[4E090HA09]に分類される特許
1 - 13 / 13
ロールプレス設備
【課題】
ロールのたわみを補正する機構を備えるロールプレス設備において、低線圧でのロールプレスの際にも、製品厚みのばらつきを抑制することが可能なロールプレス設備を提供する。
【解決手段】
例えば、ベンドシリンダー5及びベンド軸受箱6から構成されるロールのたわみ補正を行う機構を備えるロールプレス設備において、上ロール1に対し上ロール1の自重を相殺する上方向に荷重をかける機構(プレロードシリンダー7)を、たわみを補正する機構とは別に設ける。
(もっと読む)
熱交換器用フィンの製造装置

【課題】プレス加工によって透孔が形成された金属帯状体を、急加速・急減速をさせずに移送することができる熱交換器用フィンの製造装置を提供する。
【解決手段】金属帯状体を送り方向に送るための送り装置101は、金属帯状体の透孔内に挿入される送りピンが設けられている複数の往復動部材と、プレス装置の上下動動作を送り方向とその反対方向への往復動動作へと変換し、往復動部材を往復動させる駆動手段102とを有し、駆動手段102は、プレス装置の1回の上下動動作の1サイクル中の所定の半サイクルにおいては、往復動部材100a,100bのうち、一方の往復動部材100aを送りピンを金属帯状体の透孔内に挿入させた状態で送り方向に移動させ、他方の往復動部材100bを送りピンを下降させた状態で反対方向に戻らせ、残りの半サイクルにおいては、各往復動部材100a,100bの送りピンの上昇・下降を行わせる。
(もっと読む)
マグネシウム合金部材の製造方法
【課題】防食層を具え、プレス加工が施されたマグネシウム合金部材を生産性よく製造可能なマグネシウム合金部材の製造方法を提供する。
【解決手段】マグネシウム合金からなる長尺な圧延板が巻き取られた圧延コイル材を巻き戻して、素材板100を前処理機構20に導入し、得られた前処理板(表面調整板103)を化成処理機構30に導入し、前処理に引き続いて前処理板に防食処理を施す。得られた防食処理板(化成処理板104)を巻き取ることなくプレス機構40に導入し、防食処理に引き続いて化成処理板104に順送プレス加工を施し、マグネシウム合金部材10を製造する。板材に防食処理を施すことで、防食処理が容易に行える上に、防食処理に連続して順送プレス加工を行うことで、プレス材を防食処理用治具に配置する工程などが不要であり、防食層を具え、かつプレス加工が施されたマグネシウム合金部材10を生産性よく製造できる。
(もっと読む)
トグル加圧ユニット
【課題】管理やメンテナンスが容易で、プレスラムのストロークが調整可能であり、且つ、装置の大型化を招くことなく大きな加圧力が得られるトグル加圧ユニットを提供する。
【解決手段】電動機1を駆動源とし、電動機1による回転駆動力をボールネジ機構2及びトグルリンク3を介してプレスラム4に伝達し、このときのプレスラム4の加圧力でワークを加工する。
(もっと読む)
薄肉曲がり管部材の成形方法及び薄肉曲がり管部材の製造装置
【課題】薄肉管の曲げ加工等を直線的なライン上に配置された装置で、効率よく加工することができる薄肉曲がり管部材の成形方法及びその薄肉曲がり管部材を製造するための製造装置を提供することを課題とする。
【解決手段】薄肉管のワークの少なくとも一個所を曲げる曲げ工程と、該曲げ工程の後に、該ワークの加工端面側を切断する切断工程とを有する製造ラインLにて薄肉曲がり管部材を製造する製造方法において、前記曲げ工程では、曲げの曲率半径の中心軸が前記製造ラインLの流れ方向L1と平行に設けられ、前記各工程において、前記ワークの加工端面側の中心線が前記流れ方向と略直交するようにして加工した薄肉曲がり管部材の製造方法。
(もっと読む)
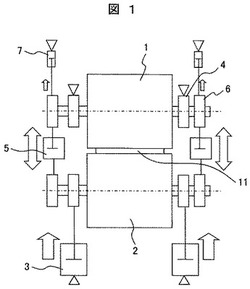
鉄筋加工設備
【課題】設備の長大化を防止し、その設備に要する人員を少なく出来るようにする。
【解決手段】鉄筋切断機1と鉄筋曲げ機2を設けて、鉄筋切断機1に未処理鉄筋を供給する鉄筋供給装置5と、鉄筋切断機1から切断後の第1加工鉄筋を取り出して遠ざける第1搬送コンベア7と、第1加工鉄筋を鉄筋曲げ機2に搬送する第2搬送コンベア8と、鉄筋曲げ機2から曲げ加工された第2加工鉄筋を取り出して排出ゾーン10へ排出する第3搬送コンベア11とを設け、鉄筋供給装置5と鉄筋切断機1と第1搬送コンベア7とを鉄筋の長手方向に並べ、鉄筋曲げ機2を鉄筋切断機1の横側に配置し、第1搬送コンベア7から第1加工鉄筋を鉄筋曲げ機2に横搬送するように第2搬送コンベア8を形成し、第2加工鉄筋を鉄筋曲げ機2の横側で第1搬送コンベア7とは反対側に配置した排出ゾーン10へ搬送するように第3搬送コンベア11を形成してある。
(もっと読む)
成形装置とそのシュー及び成形方法
【課題】丸管や角管、開口成形材などの成形に際し、従来のロール成形の生産性を損なうことなく、被成形材へ与える付加的な変形歪みが少なく所要の成形を行い、寸法精度が高く高品質の製品を製造できる成形装置と方法の提供。
【解決手段】旋回曲面の孔型1aを有するシューブロック1sを多数個連結し、孔型を外向きに無限軌道上を連続移動可能にした無端シューブロック列を用い、被成形材Pと接触する成形区間の無限軌道面に、仮想の巨大直径円の所要円弧部分と同じ曲率半径と長さを与えて、成形時にあたかも巨大成形ロールの使用を実質的に具現化できる構成の成形装置となす。
(もっと読む)
プレス装置に組み込まれる電気抵抗溶接装置
【課題】 プレス成型のストロークの長さと成型加圧力の大きさを、部品溶接装置としての溶接ストロークの長さと溶接加圧力の大きさに変換できるとともに、プレス装置に組み込まれる電気抵抗溶接装置を提供する。
【解決手段】 金型に進退動作を付与して所定の成型ストロークと成型加圧力によって鋼板にプレス加工を行う形式のものであって、プレス工程に連続する状態で電気抵抗溶接式の部品溶接装置17が配置され、少なくとも一方の電極が変換機構20を介して基部材に取付けられ、この変換機構20はプレス装置の成型ストロークの長さと成型加圧力の大きさを部品溶接装置17としての溶接ストロークの長さと溶接加圧力の大きさに変換する。
(もっと読む)
成型部品に相手方部品を一体化するシステム装置
【課題】 部品成型装置から送出される複数種類の成型部品に適合させて相手方部品を供給し、この相手方部品を鋼板部品に一体化することのできるシステム装置を提供する。
【解決手段】 複数種類の成型部品1A,1Bを送出する部品成型装置5と、成型部品1A,1Bの種類を検知して識別信号を発する検知手段16A,16Bと、検知手段16A,16Bからの識別信号によって所定の成型部品1A,1Bに適合した相手方部品7A,7Bを選択して供給する選択供給手段8と、選択供給手段8からの相手方部品7A,7Bを成型部品1A,1Bに一体化させる一体化加工装置6とによって構成されている。
(もっと読む)
熱間等方圧プレス装置
【課題】処理室内にガスの偏流が生じにくくかつファン駆動用モータの過熱を防止できる熱間等方圧プレス装置を提供する。
【解決手段】高圧容器2、その内側の隔離室形成体3、その内側の断熱構造体4、その内側の処理室形成体5と、を有し、隔離室形成体は上端又は下端の一方で内外が連通され他方に内外を連通させる通路20と正逆回転により当該通路に吐出し又は通路から吸引する第1のファン33とが設けられ、処理室形成体は上端または下端の一方で内外が連通され他方に換気用第2のファン29が設けられ、第1のファンおよび第2のファンの回転軸が、処理室形成体の中心軸に一致するように配置されている。
(もっと読む)
プレス機及びそれを用いた複合装置
【課題】サーボモータ12の回転動力を効率よく増幅し伝達できる減速機構5を用い、プレス機の小型化、省電力化を図る。
【解決手段】サーボモータ12の回転動力を偏芯軸37で偏芯回転動力に変換して外歯歯車36に伝達する。外歯歯車36には規制ピン40が嵌合し、その他端をフランジ21に形成されたピン遊嵌穴42に遊嵌させて、外歯歯車36の自転を規制する。また、外歯歯車36が偏芯すると、その方向で当該外歯歯車36と部分歯合する内歯歯車35を設け、内歯歯車35にボールネジ軸14aを連結すると共にラム13にボールネジナット14bを連結して、内歯歯車35の回転運動をラム13の並進運動に変換伝達するボールネジ14を設ける。
(もっと読む)
プレスと溶接の連続加工方法およびその装置
【課題】 長尺な素材鋼板に対するプレス工程と溶接工程を連動させて、しかも動作時間の短縮ができるプレスと溶接の連続加工方法およびその装置を提供する。
【解決手段】 長尺な素材鋼板2を所定の送給間隔Pで連続的に送給し、素材鋼板2にプレス加工をするプレス工程と、プレス加工が施された箇所に部品3を溶接する溶接工程とを、素材鋼板2に対して所定の送給間隔Pに等しい工程間隔で実行するプレスと溶接の連続加工方法およびその装置である。したがって、プレス工程の動作と溶接動作は間断なく実行され、他方、素材鋼板2はプレスや溶接に必要な時間、送給が停止される。
(もっと読む)
タービンブレードを準備するための高強度超合金結合方法
高強度超合金のタービンブレードを修理する方法及び超合金構成要素を結合する方法が提供される。タービンブレードの損傷した区域が、それを予め加熱することなく、溶接される。次いで、溶接されたタービンブレードに高温静水圧圧縮成形処理を施す。この方法は所望のミクロ組織及び丈夫な機械的特性を有する修理されたタービンブレードを生じさせる。 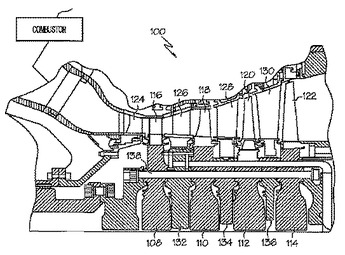 (もっと読む)
(もっと読む)
1 - 13 / 13
[ Back to top ]