
Fターム[4E093NA04]の内容
鋳型又は中子及びその造型方法 (3,688) | 永久鋳型の用途 (656) | 重力鋳造用 (209) | 鋳物製品部 (74)
Fターム[4E093NA04]に分類される特許
1 - 20 / 74
鋳造方法及び鋳造金型
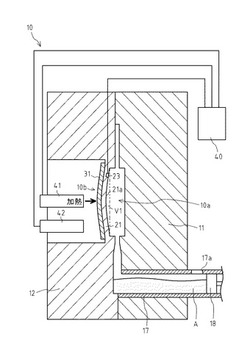
【課題】簡易でコンパクトな設備構成により、製品の品質に影響を与えることなく巣の発生を抑止することが可能となる、鋳造方法及び鋳造金型を提案する。
【解決手段】キャビティ10aに溶湯Aが充填されて鋳造が行われる鋳造金型10において、キャビティ10aを形成する部分が薄板部21で構成されるとともに、薄板部21のキャビティ10aを形成する側と反対側の面に、薄板部21よりも熱膨張率の大きい薄板部材である変形部31が設けられて、薄板部21と変形部31とでバイメタル構造部10bが形成され、溶湯Aがキャビティ10aに充填される前に変形部31を加熱することにより変形部31を膨張させて、キャビティ10aの容積を増大させる加熱手段41と、溶湯Aが凝固する際に変形部31を冷却することにより変形部31を収縮させて、キャビティ10aの容積を縮小させる冷却手段42と、が配設される。
(もっと読む)
球状黒鉛鋳鉄製鋼管成形用ロール及びその素材の製造方法

【課題】成形面に耐摩耗性が付与され、かつ、機械加工して成形面とするときの切削性にも優れる球状黒鉛鋳鉄製鋼管成形用ロールを提供する。
【解決手段】鋼板から鋼管を成形する少なくとも1つの成形面を有する球状黒鉛鋳鉄製鋼管成形用ロールであって、質量%で、C:3.2〜3.6%、Si:1.0〜1.8%、Mn:0.4〜0.6%、P:0.08%未満、S:0.08%未満、Ni:1.5〜2.8%、Cr:0.85〜1.9%、Mo:0.4〜0.8%、及び、Mg:0.03〜0.09%を含有させ、残部はFe及び不可避的不純物の組成とし、前記成形面からの深さが20mmまでの部位で、マルテンサイト及びベイナイトを基地として、セメンタイトを、面積率で15〜25%含有させ、ショア硬さを、55〜65にする。
(もっと読む)
鋳物製品の製造方法、鋳物製品及び鋳造用金型装置
【課題】製品内部におけるマイクロシュリンケージの発生位置を制御し、高応力負荷部における強度を確保することができる鋳物製品の製造方法及び鋳物製品、並びに、この鋳物製品の製造方法に用いられる鋳造用金型装置を提供する。
【解決手段】鋳造用金型装置20に金属溶湯を供給して鋳物製品を成形する鋳物製品の製造方法であって、鋳造用金型装置20には、製品成形部21と、製品成形部21に連設された冷却フィン成形部25とが設けられおり、製品成形部21及び冷却フィン成形部25に前記金属溶湯を供給し、冷却フィン成形部25において冷却フィン部を形成し、製品成形部21のうち前記冷却フィン部が形成された領域を優先的に凝固させることを特徴とする。
(もっと読む)
鋳造装置及び鋳造方法
【課題】高強度が要求され、且つ、薄肉で複雑形状の製品を精度よく成形し得るとともに、製造コストを低減することができる鋳造装置及び鋳造方法を提供する。
【解決手段】内部に製品形状が形成された金属材料から成る金型1と、砂を所定形状に成形して得られるとともに、金型1内に配設される砂中子2とから成る鋳型を有した鋳造装置において、半溶融金属を低速及び低圧で金型1内に注入可能な注入手段3を具備するとともに、当該注入手段3は、半溶融金属を0.15〜0.4(m/s)の速度、且つ、15〜30(MPa)の圧力で金型1内に注入可能とされたものである。
(もっと読む)
鋳造装置、および鋳造方法
【課題】簡単な構成で、鋳造型として金型を用いて、鋳包まれた中子を鋳造品とともに容易に取り出すことができる鋳造装置と鋳造方法を提供する。
【解決手段】中子1を保持して鋳包む鋳造装置であって、開閉可能に設けられ型閉じすることにより所定形状のキャビティを形成する複数の金型2、3と、金型2、3に設けられて、型閉じすることにより中子1の端部を保持するとともにキャビティ面を構成し、型開きすることにより中子1の端部を解放する中子保持手段5とを備えている。中子保持手段5は、金型2、3に形成された収容部50と、複数の保持部材51と、型閉じすることによって保持部材51を収容部50内に収容させるとともに、型開きすることによって保持部材51を収容部50から突出させるよう駆動する駆動手段52とを備えてなり、収容部50の内周面と各保持部材51の外周面は、テーパ状に形成されている。
(もっと読む)
車両用ホイール製造用の鋳型およびこれを用いた車両用ホイールの製造方法
【課題】車両用ホイールを品質のばらつきやヒケを極めて少なくした状態で製造することが可能な技術を提供する。
【解決手段】キャビティと溶湯流路とを備え、キャビティは略水平方向に拡がるディスク成形部51とディスク成形部51の外周縁17から上方に延びるリム成形部53とを有し、リム成形部53はキャビティ50のリム肉厚Wが上方から下方に向かって減少するリム肉厚変化領域Lを有する車両用ホイール製造用の鋳型。
(もっと読む)
鋳造装置
【課題】非金属製の材料で形成される中子の間に溶湯を流す鋳造装置について、鋳造部品に鋳巣による鋳造欠陥が発生しないようにする。
【解決手段】金属製の材料で形成される主型3内に非金属製の材料で形成される第1中子7と第2中子8とを配置し、第1中子7によって底壁9と天井壁10と側壁11とで囲まれる第1空間部17を鋳造部品2内に形成する一方、第2中子8によってその底面27が天井壁の外側面と接するとともにこの底面より開口が狭い開口部をこの底面と反対側に備える袋状の第2空間部18を鋳造部品内に形成する鋳造装置1において、第2中子8は底面29と反対側の面が主型3と接触しており、その内部に一端が主型と接触する面に開口し、他端が底面27に開口する貫通穴30を備え、貫通穴内に溶湯の熱を主型3に伝える伝熱部材31を配置したことを特徴とする。
(もっと読む)
金型用鋳抜きピン
【課題】応力低減効果とシール性能とを両立することが可能な鋳抜きピンを提供する。
【解決手段】円柱部11の軸線方向両側にラウンド部12を設けることでシール部7が構成されている。これにより、シール部7の軸線方向長さが延長されてシール性能を確保することができる。また、各ラウンド部12とピン取付孔6との間に、基部3の撓みが妨げられることがないように設定された隙間15が設けられている。これにより、シール性能を確保しながら応力低減効果を確保することができる。
(もっと読む)
鋳造装置及び鋳造方法
【課題】溶湯が冷却されるときに生じる収縮量を考慮して、成形する鋳物製品における鋳巣の発生を防止することができ、鋳物製品の形状に変化が生じることを防止することができる鋳造装置及び鋳造方法を提供すること。
【解決手段】鋳造装置1は、一対の鋳型部2A,2Bの間に、製品キャビティ21、補給キャビティ22及び冷却キャビティ23を形成してなる。一方の鋳型部2Aには、加圧ブロック3が配設してある。制御手段は、製品キャビティ21及び補給キャビティ22へ充填された溶湯50が、一対の鋳型部2A,2Bによって冷却されて収縮する量に応じて、加圧ブロック3を、製品キャビティ21と補給キャビティ22との境界部222を開口する位置から縮小又は閉口する位置へ移動させ、かつ、製品キャビティ21及び補給キャビティ22へ供給された溶湯50の収縮が収まる時点で、加圧ブロック3を閉位置へ到達させる。
(もっと読む)
傾動式重力鋳造法
【課題】溶湯の充填性に優れ、鋳造品に鋳造欠陥が生じることを充分に防ぐことができる 傾動式重力鋳造法の提供。
【解決手段】傾動式重力鋳造装置1は、金型2にラドル7を備え、ラドル7に溶湯Mを溜め、金型2が傾けられたときに湯口5を介して該金型2のキャビティ6に溶湯Mを注ぐものである。傾動式重力鋳造装置1を用いた傾動式重力鋳造法において、金型2を傾ける金型傾動工程が完了するまでの間に該湯口5を遮断部材18で遮断した状態で該キャビティ6の溶湯Mを加圧ピン23で加圧する加圧工程が開始される。
(もっと読む)
ダイカスト品の製造方法
【課題】クランクシャフトを回転自在に支持するための半円状支持面を備えたダイカスト品を高品質で製造する。
【解決手段】内燃機関のクランクシャフトを回転自在に支持するための半円状支持面10を備えたダイカスト品の製造方法において、ダイカストを行う際に、半円状支持面10の頂上部10a付近の溶湯又は半円状支持面10に対して反対側の面における前記頂上部10aに対向した部分付近の溶湯を、加圧ピン21によって局所的に加圧する。また、半円状支持面10に円柱状の加圧用ボス22を突設し、該加圧用ボス22における溶湯に加圧ピン21を半円状支持面10に達しない程度に進入させる。
(もっと読む)
鋳造用金型
【課題】製品の突出部において鋳巣が発生することを抑制する鋳造用金型1を提供する。
【解決手段】製品を成形するキャビティを形成する成形面20を有する鋳造用金型1であって、成形面20には、製品の突出部を成形する凹部2と、凹部2の底面5における溶湯の流れ方向に沿って、底面5から製品側に突出する複数のリブ6とが形成されている。
(もっと読む)
鋳造装置、及び、鋳造方法
【課題】抜き勾配がなくても鋳造後の製品からの中子の抜け性を良くする鋳造装置、及び、鋳造方法を提供する。
【解決手段】抜き勾配が形成されていないオーステナイト系ステンレス材で形成された中子20を鋳型10内に配置し該鋳型内に鋳鉄Mを注湯し、熱膨張係数が大きく、表面安定性に優れ、熱間強度の高いオーステナイト系ステンレス材で形成した金属製の中子の特性を活用することにより、冷却後に置き中子を引き抜くことが出来、中子の表面にメッキを施す等の前処理を施す必要がなく、中空の鋳抜き穴を有する製品を鋳造可能とした。
(もっと読む)
金属ガラスの鋳造金型
【課題】金属ガラスの収縮の影響により成形体を損傷することなく形成できる金属ガラスの鋳造金型を提供する。
【解決手段】第1モールドベースと第2モールドベースを対向配置させ、パーティングライン面を介して内部にキャビティーを形成し、前記キャビティー内に金属ガラス溶湯を流し込み、固化させて成形体を得る鋳造金型であって、前記キャビティーは、第1成形部と第2成形部と、前記第1成形部と前記第2成形部とを連通する第3成形部と、を備え、前記第3成形部側を構成する前記第1成形部の第1成形面および前記第2成形部の第2成形面を備え、前記第1成形面および/または前記第2成形面と前記パーティングライン面とのなす角度θが0°≦θ≦45°であり、前記第一モールドベースと前記第2モールドベースと、は弾性部材を介して固定部材により前記パーティングライン面の開放が抑制される金属ガラスの鋳造金型。
(もっと読む)
金型構造
【課題】高温の鋳造に際して、鋳造品の内部巣をつぶし緻密で均一な組織として高強度化を図ることができる金型構造を提供する。
【解決手段】本金型構造は、鋳造用の金型構造2であって、互いに近接・離反可能とされる上型5及び下型6と、上型及び下型との間でキャビティCを形成し、該キャビティ内に注湯される溶湯を加圧し得るように上型及び下型の間で上下方向に移動可能とされる中間型7と、下型に対して中間型を浮上させる浮上手段(浮上用シリンダ3)と、を備える。
(もっと読む)
金型
【課題】ダイカスト成形における生産性および作業性の向上を図るべく、見切りリブを備える金型であって、入子を交換する際に、入子と本体の間の段差を解消するための加工作業を必要としない金型を提供する。
【解決手段】本体部である金型本体2と入子3を備え、金型本体2と入子3を組み合わせた状態において、金型本体2と入子3の境界部1aに連続する部位に、見切りリブ9を形成するための見切りリブ用凹部8が形成される金型1であって、境界部1aを、見切りリブ用凹部8の幅方向における中心位置(線X)に対して、金型本体2側にオフセットさせて設定するとともに、入子3にのみ、見切りリブ用凹部8を構成する凹曲面たる第二曲面部3cが形成される。
(もっと読む)
金型構造
【課題】コアピンを金型の表面側からネジで締め込む構造を採用しながら、コアピンのネジの緩みを防止する。
【解決手段】本発明は、金型構造100であって、ネジ部34と、ネジ部34の先端に延設され、ネジ部34の軸心に対して偏心している偏心部35とを有するコアピン30と、ネジ部34と螺合する螺合部24と、コアピン30を螺挿した時に偏心部35の一部が圧接する圧接部25とを有するコアピン取付け孔20を金型表面11側に有する金型10と、を備える。
(もっと読む)
ダイカスト金型、鋳造方法
【課題】キャビティ部に応力が掛かることを低減すること。
【解決手段】
可動金型2と固定金型3を備え、可動金型2の内部に取外し可能な可動側入子5と、固定金型3の内部に取外し可能な固定側入子7を備え、可動型2と固定型3が当接した状態で鋳造が行われるダイカスト金型1において、可動側入子5は、固定側入子7との当接する当接面5Aの外周に向けて突出した可動側入子突出部55を有する。さらに、可動側入子突出部55が、可動側入子5が熱膨張をすることで可動主型4に拘束された際に生じる応力を受ける。
(もっと読む)
金型装置及びシリンダブロックの鋳造方法
【課題】ジャケット外方壁部を薄肉に形成できるシリンダブロックの鋳造技術を提供することを課題とする。
【解決手段】シリンダブロックを鋳造する金型装置30であって、キャビティ38から空気を排出する排気通路50がシリンダブロックの縁とウォータジャケットとの間の位置に開口し、バルブピン60を弁閉位置へ移動することで排気が不能となり、バルブピン60を弁開位置へ移動することで排気が可能であり、バルブピン60は鋳造後にキャビティ38へ突出させることによりシリンダブロックを押出す。
【効果】ジャケット外方壁部での湯廻りを良くしてジャケット外方壁部の薄肉化を実現すると共に、注湯時の排気機能及び離型時の押出し機能を得ることができる。
(もっと読む)
金型装置及び鋳造方法
【課題】L字型構造物を鋳造することができる鋳造技術を提供することを課題とする。
【解決手段】金型装置110は、固定型111と可動型112とからなり、固定型111でモータ取付け側面72を形成し、可動型112で減速機取付け面73及び突出部42を形成し、第2の入れ子型116で突出部42の下半部を形成し、第3の入れ子型117で突出部42の上半部を形成する。
【効果】直線状の本体部は、固定型、可動型本体、第2の入れ子型及び第3の入れ子型により形成される。本体部の一端から直角に突出する突出部は、第2の入れ子型及び第3の入れ子型で形成される。すなわち、固定型、可動型本体、第2の入れ子型及び第3の入れ子型によってL字型構造物を容易に鋳造することができる。
(もっと読む)
1 - 20 / 74
[ Back to top ]