
Fターム[4E093QB10]の内容
鋳型又は中子及びその造型方法 (3,688) | 中子の構造又は用途 (312) | その他 (18)
Fターム[4E093QB10]に分類される特許
1 - 18 / 18
組立品検査装置および方法

【課題】各検査員の主観的判断に依拠するために生じる検査結果のバラツキをなくし、常に客観的な判断基準で検査を行える組立品検査装置および方法を提供する。
【解決手段】組立中子11を搬送軌道の搬送方向に沿って搬送する搬送装置53と、組立中子11の上側部をなす上部中子13の搬送方向に沿った複数箇所に設けた搬送方向に延びる上側エッジ部52a、52bおよび各上側エッジ部52a、52bに対応する位置で、かつ組立中子11の下側部をなす下部中子12の搬送方向に沿った複数箇所に設けた搬送方向に延びる下側エッジ部51a、51cとを検出するセンサ装置54と、センサ装置54で検出した上側エッジ部52a、52bと下側エッジ部51a、51cとの相対距離を搬送方向に沿った複数箇所の上側エッジ部52a、52bと下側エッジ部51a、51cの間において算出するコントロール部55を備えた。
(もっと読む)
管鋳造用中子

【課題】個別の鏡像マークを付けた管鋳造用中子を提供すること。
【解決手段】鋳物砂を粘結材で固めて、外向きフランジ状の鍔部50を有する環体として造型された管鋳造用中子において、鋳造した管の端部に凸の鋳出しマークを複数付けるために、前記鍔部50に凹の鏡像マークを複数設け、その鏡像マークのマーク群を、中子の造型時に付けた鏡像マーク(m)からなる主要部Pと、造型後の中子の一部を崩して形成した鏡像マーク(m’)からなる追加部P’で構成した。
これにより、煩雑な造型用金型の入れ替え等が少なく、また、造型後の中子に彫り込む鏡像マークの数を絞ることができるので重切削が不要となり、強度を損なうことなく、一個毎に異なる鏡像マークの付いた中子を作製することができる。
(もっと読む)
鋳抜きピン
【課題】鋳造用金型より鋳造製品を離型する際の、該鋳造製品に加わる離型力の影響を受けにくく、破損や折損の発生を極力防止した鋳抜きピンを提供する。
【解決手段】鋳造用金型50に形成され該鋳造用金型50の外部とキャビティ52内部とを連通する取付孔に挿設される鋳抜きピンであって、前記取付孔(本体孔部)は、キャビティ52側へ向かって縮径するテーパー形状に形成され、前記鋳抜きピン1は、前記取付孔(本体孔部)のテーパー形状に応じた勾配のテーパー形状に形成される外周面を有し、前記取付孔(本体孔部)と嵌合する挿着部2aと、前記挿着部から前記キャビティ側へ向かって延出し、前記キャビティ内へ突出する先端部2bとを備える。
(もっと読む)
鋳造用金型及び鋳造法
【課題】1つのシリンダによりトンネル中子とスライド中子を引き抜くことができる鋳造用金型及び当該鋳造用金型を用いて行う鋳造法の提供。
【解決手段】鋳造用金型1は、固定型10と、可動型20と、可動型の移動方向とは異なる方向へスライド自在でシリンダ50に連結されたトンネル中子40に貫通されるスライド中子30とを有する。スライド中子は第1傾斜面33Aを有する第1傾斜部33が設けられ、固定型10には、第1傾斜面と当接可能な第2傾斜面13Aを有する第2傾斜部13が設けられ、鋳造時におけるスライド中子の後退が防止される。トンネル中子は軸線方向に対して略垂直な方向に突出する大径部42を備え、大径部の移動ストロークを規制するカバー36に大径部が当接したことを検知するリミットスイッチ38とを備え、検知オンに基づいてシリンダの作動が一時的に停止され、可動型が移動して型開きがなされた後にシリンダの作動が再開される。
(もっと読む)
鋳物の識別マーク鋳出し方法
【課題】鋳型のキャビティ面に、複雑な形態の識別マークの鏡像マークを短時間で彫り込むことができるようにすることである。
【解決手段】遠心鋳造される鋳鉄管の受口の端面に識別マークを鋳出すための、鋳型のキャビティ面としての中子11のフランジ面12aに、彫り込み端子25をエア圧で繰り返し突き出しながら、キャビティ面12aに沿って移動させるマーキング装置20で鏡像マークを彫り込むことにより、中子11のフランジ面12aに、複雑な形態の識別マークの鏡像マークを短時間で彫り込むことができるようにした。
(もっと読む)
鋳出しマーク付鋳鉄管およびその製造方法
【課題】鋳出しマーク付鋳鉄管に、個別のマークを容易に鋳出すことができるようにすることである。
【解決手段】鋳鉄管の受口の端面にマークを鋳出すための中子11のフランジ面12aの凹の鏡像マークを、中子11の造形後に、フランジ面12aに逐次彫り込みを入れるマーカ24を有するマーキング装置20によって付与することにより、鋳出しマーク付鋳鉄管に、個別のマークを容易に鋳出すことができるようにした。
(もっと読む)
遠心鋳造用中子の造型方法
【課題】遠心鋳造用の中子を金型内で成型した後、金型から中子を取り出す時に、中子が落下して傷が付くことを簡単に防ぐ。
【解決手段】本発明の造型方法は、外枠1と内枠20から成る金型内で中子40を成型した後、外枠1と中子40を一体として、内枠20の上に抜き出し、続いて、外枠1と中子40を反転させる。反転させた状態のまま、外枠1と中子40をローラー台60の上に置き、それから、一対の割型2,2’を割り面10で離間して外枠1を分割し、外枠1を中子40から分離して中子を取り出すこととした。
(もっと読む)
鋳造用中子および鋳造用中子の変位防止方法
【課題】鋳造製品の寸法精度を向上させるために、注湯時の前後において、中子が変位することを確実に防止できる簡易な鋳造用中子および鋳造用中子の変位防止方法を提供する。
【解決手段】上型2および下型3によって変位が規制される部位である各幅木部5b・6bと、上型2および下型3によって形成されるキャビティ4に配置され、上型2および下型3により鋳造される製品形状の一部を成す部位である各型部5a・6aと、を備える各中子5・6であって、各型部5a・6aに内蔵される各錘7・8を備え、キャビティ4に溶湯を注湯するときに前記溶湯により各錘7・8を内蔵する各型部5a・6aに作用する浮力Fに比して、各錘7・8を内蔵する各型部5a・6aに作用する重力Gが大きい各中子5・6とする。
(もっと読む)
金型中子製造方法および金型中子
【課題】採液流路を有するプラスチック製の穿刺用針の成形に用いるための金型中子を精度よく製造する。
【解決手段】基板1上にネガ型のフォトレジストを塗布して露光・現像することにより、採液流路に対応させてレジスト凸部4を形成する。レジスト凸部4を覆うようにポジ型のフォトレジストを塗布して露光・現像し、レジスト凸部4を囲むように土手状部12を形成することにより、凹型8を形成する。凹型8により、レジスト凸部4および土手状部12を反転させた転写型を形成する。この転写型により、レジスト凸部4および土手状部12を転写して金型中子を製造する。
(もっと読む)
油排出路形成用中子とこれを用いたベアリングハウジングの製造方法
【課題】組立作業が不要であり、少ない型枠で製作できる油排出路形成用中子とこれを用いたベアリングハウジングの製造方法を提供する。
【解決手段】油排出路形成用中子1は、2つの端部油路をそれぞれ形成するための端部油路形成部3,4と、端部油路形成部3,4と一体的に形成され下部油路を形成するための下部油路形成部5とを備え、軸貫通穴を形成するための中子部分が省略された形状を有する。また、油排出路形成用中子1は、造型に際して中子を必要とするような中空部が2つの端部油路形成部3,4の間に存在しない形状であって、上下2つのみの型枠によって造型可能であるような形状を有する。さらに、油排出路形成用中子1は側方拡張部6を有する。
(もっと読む)
ワークピース製造用の担体材料
【課題】空隙を有するワークピースのプレースホルダとして用いられる担体材料、及び該ワークピースを製造する方法であって、除去が簡単で費用効果の高いものを提供する。
【解決手段】担体材料は、標準電極電位が室温で異なる少なくとも2つの金属粉末MeI及びMeIIから成り、該担体材料は粉末を圧密化する方法によって製造される。
(もっと読む)
多孔質金属品および多孔質金属品の製造方法
プリフォーム(11)を使用して、少なくとも10%の連続気孔(12)を含有する金属品(10)を製造する方法であって、有機結合剤(26)、湿潤剤、および容易に液体溶媒(24)に溶解する顆粒材料(25)を混合して、10体積パーセント以上の前記顆粒材料(25)を組み合わせた成形用ペースト(20)を得るステップ;該ペーストを気泡プリフォームに成形し、金属または合金を開孔空間(28)に浸透させるステップ;前記湿潤剤を蒸発させ、該結合剤を分解するのに十分な温度に前記プリフォームを焼成し、プリフォーム(11)中の開放連続気孔の網目を作製するステップ;前記開孔空間を液体金属または合金(23)で充填するステップを含む方法。焼成したプリフォームの全てまたは一部は、細孔の網目を介して液体溶媒によって容易に浸出することができる。 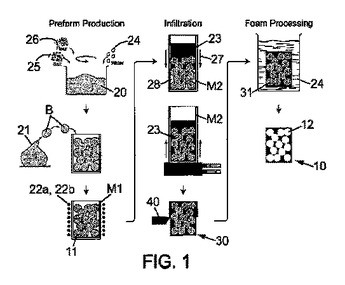 (もっと読む)
(もっと読む)
金属鋳物用鋳造型
【課題】金属鋳物用鋳造型において、中子の除去に要する時間をより短縮し、金属鋳物の生産性をより向上させることである。
【解決手段】アルミニウム合金溶湯等の金属溶湯を流し込む中空12が設けられた鋳型部14と、鋳型部14の中に配置され、塩化カリウム等の水溶性材料で形成された中子16とを備える金属鋳物用鋳造型10であって、中子16は、金属溶湯と接触する接触面22に、鋳型部14から金属鋳物を取り出したときに露出される面から設けられ、金属溶湯が凝固した後に水を流す溝24を有し、溝24は、水より表面張力が大きい金属溶湯の浸入を抑える所定の幅で形成される。
(もっと読む)
シェルモールド造型装置及びシェルモールド造型方法
【課題】 造形されたシェルモールドの表面粗度の向上を図ることができ、その結果、このシェルモールドを使用した鋳物製品の品質を向上でき、特に、複数の羽根通路が形成されている羽根車を鋳造するために使用される鋳造用中子を造型することに適したシェルモールド造型装置及びシェルモールド造型方法を提供すること。
【解決手段】 圧縮空気がブロワ4から砂タンク2内へ供給されると、砂タンク2内に貯留されている造型砂が圧縮空気と一緒に、複数のブローノズル8からブロー孔13を通じて造型金型10の造型キャビティ11内へ吹き込まれる。このとき、造型キャビティ11内には外周部から中心部へ向かう気流が作り出され、この気流に乗って造型砂が、造型キャビティ11の外周部から中心部へ向けて吹き込まれ充填される。
(もっと読む)
中子塗型設備への中子の搬入・搬出方法及び中子塗型設備
【課題】 中子を乾燥設備へ衝撃なく確実に受け渡しできるようにし、工程中に待ち時間を生じさせにくいようにする。
【解決手段】 筒状中子10の内側を搬入用チャック装置5によりクランプし塗型剤7の塗布設備へ搬送する中子搬入工程と、中子10に塗型剤7を塗布する塗型剤塗布工程と、中子10を反転させる反転工程と、反転後の中子10を乾燥設備4へ搬送する中子搬出工程とからなる中子塗型設備への中子搬入・搬出方法において、前記中子10の内側を搬出用チャック装置25によって上方からクランプし、その搬出用チャック装置25の移動により中子10を乾燥設備4へ搬送するようにした。中子10は反転状態で上方からクランプされているので、衝撃なく確実に乾燥設備4に受け渡しできる。また、上記反転工程に、反転後の中子10を載置する台座20を設ければ、後段の工程が前段の工程に待ち時間を生じさせにくくなり効率を悪化させない。
(もっと読む)
鋳造方法及び鋳型
【課題】 消失模型を用いる鋳造において、鋳造と同時に鋳物に高い精度の穴を容易に形成することが可能な鋳造方法及び鋳型を提供する。
【解決手段】 消失模型3に石英硝子によって形成される中子4を埋設して半消失性原型1を形成して、該半消失性原型1を鋳砂5に埋設して鋳型6を造型する。鋳造後、鋳物2に入込まれた中子4を叩き壊して除去することにより、鋳出された鋳物2に貫通穴7が現出される。したがって、鋳造後のドリルによる機械加工が廃止されて、鋳造と同時に高い精度の貫通穴7を容易に形成することができる。
(もっと読む)
予備張力をかけた砂中子
鋳物への孔開けの代わりに予備張力がかけられた砂中子を用いる方法が提供される。この方法は、コールドボックスプロセスにおいて長い円筒形の砂中子で用いられる。ウレタン砂中子を圧縮状態にして、取り扱い中、金型内への挿入中の中子強度を高める。鋳型のキャビティを形成するために、予備張力ウレタン砂中子を鋳型内に設置する。溶融金属を鋳込んで鋳物内に空洞を形成する。予備張力ウレタン砂中子は、鋳造中にその初期形状を維持する。 (もっと読む)
チタンまたはチタン合金からなる接触表面
本発明は、主に、チタンまたはチタン合金に対して接触することを意図した物品の少なくとも1つの表面を形成するための、実質的にニッケルを含有しておらずかつ非ステンレススチールの低合金スチールの使用に関するものであり、また、そのような物品のそのような表面を形成するための方法に関するものである。特に、本発明は、固体状態でのチタンベース合金またはチタン合金の高温成形用モールドの少なくとも1つの接触表面を形成するに際しての、あるいは、チタン粉末またはチタン合金粉末を高密度化するためのおよび/または成形するためのツールの少なくとも1つの接触表面を形成するに際しての、そのような合金の使用に関するものである。本発明においては、チタンまたはチタン合金に対して接触し得るものとされた物品を形成することができる。 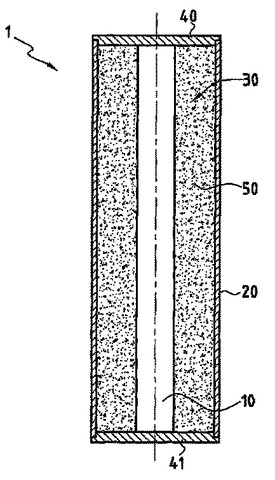 (もっと読む)
(もっと読む)
1 - 18 / 18
[ Back to top ]