
Fターム[4E094AA02]の内容
鋳型の造型装置 (593) | 造型機(型込機、芯取機) (260) | 鋳型用(枠有鋳型) (51) | 無枠用(枠なし、抜き枠) (29)
Fターム[4E094AA02]の下位に属するFターム
縦型無枠(垂直スタックモールド) (3)
多段式(マルチステーション)
Fターム[4E094AA02]に分類される特許
1 - 20 / 26
砂型造型装置及び砂型造型方法
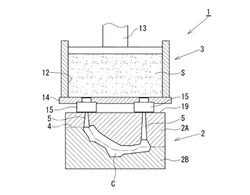
【課題】砂中子造型装置において、複数種類の金型に対応することができ、金型の交換を容易にして効率よく砂型を造型することができるようにする。
【解決手段】発泡砂Sを貯留した砂槽12の充填プレート14に金型2をセットする。加圧機構13によって発泡砂Sを加圧し、ノズル15の充填口を通して金型2のキャビティCに充填して砂中子を造型する。ノズル15の充填口は直穴とし、発泡砂Sの粘性により充填口からの自然落下を防止する。充填プレート14には、充填通路5の配置が異なる複数種類の金型2に対して、予め複数のノズル15を配置し、一の金型2がセットされたとき、金型2の充填通路5にいずれかのノズル15の充填口が接続され、接続されない充填口は金型の接合面19によって閉鎖されるようにする。これにより、充填プレート14を交換することなく金型2を交換することができ、効率よく砂型を造型することができる。
(もっと読む)
無枠造型注湯冷却ラインにおけるジャケット緩め方法及びジャケット緩め装置

【課題】タイムサイクルが短い無枠造型注湯冷却ラインにおいても、鋳型に貼りついたジャケットを事前に取り外しやすくすることにより、ライン停止などのトラブルを防止することができる無枠造型注湯冷却ラインにおけるジャケット緩め方法及びジャケット緩め装置を提供する。
【解決手段】無枠造型注湯冷却ラインにおける、ジャケット移し変え部のジャケット取り外し側ラインの上流にジャケット緩め装置を設け、鋳型に貼りついたジャケットを所定高さまで持ち上げることにより、鋳型との係合を事前に緩める。ジャケット緩め装置は、シリンダで昇降するジャケット持ち上げ爪と、ジャケット持ち上げ爪の上昇端を検出するセンサとを有し、ジャケット緩めが完了するまで、ジャケット緩めの工程を繰り返す。
(もっと読む)
鋳型造型金型及び同金型段替え方法
【課題】作業者が鋳型造型金型の段替え作業等を簡便に行えるようにする。
【解決手段】上型1及び下型2の各々が、互いに水平方向に分割可能に構成された複数の分割型からなり、上型1及び下型2各々の複数の分割型同士をそれぞれ一体化するように該分割型をクランプする上型及び下型クランプ装置と、下型2の下側に設けられ、エジェクタピン47が立設された第1エジェクタプレート48と、上下方向に進退可能に構成された押出ロッドにより上側に押圧されるように構成され、リターンピン52が立設された第2エジェクタプレート49と、第1エジェクタプレート48を第2エジェクタプレート49に着脱可能に取り付けるエジェクタプレート着脱装置61とを備える。
(もっと読む)
無枠鋳型造型機
【課題】マッチプレートの模型面側の鋳物砂を充分に圧縮する無枠鋳型造型機を提供する。
【解決手段】マッチプレート1と、該マッチプレートの両側に入出自在に設けられた一対の鋳枠4a、4bと、各鋳枠の開口部の外側に設けられると共に鋳枠内に嵌入自在に構成されたスクイズ板6a、6bと、前記鋳枠内に鋳物砂を供給する鋳物砂供給装置と、を具備する無枠鋳型造型機において、前記鋳物砂供給装置は鋳物砂タンクを備え、当該鋳物砂タンクの本体をなす胴壁が複数の通気性の仕切り板によって仕切られるとともに区画部により複数個の中空室を有する二重構造を成し、本体胴壁の下部が下細り状に形成された無枠鋳型造型機。
(もっと読む)
抜枠鋳型造型装置及び抜枠鋳型造型方法
【課題】 中子入れが多い場合にもサイクルタイムを短縮してより効率的な造型を行うとともにガス抜き孔を形成することができる抜枠鋳型造型装置等を提供する。
【解決手段】 それぞれ上鋳枠2及び下鋳枠3からなる4対の上下鋳枠4と、該4対の上下鋳枠を旋回して、造型ステーション、第1の中子ステーション、第2の中子ステーション、鋳型抜き出しステーションからなる4つのステーション内に移動させる鋳枠旋回機構5と、マッチプレート6と、一対のスクイズプレート7,8と、サンドタンク9と、上造型空間及び下造型空間を形成した上下鋳枠を回動して、前記砂導入口が前記一対の砂導入ノズルから砂充填可能となるように位置させる回動機構10と、スクイズ機構11と、上下鋳枠移動機構14と、抜き出し機構15と、孔形成機構80とを備える。
(もっと読む)
鋳型造型装置及び鋳型造型方法
【課題】砂ホッパの内壁面への砂付着を防止することができると共に装置の構造をシンプルにすることができる鋳型造型装置及び鋳型造型方法を提供する。
【解決手段】パターンキャリア9に載置されたパターンプレート10、鋳枠及び盛枠17により形成された造型空間に、砂充填手段22により鋳物砂を充填した後、該造型空間に充填された鋳物砂をスクイズ手段20によりスクイズして鋳型を造型する鋳型造型装置であって、前記砂充填手段が、前記鋳枠及び盛枠の上方に配設されると共に内部に前記鋳物砂を貯留する砂ホッパと、該砂ホッパの内部に配設された開閉式のルーバーゲートと、前記砂ホッパの上部に配設されると共に前記砂ホッパ内へ前記鋳物砂を供給するための開口部である砂供給口を開閉させる砂供給口開閉手段と、前記砂ホッパの内面に取り付けられたエヤー噴出チャンバーと、を具備する。
(もっと読む)
抜枠鋳型造型方法及び抜枠鋳型造型装置
【課題】 中子入れが多い場合にもサイクルタイムを短縮してより効率的な造型を行うことができる抜枠鋳型造型方法及び抜枠鋳型造型装置を提供する。
【解決手段】 それぞれ上鋳枠2及び下鋳枠3からなる4対の上下鋳枠4と、該4対の上下鋳枠を旋回して、造型ステーション、第1の中子ステーション、第2の中子ステーション、鋳型抜き出しステーションからなる4つのステーション内に移動させる鋳枠旋回機構5と、マッチプレート6と、一対のスクイズプレート7,8と、サンドタンク9と、上造型空間及び下造型空間を形成した上下鋳枠を回動して、前記砂導入口が前記一対の砂導入ノズルから砂充填可能となるように位置させる回動機構10と、スクイズ機構11と、上下鋳枠移動機構14と、抜き出し機構15とを備える。
(もっと読む)
抜枠鋳型造型装置
【課題】抜枠鋳型造型装置において、停止した機械の復旧を迅速に行うことを可能にすること。
【解決手段】シーケンサ200は、可動部材(下スクィーズボード4、下盛枠6、上枠10、マスタープレート22、押出プレート32)、シリンダ(枠セットスクィーズシリンダ2、下盛枠シリンダ5、上枠シリンダ9、パターンシャトルシリンダ21、モールド押出シリンダ31)及びシリンダ駆動機構(枠セットスクィーズシリンダ駆動機構400等)の各作動状態を監視し、当該抜枠鋳型造型装置100の作業工程において作動開始から所定位置に到達するまでの作動時間が異常動作時間設定値を経過したとき、操作パネル(タッチパネル300)における表示画面の表示及び入力スイッチの入力操作を介して機械停止復旧支援を行う。
(もっと読む)
鋳型造型方法及びその装置
【課題】装置の小型化を実現し、清掃作業が容易に行え、設備コストの低減を図ることのできる鋳型造型装置を提供する。
【解決手段】下盛枠8をその上端面がマスタープレート36の上面と一致する後退位置と前記上面より模型側に位置する前進位置との間で進退させる下盛枠進退装置14を備えた鋳型造型装置2において、下盛枠進退装置は、下盛枠に固定されマスタープレートの下面より下方に突出する第1軸部材42と、スクイズテーブル6に第1軸部材と対向して上下移動可能に設けられた第2軸部材30と、スクイズテーブルと第2軸部材との間に設けられ、第2軸部材を上昇端位置に保持することにより、マスタープレートがスクイズテーブル上に載置されたとき、第1部材を介して下盛枠を前進位置に上昇させる付勢部材32と、を備えていること。
(もっと読む)
同時鋳型造型方法及び抜枠鋳型造型装置
【課題】 鋳型の底面が確実に水平にすると共に抜枠が確実で、構造がシンプルな、鋳枠無しの上下鋳型を同時に造型する同時鋳型造型方法及び装置を提供する。
【解決手段】造型位置に出・入移動可能に設けられると共に上面にマッチプレートを装着した下枠と、昇降可能であると共に側壁面に鋳型砂導入孔を備えた下盛枠と、昇降可能な下スクイズボードと、によって画成される下鋳型空間と、側壁面に鋳型砂導入孔を備えた上枠と、上スクイズボードと、によって画成される上鋳型空間と、を画成する工程と、前記下鋳型空間と、前記上鋳型空間に対して同時に鋳型砂を供給する工程と、前記下スクイズボードを上昇させて鋳型砂を圧縮して上鋳型・下鋳型を同時に形成する工程と、前記上鋳型を前パターンから抜型する工程と、該下鋳型を前記パターンから抜型する工程と、前記下鋳型から前記下盛枠を抜枠する工程と、前記上鋳型から前記上枠を抜枠する工程と、を有する。
(もっと読む)
抜枠鋳型造型装置
【課題】鋳型の底面が確実に水平にすると共に構造がシンプルな、鋳枠無しの上下鋳型を同時に造型する抜枠鋳型造型装置を提供する。
【解決手段】昇降可能な下スクイズボード6と、該下スクイズボードに対して独立に、かつ同時に昇降可能であると共に側壁面に鋳型砂導入孔を備えた下盛枠と、前記下スクイズボードの対向上方に固設された上スクイズボード8と、昇降可能であると共に側壁面に鋳型砂導入孔を備えた上枠と、前記下スクイズボードと上スクイズボードの中間位置を出・入移動可能に設けられると共に上面にマッチプレート15を装着した下枠と、を備えた鋳枠無しの上・下鋳型を同時に造型する抜枠鋳型造型装置において、前記下スクイズボードが、2本以上のコラムに昇降可能に設けられた下スクイズフレーム5と一体に構成された。
(もっと読む)
無枠鋳型とその製造方法
本発明は水平方向で分割された無枠鋳型に関する。この鋳型は、下型本体(1)と上型本体(2)とから成る。型本体(1,2)は、造型配合材料で形成される。型本体(1,2)が鋳造キャビティ(9)を限定している。本発明によれば、型本体(1,2)に穴(3,4)が設けられている。これらの穴(3,4)は、棒状案内要素(5)用垂直案内ラインを穴が形成することによって、型本体(1,2)を水平方向で位置合わせするのに役立っている。 (もっと読む)
鋳型造型機
【課題】1台で、鋳型サイズが複数の鋳型を造型することができ、従って鋳型のサイズに対して鋳物製品が占める製品占有率が低いときであっても、鋳物砂を必要以上に枠内に装填せずとも良い鋳型造型機を提供する。
【解決手段】鋳型造型機1は、互いに重ね合わせ可能な複数の枠3,4,5を備える組枠2と、組枠2のうち単数の枠を造型位置11に設定する単数枠設定位置と、組枠2のうち複数の枠3,4,5を重ね合わせた状態で造型位置11に設定する複数枠設定位置とに切り替え可能な枠移動機構7と、単数枠設定位置に設定されている単数の枠の内部に収容されている鋳物砂89を加圧して単数枠使用鋳型を造型することと、複数枠設定位置に設定されている複数の枠3,4,5のうち内側の枠の内部に収容されている鋳物砂89を加圧して複数枠使用鋳型を造型することとが可能な鋳物砂加圧機構8とを備えている。
(もっと読む)
型枠なし鋳型を作るための機械
【課題】 型枠なし鋳型を製造するための成形機(1)を提供する。
【解決手段】 この成形機(1)は下型型枠(3)と上型型枠(2)、前記下型型枠(3)と組合された下型圧搾板(6)、及び前記上型型枠(2)内に挿入された上型圧搾板(5)を含み、これら全てが水平と垂直位置の間で回転されるように配置され、かつ下型型枠(3)と上型型枠(2)が互いに向けてかつ互いから離れるように相対的に移動可能であるように配置されている。下型型枠(3)、上型型枠(2)、下型圧搾板(6)、及び上型圧搾板(5)が案内棒(7)の共通組合せによりそれらが相対的に運動するように案内され、それによりこれらの要素のための整合工程が著しく容易化される。
(もっと読む)
無枠造型機
【課題】マッチプレート11を挟持した上鋳枠12及び下鋳枠13を水平姿勢から垂直姿勢へ回動させる際に、上及び下造型空間を規定でき、且つ下鋳型への中子の配置も容易な造型機が開示される。
【解決手段】上部スクイズ部材14は、その加圧面がマッチプレート11の上面に対向するように上鋳枠12内に挿入可能であり、その加圧面がマッチプレート上面及び上鋳枠12と共に上部造型空間を規定する。回動フレーム23は、上部スクイズ部材14の加圧面が垂直方向下方に向き付けられるべき水平姿勢と、当該加圧面が水平方向に向き付けられるべき垂直姿勢との間で、マッチプレート11を挟持した上鋳枠12及び下鋳枠13並びに上部スクイズ部材14を一体的に回動可能に支持する。垂直姿勢に固定された盛枠15は、マッチプレート11を挟持した上鋳枠12及び下鋳枠13が垂直姿勢にあるときに、下鋳枠13に対して当接する。下部スクイズ部材16は、加圧面が水平方向に向き付けられており、盛枠及びそれに当接した下鋳枠内に挿入可能である。下部スクイズ部材16の加圧面はマッチプレート下面、下鋳枠13、及び盛枠15と共に下造型空間を規定する。下鋳枠13内に造型された下鋳型内に中子を配置する際には、下鋳枠13を上鋳枠12の直下から側方へ移動させることにより、開放された作業空間を与える。
(もっと読む)
マッチプレート造型機
上鋳枠と下鋳枠とをマッチプレートから同時に抜型する造型方法を開示する。この方法においては、上鋳枠と下鋳枠とによってマッチプレートを狭持し、上鋳枠及び下鋳枠におけるマッチプレートの反対側に位置する開口にマッチプレートに対向してそれぞれ上スクイズ部材及び下スクイズ部材を挿入して上部造型空間と下部造型空間とをそれぞれ規定する。この規定された上部造型空間と下部造型空間に鋳物砂を充填し、上及び下スクイズ部材をそれぞれマッチプレートへ向けて駆動して、上及び下鋳型造型空間内の鋳物砂をそれぞれスクイズすることにより、上及び下鋳型を同時に造型する。この造型された上及び下鋳型を包含する上及び下鋳枠を同時にマッチプレートから強制的に速度ゼロから押し離す。 (もっと読む)
成型金型装置
【課題】軽合金製分割型のピン挿通孔の磨耗性を防止すると共に、分割型を中空としたような場合でも、分割型ひいては成形金型の剛性及び強度を十分に確保することができる成形金型装置を提供する。
【解決手段】エジェクターピン17…17が挿通される下型2(分割型)を、キャビティ構成面を有するキャビティ側の壁部2dと、側壁部2eと、底板2b(支持板)とで構成して、中空体とする。壁部2dと底板2bとには、対向する位置に前記エジェクターピン17…17を挿通するピン挿通孔2c…2c,20a…20aを設ける。ピン挿通孔2c…2c,20a…20a同士を中空空間内で連結し、エジェクターピン17…17を挿通する筒状の該耐磨耗性スリーブ41…41を設ける。耐磨耗性スリーブ41…14における壁部2d側の端部を、ピン挿通孔2c…2cに挿通して嵌合固定すると共に、底板2b側の端部を底板2bに固定する。
(もっと読む)
シェルモールド造型装置及びシェルモールド造型方法
【課題】 造形されたシェルモールドの表面粗度の向上を図ることができ、その結果、このシェルモールドを使用した鋳物製品の品質を向上でき、特に、複数の羽根通路が形成されている羽根車を鋳造するために使用される鋳造用中子を造型することに適したシェルモールド造型装置及びシェルモールド造型方法を提供すること。
【解決手段】 圧縮空気がブロワ4から砂タンク2内へ供給されると、砂タンク2内に貯留されている造型砂が圧縮空気と一緒に、複数のブローノズル8からブロー孔13を通じて造型金型10の造型キャビティ11内へ吹き込まれる。このとき、造型キャビティ11内には外周部から中心部へ向かう気流が作り出され、この気流に乗って造型砂が、造型キャビティ11の外周部から中心部へ向けて吹き込まれ充填される。
(もっと読む)
鋳型造型方法及びその装置
【課題】ブローヘッド1の収容部2内に収容されたガス硬化性鋳物砂41を成形型35のキャビティ36内に吹き込み充填する場合に、その鋳物砂41をキャビティ36内に充填する前に硬化させることなく、良好で安定した充填性を確保する。
【解決手段】収容部2内の鋳物砂41のキャビティ36内への吹き込み充填前に、その鋳物砂41を、撹拌部材21によって、該撹拌部材21の撹拌抵抗値が所定範囲(鋳物砂がブローノズルから効率良く吹き出す最適な嵩密度範囲に対応する範囲)内になるまで撹拌する。
(もっと読む)
振動造型機
【課題】振動テーブルの空気ばねの変位量を検知する手段として極めて精度が高く、振動テーブルに敷設するのに適した小型で軽量の検知手段により振動モーターの制御を適正に行うようにすること。
【解決手段】基台に複数の空気ばねを介して振動テーブルを設け、該振動テーブルに振動モーター配置してなる振動造型機であって、前記空気ばねの少なくとも1つの圧縮変形を検知するレーザー距離検知手段と、該レーザー距離検知手段の検知結果に基づいて振動テーブルに加わる荷重を算定する演算装置を設け、該演算装置の出力を前記制御装置に入力して振動モーターを制御するように構成した。
(もっと読む)
1 - 20 / 26
[ Back to top ]