
Fターム[4E094AA32]の内容
鋳型の造型装置 (593) | 造型機(型込機、芯取機) (260) | 型込め(造型・充填・砂詰め) (145) | スクィーズ(圧縮) (44)
Fターム[4E094AA32]の下位に属するFターム
剛体単板式 (9)
可撓式ボード
マルチ式ボード (6)
スクィーズ、上下鋳型セット式 (21)
Fターム[4E094AA32]に分類される特許
1 - 8 / 8
抜枠鋳型造型方法及び抜枠鋳型造型装置
【課題】 中子入れが多い場合にもサイクルタイムを短縮してより効率的な造型を行うことができる抜枠鋳型造型方法及び抜枠鋳型造型装置を提供する。
【解決手段】 それぞれ上鋳枠2及び下鋳枠3からなる4対の上下鋳枠4と、該4対の上下鋳枠を旋回して、造型ステーション、第1の中子ステーション、第2の中子ステーション、鋳型抜き出しステーションからなる4つのステーション内に移動させる鋳枠旋回機構5と、マッチプレート6と、一対のスクイズプレート7,8と、サンドタンク9と、上造型空間及び下造型空間を形成した上下鋳枠を回動して、前記砂導入口が前記一対の砂導入ノズルから砂充填可能となるように位置させる回動機構10と、スクイズ機構11と、上下鋳枠移動機構14と、抜き出し機構15とを備える。
(もっと読む)
鋳型列プラントのための鋳造室装置

鋳型列プラントのための鋳造室装置(1)を提供する。この鋳造室装置(1)は、室底(3)、砂供給システム(14)と連通する一つ以上の砂充填開口(22)を備えた室天井(4)、二つの室側壁(5)、加圧模型(8)を持つ交換可能な加圧模型定盤を備えかつ移動機構(9)に連結されている加圧板(6)、鋳造室(2)を開閉するために並進及び揺動運動のために取り付けられ、かつ揺動模型(12)を持つ交換可能な揺動模型定盤を備えた揺動可能板(10)であって、加圧板(6)が製造された鋳型(26,27)を追い出すことを可能にする揺動可能板(10)、により形成された鋳造室(2)を含み、室天井(4)及び砂供給システム(14)を同時に、または室底(3)を、またはそれら両方を、鋳造室装置(1)の残りに対して垂直に動かすための手段(13)を含み、それにより鋳造室(2)の高さを変えることを特徴とする。この装置により、製造される鋳型の寸法の柔軟性、特に製造される鋳型の高さが鋳造室の上の砂供給システムの形状寸法を変えることなく時間を節約して調整されることができる。 (もっと読む)
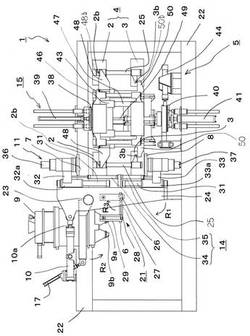
抜枠鋳型造型装置
【課題】鋳型の底面が確実に水平にすると共に構造がシンプルな、鋳枠無しの上下鋳型を同時に造型する抜枠鋳型造型装置を提供する。
【解決手段】昇降可能な下スクイズボード6と、該下スクイズボードに対して独立に、かつ同時に昇降可能であると共に側壁面に鋳型砂導入孔を備えた下盛枠と、前記下スクイズボードの対向上方に固設された上スクイズボード8と、昇降可能であると共に側壁面に鋳型砂導入孔を備えた上枠と、前記下スクイズボードと上スクイズボードの中間位置を出・入移動可能に設けられると共に上面にマッチプレート15を装着した下枠と、を備えた鋳枠無しの上・下鋳型を同時に造型する抜枠鋳型造型装置において、前記下スクイズボードが、2本以上のコラムに昇降可能に設けられた下スクイズフレーム5と一体に構成された。
(もっと読む)
鋳型造型方法及び装置
【課題】鋳枠背面の砂付量を容易かつ迅速に調整することができる鋳型造型方法及び装置を提供する。
【解決手段】マスタプレート42を、鋳枠30の下に重ねられた下補助枠28内の所定高さ位置に配置させるマスタプレート配置工程と、マスタプレート42が前記所定高さ位置に配置された重合枠12内に、鋳物砂18を投入させる鋳物砂投入工程と、昇降移動装置16を駆動させることにより、マスタプレート42を重合枠12に対して上方へ相対移動させて、投入された鋳物砂18の上面が少なくとも鋳枠30の上端を越えるまで鋳物砂18を移動させる鋳物砂移動工程と、スクイズヘッド62により、移動された鋳物砂18を鋳型24の背面側からスクイズさせる背面側スクイズ工程と、を備えていること。
(もっと読む)
ワックスパターン又はレジンパターンを用いた鋳型製造方法及びこれに用いられる遠心埋没装置
【課題】埋没材のスラリーを調製する際の混水比の管理を容易化し且つ鋳肌を平滑化する。
【解決手段】鋳造リング16の中に埋没材のスラリー18を充填(II)し、また、鋳造リング16にキャップ22を装着する(III)。円錐台14と鋳造リング16との組立体26は、未だに硬化していないスラリー18を収容した状態で遠心埋没装置に装着される。遠心埋没装置が動作すると、組立体26が真横の姿勢になり、キャップ22側から円錐台14側に向けて遠心力が付与され、この遠心力によってスラリー18から余剰の練和液が分離される(IV)。余剰練和液の分離が完了したら、遠心埋没装置から取り外した組立体26からキャップ22を外して余剰練和液を排出する(V)。この後の工程は、従来と同様に、スラリー18が硬化した後に脱ロウ工程に移行する。
(もっと読む)
鉄道貨物列車の揺れ枕又はサイドフレームの、一体型中子の造型方法
本発明は、鉄道貨物列車の揺れ枕又はサイドフレームの、一体型中子の造形方法について開示した。当該方法において鋳型枠(箱)の砂かきとり面において砂をかきとった後、上から下に向けて正確に位置決めされた形状付与上型を採用し、上型に対して微振動又は圧力を加え、形状付与上型を砂かきとり面と接触させた後、続けて下に向け所定量圧下し、局部の平らな砂かきとり面は上記形状付与上型の形状に圧迫され、所要の曲面形状を形成し、最終的に鋳物局部の内部空間全体の断面が一体型の中子を造型する。本発明に係る中子造型方法により得られた一体型中子は表面が滑らかであり、複数の砂中子を組み合わせることにより生じる鋳造バリ、突起を有効的に回避し、鋳物の品質向上、作業強度の減軽を図ることができる。 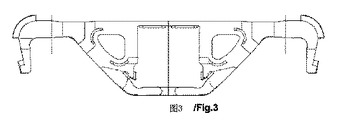 (もっと読む)
(もっと読む)
鋳型の造型方法及び装置
【課題】上方からの背面スクイズだけでは、十分な均一鋳型充填密度を得ることができず、特に模型の上面部分と側面部分とにおいて密度差が生じ易く、鋳型の側壁が厚くなるとともに必要な強度を得られにくい。
【解決手段】鋳物砂が充填される鋳物砂容器と、流動体を内包可能でかつ膨張可能な流動体内包手段と、流動体内包手段に流動体を注入する流動体注入手段とを設け、前記鋳物砂容器内に鋳物砂を充填するとともに前記流動体内包手段を鋳物砂内に配設し、前記流動体注入手段により流動体を流動体内包手段に注入することにより流動体内包手段を膨張させて鋳物砂をスクイズする。
(もっと読む)
コアパケットを製造するコアパケット製造装置
【課題】エンジンブロックやシリンダヘッドの鋳造に特に使用されて最小の可能な必要スペースで完全なコアパケットの自動製造を可能にする、コアパケットを製造するためのカテゴリー設定装置を設計及びさらに改善すること。
【解決手段】この発明は、個々のコアが射出される射出ステーション(1)と、前記射出コアが受け取られ、パケットを形成するために組立ラインに移行される受け取りステーション(2)とを備える、特にエンジンブロック及びシリンダヘッドを鋳造するためのコアパケットを製造するのに使用されるコアパケット製造装置に関する。射出プレート(6)を設けたサンドストア(5)と射出ヘッド(8)とを備えた
射出キャップ(7)が、好適に2部品成形型(4)の射出ステーション(1)に対応付けられている。この発明は、幾つかの成形型(4)が、回転テーブル(9)を回転させることにより、成形型(4)を射出ステーション(1)内に共に搬入し、そして該射出ステーション(1)から射出コアと共に前記受け取りステーション(2)に移行するように、種々のコアを射出するために受け取りテーブル(9)に配置されていることを特徴とする。
(もっと読む)
1 - 8 / 8
[ Back to top ]