
Fターム[4E094AA42]の内容
鋳型の造型装置 (593) | 造型機(型込機、芯取機) (260) | 型込め(造型・充填・砂詰め) (145) | 吹込み(ブロー、充填) (71)
Fターム[4E094AA42]の下位に属するFターム
ブロー式 (57)
流気・衝撃式(静圧、爆発充填) (2)
Fターム[4E094AA42]に分類される特許
1 - 12 / 12
鋳型造型金型及び同金型段替え方法
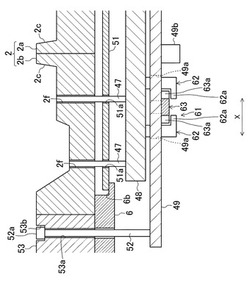
【課題】作業者が鋳型造型金型の段替え作業等を簡便に行えるようにする。
【解決手段】上型1及び下型2の各々が、互いに水平方向に分割可能に構成された複数の分割型からなり、上型1及び下型2各々の複数の分割型同士をそれぞれ一体化するように該分割型をクランプする上型及び下型クランプ装置と、下型2の下側に設けられ、エジェクタピン47が立設された第1エジェクタプレート48と、上下方向に進退可能に構成された押出ロッドにより上側に押圧されるように構成され、リターンピン52が立設された第2エジェクタプレート49と、第1エジェクタプレート48を第2エジェクタプレート49に着脱可能に取り付けるエジェクタプレート着脱装置61とを備える。
(もっと読む)
鋳型造型装置

【課題】弾発装置のメンテナンスを簡単に行うことができるとともに、弾発装置に異物が付着するのを防ぐことができる鋳型造型装置を提供することを課題とする。
【解決手段】二つの金型10,20を閉じることでキャビティCが形成される鋳型造型装置1であって、内面に成形面11が形成された固定型10と、固体型10が取り付けられた固定型取付板30と、固定型取付板30に設けられた弾発装置90と、固定型取付板30を支持する固定側テーブル70(支持部材)と、を備え、固定型10の外面12と固定型取付板30の内面31とが間隔を空けて配置されており、弾発装置90は、内外方向に弾性を有し、固定型取付板30に形成された嵌合孔33に外面32側から嵌合されるとともに、嵌合孔33の内面31側から突出して、固定型10の外面12に当接している。
(もっと読む)
造型装置
【課題】上下型からなる金型、特に、中子造型用金型において、金型を加熱するヒータと、押し出しピンとを、金型内に、特に、中子造型用金型内に、より簡便に備えるようにした造型装置を提供する。
【解決手段】例えば造型品が中子である場合、中子上型と中子下型2により画成されるキャビティ4内で中子3を焼成し造型する中子造型用金型を含む造型装置1において、中子下型2の下面18からキャビティ4までの貫通孔11〜14に中子3を押出し中子下型2から中子3を離型するための押出しピン5〜8を挿入し、押出しピン5〜8に片端子型カートリッジヒータ33を内蔵させる。これにより押出しピン5〜8と片端子型カートリッジヒータ33が一体化するため、押出しピン5〜8と片端子型カートリッジヒータ33の造型装置1の中子造型用金型内の配置が容易となる。
(もっと読む)
金型取付構造、金型セット及びシェルモールド造型機
【課題】シェルモールド造型機において、鋳型を変更するときの段取替作業を容易にすると共に作業時間を短縮する。また予定していない場所又はタイミングで鋳型を切り離す事故の発生を防ぐことにより、不良な鋳型の発生を防止する。
【解決手段】コイルバネ3bを使用した押ユニット3により突張ピン3aを移動金型2に向かって押し、その反力によって移動連結板7を移動押出板9に向かって押す構成とし、移動金型2、移動連結板7、移動押出ピン7a、移動返しピン7c及び押ユニット3を組み付けてなるバネ付段取セットを有する移動金型取付構造14とする。そして、シリンダ15によって移動押出板9を押したときだけ、移動押出板9によって押された移動連結板7が移動金型2に近づき、移動連結板7に取り付けた移動押出ピン7aが移動金型2のキャビティ面2aから先端7bを突き出し、鋳型をキャビティ面2aから切り離す。
(もっと読む)
砂型の試作装置
【課題】砂型、特に砂型中子の成形時における砂の挙動を外部から認識することができ、成形型のキャビティ形状ごとに砂型成形の評価を迅速に行うことが可能となる、砂型の試作装置を提供する。
【解決手段】本実施形態に係る砂型の試作装置10におけるキャビティ型20は、キャビティ孔31a〜34aが開口された複数のキャビティブロック31〜34が、上下に積層した状態で上型21と下型23との間に介挿され、かつ、相互に組換え可能に形成されるとともに、キャビティブロック31〜34及び砂入れ容器41が、透明素材であるアクリル樹脂で形成される。
(もっと読む)
シェルモールド造型方法及びシェルモールド造型機
【課題】シェルモールド造形においてサイクルタイム、特にサイクルタイムから焼成工程の時間を除いたドライサイクルタイムを短縮することにある。またシェルモールド造型機1の構成を単純化することにある。
【解決手段】移動金型4を取出位置4dから分離位置4cに戻す工程の間に、キャビティ面3a、4aに圧縮空気を吹き付けて清掃するシェルモールド造形方法とする。また取出位置4dから分離位置4cに戻る移動金型4と共に移動しながら、固定金型3のキャビティ面3aに対して圧縮空気を吹き付ける移動ノズル8、及び、取出位置4dから分離位置4cに戻る間の、移動金型4のキャビティ面4aに対して圧縮空気を吹き付ける固定ノズル7、を設けてなるシェルモールド造型機1とする。
(もっと読む)
鋳物砂導入式鋳型造型装置
【課題】鋳物砂を型枠内又は鋳枠内に圧縮空気を用いて導入し充填するようにして鋳型を造型する装置において、圧縮空気によるサンドタンク内の圧力変化を模型板の形状に合わせ最適に充填圧力を調整できる鋳物砂導入式鋳型造型装置を提供する。
【解決手段】鋳物砂を流動化する圧縮空気の噴射手段を備えかつ圧縮空気によって加圧するサンドタンク1と、サンドタンク1に連通接続された連通管2と、連通管2にその排出口が接続されて並列的に配設されかつその供給口が圧縮空気源4に接続され、圧縮空気の圧力、流量を調整する複数個の調整手段5と、その供給ポートが圧縮空気源4にかつその排出ポートが連通管2に連通された電空比例弁6と、サンドタンク1内の圧力を検出する圧力検出手段7と、複数個の調整手段5、電空比例弁6及び圧力検出手段7に電気的に接続されて複数個の調整手段5、電空比例弁6を制御するコントローラ8と、を具備したことを特徴とする。
(もっと読む)
無枠造型機
【課題】マッチプレート11を挟持した上鋳枠12及び下鋳枠13を水平姿勢から垂直姿勢へ回動させる際に、上及び下造型空間を規定でき、且つ下鋳型への中子の配置も容易な造型機が開示される。
【解決手段】上部スクイズ部材14は、その加圧面がマッチプレート11の上面に対向するように上鋳枠12内に挿入可能であり、その加圧面がマッチプレート上面及び上鋳枠12と共に上部造型空間を規定する。回動フレーム23は、上部スクイズ部材14の加圧面が垂直方向下方に向き付けられるべき水平姿勢と、当該加圧面が水平方向に向き付けられるべき垂直姿勢との間で、マッチプレート11を挟持した上鋳枠12及び下鋳枠13並びに上部スクイズ部材14を一体的に回動可能に支持する。垂直姿勢に固定された盛枠15は、マッチプレート11を挟持した上鋳枠12及び下鋳枠13が垂直姿勢にあるときに、下鋳枠13に対して当接する。下部スクイズ部材16は、加圧面が水平方向に向き付けられており、盛枠及びそれに当接した下鋳枠内に挿入可能である。下部スクイズ部材16の加圧面はマッチプレート下面、下鋳枠13、及び盛枠15と共に下造型空間を規定する。下鋳枠13内に造型された下鋳型内に中子を配置する際には、下鋳枠13を上鋳枠12の直下から側方へ移動させることにより、開放された作業空間を与える。
(もっと読む)
鋳型造型方法及びその装置
【課題】 装置を複雑化することなく、次回の混練砂の吹き込み充填時において、安定した混練砂の充填性を確保することができる鋳型造型方法及びその装置を提供する。
【解決手段】 ブローヘッド内の混練砂を成形型に形成されたキャビティ内に加圧エアにより吹き込み充填して鋳型を造型する鋳型造型方法は、ブローヘッドの収容部内に、所定の第1圧力からこの第1圧力よりも高圧の第2圧力に上昇する第1加圧エアを供給して混練砂をキャビティ内に吹き込み充填して、収容部内の加圧エアを外部に排気した後、収容部内の混練砂の凹凸を均す為に収容部内の混練砂に第2圧力の第2加圧エアを衝撃的に作用させる。
(もっと読む)
成型金型装置
【課題】軽合金製分割型のピン挿通孔の磨耗性を防止すると共に、分割型を中空としたような場合でも、分割型ひいては成形金型の剛性及び強度を十分に確保することができる成形金型装置を提供する。
【解決手段】エジェクターピン17…17が挿通される下型2(分割型)を、キャビティ構成面を有するキャビティ側の壁部2dと、側壁部2eと、底板2b(支持板)とで構成して、中空体とする。壁部2dと底板2bとには、対向する位置に前記エジェクターピン17…17を挿通するピン挿通孔2c…2c,20a…20aを設ける。ピン挿通孔2c…2c,20a…20a同士を中空空間内で連結し、エジェクターピン17…17を挿通する筒状の該耐磨耗性スリーブ41…41を設ける。耐磨耗性スリーブ41…14における壁部2d側の端部を、ピン挿通孔2c…2cに挿通して嵌合固定すると共に、底板2b側の端部を底板2bに固定する。
(もっと読む)
鋳型造型装置の遠隔監視システム
【課題】鋳枠無し上・下鋳型造型装置の駆動手段や構成要素の動作を遠隔地からでも適確に監視することができる鋳型造型装置の遠隔監視システムを提供する。
【解決手段】鋳型造型装置の遠隔監視システムにおいて、鋳型造型装置の駆動手段および構成要素に装着されて駆動手段および構成要素に関連する各種の属性の大きさを測定する各種のセンサと、これら各種のセンサによる測定値を通信回線上に送信する送信手段31と、この送信手段31から通信回線33を介して送信された各種のセンサの測定値を分析しかつ分析結果を表示する監視ツール32と、を具備したことを特徴とする。
(もっと読む)
鋳枠無し上・下鋳型の造型方法
【課題】側壁に砂吹込み口をそれぞれ有する1対の上・下鋳枠とマッチプレートと上・下スクイズ手段とによって上・下2個の造型空間を画成して、垂直状態の造型空間に鋳物砂を吹き込み、その後、水平状態の造型空間内から鋳型を抜き出すように構成した鋳枠無し上・下鋳型の造型装置を用いて、重ね合せられた鋳枠無しの上・下鋳型を造型する方法において、所要の硬度を有する鋳型を容易にして確実に得ることができるようにする。
【解決手段】砂吹込み口から造型空間に鋳物砂を吹き込み充填したのち上・下スクイズ手段を所望距離後退させて造型空間を広くする工程と、広くした造型空間に砂吹込み口から鋳物砂を再び吹き込み充填したのち上・下スクイズ手段をそれぞれ前進させて造型空間内の鋳物砂をそれぞれスクイズする工程と、を含むことを特徴とする。
(もっと読む)
1 - 12 / 12
[ Back to top ]