
Fターム[4E094AB01]の内容
Fターム[4E094AB01]の下位に属するFターム
押出ピン(離型ピン・ストリップピン) (7)
模型板(定盤、プレート) (11)
芯金利用
Fターム[4E094AB01]に分類される特許
1 - 4 / 4
抜枠鋳型造型装置
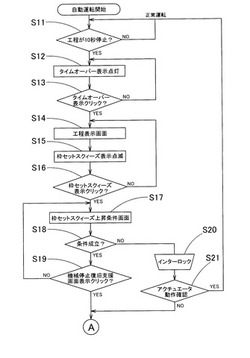
【課題】抜枠鋳型造型装置において、停止した機械の復旧を迅速に行うことを可能にすること。
【解決手段】シーケンサ200は、可動部材(下スクィーズボード4、下盛枠6、上枠10、マスタープレート22、押出プレート32)、シリンダ(枠セットスクィーズシリンダ2、下盛枠シリンダ5、上枠シリンダ9、パターンシャトルシリンダ21、モールド押出シリンダ31)及びシリンダ駆動機構(枠セットスクィーズシリンダ駆動機構400等)の各作動状態を監視し、当該抜枠鋳型造型装置100の作業工程において作動開始から所定位置に到達するまでの作動時間が異常動作時間設定値を経過したとき、操作パネル(タッチパネル300)における表示画面の表示及び入力スイッチの入力操作を介して機械停止復旧支援を行う。
(もっと読む)
鋳型造型方法及び装置

【課題】鋳枠背面の砂付量を容易かつ迅速に調整することができる鋳型造型方法及び装置を提供する。
【解決手段】マスタプレート42を、鋳枠30の下に重ねられた下補助枠28内の所定高さ位置に配置させるマスタプレート配置工程と、マスタプレート42が前記所定高さ位置に配置された重合枠12内に、鋳物砂18を投入させる鋳物砂投入工程と、昇降移動装置16を駆動させることにより、マスタプレート42を重合枠12に対して上方へ相対移動させて、投入された鋳物砂18の上面が少なくとも鋳枠30の上端を越えるまで鋳物砂18を移動させる鋳物砂移動工程と、スクイズヘッド62により、移動された鋳物砂18を鋳型24の背面側からスクイズさせる背面側スクイズ工程と、を備えていること。
(もっと読む)
無枠造型機
【課題】マッチプレート11を挟持した上鋳枠12及び下鋳枠13を水平姿勢から垂直姿勢へ回動させる際に、上及び下造型空間を規定でき、且つ下鋳型への中子の配置も容易な造型機が開示される。
【解決手段】上部スクイズ部材14は、その加圧面がマッチプレート11の上面に対向するように上鋳枠12内に挿入可能であり、その加圧面がマッチプレート上面及び上鋳枠12と共に上部造型空間を規定する。回動フレーム23は、上部スクイズ部材14の加圧面が垂直方向下方に向き付けられるべき水平姿勢と、当該加圧面が水平方向に向き付けられるべき垂直姿勢との間で、マッチプレート11を挟持した上鋳枠12及び下鋳枠13並びに上部スクイズ部材14を一体的に回動可能に支持する。垂直姿勢に固定された盛枠15は、マッチプレート11を挟持した上鋳枠12及び下鋳枠13が垂直姿勢にあるときに、下鋳枠13に対して当接する。下部スクイズ部材16は、加圧面が水平方向に向き付けられており、盛枠及びそれに当接した下鋳枠内に挿入可能である。下部スクイズ部材16の加圧面はマッチプレート下面、下鋳枠13、及び盛枠15と共に下造型空間を規定する。下鋳枠13内に造型された下鋳型内に中子を配置する際には、下鋳枠13を上鋳枠12の直下から側方へ移動させることにより、開放された作業空間を与える。
(もっと読む)
鋳枠無し上・下鋳型の造型方法、その装置及びマッチプレートの交換方法
高品質の鋳枠無し上・下鋳型を効率よく造型することができる方法、装置を提供するものである。
側壁に砂吹込み口をそれぞれ有する水平状態の1対の上・下鋳枠によってマッチプレートを挟持する。1対の上・下鋳枠におけるマッチプレートの無いそれぞれの開口部に上・下スクイズ手段をそれぞれ挿入して上・下2個の造型空間を画成し、1対の上・下鋳枠およびマッチプレートを垂直状態にするとともに砂吹込み口を上方に移動させる。砂吹込み口から上・下2個の造型空間に鋳物砂を吹き込み充填する。1対の上・下鋳枠およびマッチプレートを水平状態に戻しながら上・下スクイズ手段をさらに進入して上・下2個の造型空間内の鋳物砂をそれぞれスクイズする。鋳型内在の1対の上・下鋳枠をマッチプレートから分離した後、マッチプレートを1対の上・下鋳枠の間から搬出する。以上の工程を行っている間に先行して造型した鋳型に必要なら中子をセットした後鋳型内在の1対の上・下鋳枠を重ね合せる。重ね合せた鋳型内在の1対の上・下鋳枠から鋳型を抜き出す。
(もっと読む)
1 - 4 / 4
[ Back to top ]