
Fターム[4E094BB31]の内容
Fターム[4E094BB31]に分類される特許
1 - 11 / 11
鋳型造型方法及び装置
【課題】鋳物砂を鋳枠内に均一に充填でき、模型表面や鋳枠内面の摩耗による修繕費を減
少させ、マッチプレートの変形・破損を防止し、手作業を省略化する鋳型造型方法を提供
する。
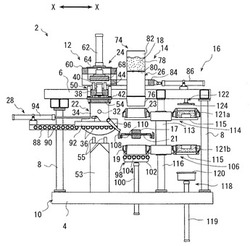
【解決手段】マッチプレート21の両面に上下鋳枠を重合して重合鋳枠20とし、重合鋳
枠の上鋳枠23に鋳物砂18を充填し、砂押え部材54を重合鋳枠に向かって前進させて
、砂押え部材を上鋳枠の内周に嵌入して充填された鋳物砂と当接させるとともに、弾性部
材52の撥力で前方に付勢された上鋳枠支持部材50を前記重合鋳枠に向かって前進させ
て上鋳枠と当接させ、砂押え部材が鋳物砂と当接し、上鋳枠支持部材が上鋳枠と当接した
状態で重合鋳枠を反転させ、反転された重合鋳枠の下鋳枠19に鋳物砂を充填し、スクイ
ズ部材68を下鋳枠の内周に嵌入させて下鋳枠及び上鋳枠に充填された鋳物砂をスクイズ
させること。
(もっと読む)
鋳型造型用模型定盤固定装置

【課題】 模型定盤が着脱されるキャリアプレートに着脱用アクチュエータを設けることなく、構造が簡単で省スペースの鋳型造型用模型定盤固定装置を提供する。
【解決手段】 ばね部材24のばね力によるクランプ部材20のクランプ方向の回動により、クランプ部材の係合部21が模型定盤3に設けられた当接部22と係合し、前記模型定盤がキャリアプレート1に締結される。キャリアプレートと別体に設けられた押動装置25によりクランプ部材がばね部材のばね力に抗してアンクランプ方向に回動されると、クランプ部材の係合部が当接部から離脱される。これにより、キャリアプレートにアクチュエータを設けることなく小型かつ簡素な構成で模型定盤を確実にキャリアプレートに着脱可能に固定することができる。
(もっと読む)
造型機
マッチプレート11を挟持した上鋳枠12及び下鋳枠13を水平姿勢から垂直姿勢へ回動させる際に、上及び下造型空間を規定できる造型機が開示される。上部スクイズ部材14は、その加圧面がマッチプレート11の上面に対向するように上鋳枠12内に挿入可能であり、その加圧面がマッチプレート上面及び上鋳枠12と共に上部造型空間を規定する。回動フレーム23は、上部スクイズ部材14の加圧面が垂直方向下方に向き付けられるべき水平姿勢と、当該加圧面が水平方向に向き付けられるべき垂直姿勢との間で、マッチプレート11を挟持した上鋳枠12及び下鋳枠13並びに上部スクイズ部材14を一体的に回動可能に支持する。垂直姿勢に固定された盛枠15は、マッチプレート11を挟持した上鋳枠12及び下鋳枠13が垂直姿勢にあるときに、下鋳枠13に対して当接する。下部スクイズ部材16は、加圧面が水平方向に向き付けられており、盛枠及びそれに当接した下鋳枠内に挿入可能である。下部スクイズ部材16の加圧面はマッチプレート下面、下鋳枠13、及び盛枠15と共に下造型空間を規定する。
(もっと読む)
成型金型装置
【課題】軽合金製分割型のピン挿通孔の磨耗性を防止すると共に、分割型を中空としたような場合でも、分割型ひいては成形金型の剛性及び強度を十分に確保することができる成形金型装置を提供する。
【解決手段】エジェクターピン17…17が挿通される下型2(分割型)を、キャビティ構成面を有するキャビティ側の壁部2dと、側壁部2eと、底板2b(支持板)とで構成して、中空体とする。壁部2dと底板2bとには、対向する位置に前記エジェクターピン17…17を挿通するピン挿通孔2c…2c,20a…20aを設ける。ピン挿通孔2c…2c,20a…20a同士を中空空間内で連結し、エジェクターピン17…17を挿通する筒状の該耐磨耗性スリーブ41…41を設ける。耐磨耗性スリーブ41…14における壁部2d側の端部を、ピン挿通孔2c…2cに挿通して嵌合固定すると共に、底板2b側の端部を底板2bに固定する。
(もっと読む)
鋳造方法および鋳造装置
【課題】長尺状のワークを起立させかつ複数並列配置した状態で一つの鋳造型を用いて鋳造する際に、焼き付きなどの鋳造不良を防止する。
【解決手段】エンジンのカムシャフト3を起立させかつ複数並列配置した状態で一つの鋳造型1を用いて鋳造する。鋳造型1のカムシャフト3を成形する複数のキャビティ5の並列配置方向一端側の上部に溶湯注入口となるスワール11を設ける。スワール11は、スプール15などを経て湯道7に連通し、湯道7に各キャビティ5の上端が連通する。湯道7のスワール11と反対側の端部の上部にガス抜き穴23を設け、このガス抜き穴23がスワール11側よりも鉛直方向上方となるよう鋳造型1を傾けた状態で、スワール11から溶湯を注入して鋳造する。
(もっと読む)
鋳型クランプ治具
【課題】上鋳型の浮き上がりを防止するとともに、鋳型へのクランプ作業の効率を向上させることができる鋳型クランプ治具を提供する。
【解決手段】鋳型造型設備において、上鋳型と下鋳型を型合せした鋳型のキャビティーに注湯するときに、下鋳型に対して上鋳型の浮き上がりを防止する鋳型クランプ治具であって、前記上鋳型の上部に載置される上鋳型押さえフレーム部材と、該上鋳型押さえフレーム部材の両端部に前記鋳型の側部側に向かって回動自在に連結するとともに、自由先端部に係合部が形成されるクランプ部材とを具備している。
(もっと読む)
抜型方法およびその装置
【課題】 鋳型を反転することなく、短時間で安全に、かつ安価にて抜型できるようにする。
【解決手段】 本発明の抜型方法は、模型定盤1の上に鋳枠3と模型2とを載置し、鋳型を造型した後、鋳型5から鋳枠3および模型2を抜型するもので、鋳枠3を分割した脱着式鋳枠4とし、鋳型を造型した後、鋳枠の一部を取り外し、近傍に備えたマニュピュレータ6により鋳型5を把持し、マニュピュレータ5または模型定盤1を移動させて抜型するものである。
(もっと読む)
中子塗型設備への中子の搬入・搬出方法及び中子塗型設備
【課題】 中子を乾燥設備へ衝撃なく確実に受け渡しできるようにし、工程中に待ち時間を生じさせにくいようにする。
【解決手段】 筒状中子10の内側を搬入用チャック装置5によりクランプし塗型剤7の塗布設備へ搬送する中子搬入工程と、中子10に塗型剤7を塗布する塗型剤塗布工程と、中子10を反転させる反転工程と、反転後の中子10を乾燥設備4へ搬送する中子搬出工程とからなる中子塗型設備への中子搬入・搬出方法において、前記中子10の内側を搬出用チャック装置25によって上方からクランプし、その搬出用チャック装置25の移動により中子10を乾燥設備4へ搬送するようにした。中子10は反転状態で上方からクランプされているので、衝撃なく確実に乾燥設備4に受け渡しできる。また、上記反転工程に、反転後の中子10を載置する台座20を設ければ、後段の工程が前段の工程に待ち時間を生じさせにくくなり効率を悪化させない。
(もっと読む)
砂型の分離装置
【課題】
砂型の分離作業における汎用性を向上させること。
【解決手段】
製品模型12が固定され、製品模型12に対応して砂型13を形成する木枠11と、木枠11が設置される基台14と、木枠11を把持する左アーム18及び右アーム19とを備え、基台14に対して木枠11を相対移動させるリフト部材16と、リフト部材16において延在し、左アーム18及び右アーム19の少なくともいずれか一方を移動自在に案内する支持レール17と、支持レール17に案内される左アーム18及び右アーム19の少なくともいずれか一方をリフト部材16に保持するストッパ19bとを有する構成としたこと。
(もっと読む)
鋳枠無し上・下鋳型の造型方法、その装置及びマッチプレートの交換方法
高品質の鋳枠無し上・下鋳型を効率よく造型することができる方法、装置を提供するものである。
側壁に砂吹込み口をそれぞれ有する水平状態の1対の上・下鋳枠によってマッチプレートを挟持する。1対の上・下鋳枠におけるマッチプレートの無いそれぞれの開口部に上・下スクイズ手段をそれぞれ挿入して上・下2個の造型空間を画成し、1対の上・下鋳枠およびマッチプレートを垂直状態にするとともに砂吹込み口を上方に移動させる。砂吹込み口から上・下2個の造型空間に鋳物砂を吹き込み充填する。1対の上・下鋳枠およびマッチプレートを水平状態に戻しながら上・下スクイズ手段をさらに進入して上・下2個の造型空間内の鋳物砂をそれぞれスクイズする。鋳型内在の1対の上・下鋳枠をマッチプレートから分離した後、マッチプレートを1対の上・下鋳枠の間から搬出する。以上の工程を行っている間に先行して造型した鋳型に必要なら中子をセットした後鋳型内在の1対の上・下鋳枠を重ね合せる。重ね合せた鋳型内在の1対の上・下鋳枠から鋳型を抜き出す。
(もっと読む)
コアパケットを製造するコアパケット製造装置
【課題】エンジンブロックやシリンダヘッドの鋳造に特に使用されて最小の可能な必要スペースで完全なコアパケットの自動製造を可能にする、コアパケットを製造するためのカテゴリー設定装置を設計及びさらに改善すること。
【解決手段】この発明は、個々のコアが射出される射出ステーション(1)と、前記射出コアが受け取られ、パケットを形成するために組立ラインに移行される受け取りステーション(2)とを備える、特にエンジンブロック及びシリンダヘッドを鋳造するためのコアパケットを製造するのに使用されるコアパケット製造装置に関する。射出プレート(6)を設けたサンドストア(5)と射出ヘッド(8)とを備えた
射出キャップ(7)が、好適に2部品成形型(4)の射出ステーション(1)に対応付けられている。この発明は、幾つかの成形型(4)が、回転テーブル(9)を回転させることにより、成形型(4)を射出ステーション(1)内に共に搬入し、そして該射出ステーション(1)から射出コアと共に前記受け取りステーション(2)に移行するように、種々のコアを射出するために受け取りテーブル(9)に配置されていることを特徴とする。
(もっと読む)
1 - 11 / 11
[ Back to top ]