
Fターム[4E094CC61]の内容
鋳型の造型装置 (593) | 造型機以外の造型設備 (164) | 搬送 (19)
Fターム[4E094CC61]の下位に属するFターム
ローラ式 (5)
ベルト式
Fターム[4E094CC61]に分類される特許
1 - 14 / 14
温度変化がある型枠群の油圧シリンダによる搬送方法および装置
【課題】型枠の熱膨張量が大きい場合にも、停止位置の誤差をなくすことができる型枠群の搬送方法および装置を提供する。
【解決手段】油圧プッシャーシリンダ1を作動させ、直列に配置された型枠群3を油圧クッションシリンダ2側に押し出し、間隙4をなくす枠寄せ工程と、油圧プッシャーシリンダ1を高速作動させ、減速域にて油圧クッションシリンダ2を高背圧状態に切り替えて減速し、型枠群3を1ピッチだけ搬送する搬送工程と、型枠群3が停止後、更に油圧クッションシリンダ2を後退させて型枠3との間に間隙4を形成する最終工程とからなる。油圧プッシャーシリンダ1の高速作動終了位置および押し出し作動終了位置を、油圧クッションシリンダ2側に設けた位置検出器18,19により制御する。
(もっと読む)
鋳枠の検査方法及びその検査に用いられる検査ユニット

【課題】鋳造ラインにて搬送される鋳枠に及ぶ振動等を、直接的にかつ実際の鋳造過程と同条件で検査することが可能な検査方法を提供すること、及びその検査を実現するのに適した検査ユニットを提供すること。
【解決手段】鋳造ラインLにて搬送される鋳枠10の外周部に、加速度センサを有する検査ユニット40を設置し、鋳造ラインLに鋳枠10が設置されてから鋳物が成形されるまでの一連の鋳造工程にて検知された加速度センサの加速度データに基づいて、鋳枠10に及ぶ振動又は衝撃の検査を行う。この場合、鋳造工程において検査ユニット40が邪魔になりにくいため、鋳枠10に及ぶ振動等を、直接的にかつ実際の鋳造工程と同条件で検査することができる。
(もっと読む)
台車搬送装置
【課題】駆動源、センサ及び制御装置を各トラバーサ搬送装置に単独で設ける必要なく設備費用及び動力コストを低減することができるトラバーサ搬送装置を提供する。
【解決手段】対向する台車搬送路6,8間の定盤台車4の移動に使用されるトラバーサ搬送装置を備えた台車搬送装置において、第1のトラバーサ搬送装置7と第2のトラバーサ搬送装置9との間に設けられ駆動力としての回転トルクを発生させる駆動装置70と、駆動装置の回転トルクを第1のトラバーサ搬送装置及び第2のトラバーサ搬送装置の両方に同時に伝達する駆動力伝達手段50と、第1及び第2のトラバーサ搬送装置の夫々に設けられ、駆動力伝達手段から伝達された回転トルクを各台車載置台42が第1及び第2の軌道40,62に沿って夫々移動する力に変換する駆動力変換手段54,58,60と、を備えたこと。
(もっと読む)
鋳型の移し替え装置
【課題】 上下鋳型を第1搬送手段の走行台車またはパレットから第2搬送手段の振動コンベヤトラフまたはシュートに反転して移し替える時に、鋳物素材が走行台車等に引っ掛かる現象の発生を防止することが可能な装置を提供する。
【解決手段】第1移送手段2と第2移送手段3の間に、第1移送手段2と同一方向へ指向しかつ垂直面内で正逆回転可能にして配設された回転軸9と、回転軸9を正逆回転させる回転軸駆動手段11と、回転軸9に回転軸と直交する方向へ延びて固着されて1個の走行台車7またはパレットおよび上下鋳型を積載可能かつ第1移送手段2と第2移送手段3の上方位置との間を回動可能な回動部材12と、回動部材12に装着されて回動部材12上の金枠1をクランプ可能なクランプ機構14と、回動部材12に装着されて回動部材12上の走行台車7またはパレットおよび上下鋳型を回動部材12とで把持可能な把持機構13と、を備えたことを特徴とする。
(もっと読む)
鋳型搬送台車
【課題】 本発明は、継ぎ目に隙間が設けられた左右一対のレール上を左右の前後輪の転動によって円滑に走行可能な鋳型搬送台車を提供する。
【解決手段】 左右一対のレール11上を転動する鋳型搬送台車20の左右の前輪23fl,23frの車軸22、及び左右の後輪23rl,23rrの車軸22が走行方向に夫々ずらされている。これにより、左右の前輪又は左右の後輪が左右一対の移動レール18と左右一対の固定レール11との間の継ぎ目19、又は分割された固定レール11間の継ぎ目12を通過するときに同時に継ぎ目の隙間に落ち込むことがなく、左右の前輪及び左右の後輪が時間差を置いてレールの継ぎ目を通過するので、鋳型搬送台車がレールの継ぎ目を通過するときに受けるショックを緩和することができる。
(もっと読む)
無枠式砂鋳型鋳造装置
【課題】台車同士の衝突を回避することにより、無枠式砂鋳型の損傷を抑制し、鋳造品の不良率の低減できる無枠式砂鋳型鋳造装置を提供する。
【解決手段】無枠式砂鋳型鋳造装置は、鋳物砂の集合体21を収容可能な枠2と、砂の集合体21を加圧して砂鋳型6を造型すると共に砂鋳型6を枠2から離脱可能な加圧機3とを備える加圧装置1と、加圧機3により枠2から離脱された砂鋳型6を載置するための定盤5および枠2が相対的に接近する接近位置K2と、定盤5および枠2が相対的に離間する退避位置とに切り替え可能に設けられた定盤・枠位置調整手段4と、砂鋳型6を載せた定盤5を退避位置K3から注湯位置K6を経て搬送させる搬送手段7と、砂鋳型6から分離した定盤5を定盤待機位置に移送させる定盤移送手段9とを備えている。
(もっと読む)
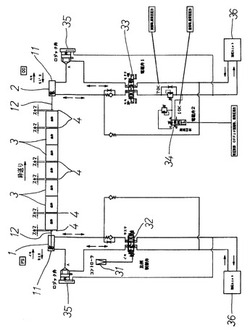
鋳型搬送設備および該鋳型搬送設備を用いる鋳型造型設備
【課題】定盤台車トラバーサやリフタなどのイニシャルコストを低減するとともに、造型機側での模型置き場(段取り場)と分離し、反造型機側のスペースを中子置き場として有効活用することができる鋳型搬送設備を提供する。
【解決手段】鋳型搬送設備が、定盤台車に載置される注湯済枠付鋳型から鋳型を抜き出すステーションをもつ解枠ラインと、解枠後、前記定盤台車に載置される上下鋳枠を造型ラインに搬出するとともに、該上下鋳枠が搬出された前記定盤台車を搬送する定盤台車返しラインと、該定盤台車返しラインの下流側に搬送された定盤台車に、前記鋳型のうち造型された下鋳枠を載置し、中子をセット可能とした中子セットラインとが直列に配置されており、前記解枠ラインへの搬入側の位置と前記中子セットラインの下流側の位置にそれぞれ設置されるプッシャー手段とクッション手段にて1ピッチ毎枠送りを行うように構成されている。
(もっと読む)
格子状パレット用素材移し替え装置
【課題】格子状パレットに載置した素材の移し替え工程に際し、該素材の引っかかりやすり傷などのトラブルを減少して、生産ラインの安定稼動を実現することができる格子状パレット用素材移し替え装置を提供する。
【解決手段】素材を載置している格子状パレットを所定の移し変え位置に搬送したのち、該パレット上の素材を滑らせて次工程の搬送ラインに移し替える設備における素材移し変え装置であって、前記所定の移し変え位置の下方に配設され、前記格子状パレットの格子孔に下方からライナを差し込んで、該パレットの上面を平らにするライナ昇降手段と、前記素材を押し出して次工程の搬送ラインに移し替える素材押し出し手段とを具備している。
(もっと読む)
鋳枠搬送装置
【課題】簡素な機構で構成され、搬送される型枠や鋳枠をスムーズにかつ迅速に搬送することが可能な鋳枠搬送装置を提供する。
【解決手段】直列状に配列された鋳枠群を押出し装置とクッション装置とにより挟み込み、該鋳枠群を1鋳枠分のピッチ間隔ずつ移動させる鋳枠搬送装置において、前記押出し装置は、クランクアームと、前記クランクアームによる回転運動を搬送方向の直進運動に変換する運動変換装置と、前記運動変換装置により変換された搬送方向の直進運動により前記鋳枠群の最後端をプッシュするプッシュ部材と、を有し、前記クッション装置は、前記鋳枠群の最前端に後端部において当接するクッション部材と、前記クッション部材の前端部に対向して設けられ、前記プッシュ部材の直進運動の減速時において前記クッション部材の直進運動を停止させる制動力を徐々に発生させる制動装置とを有していること。
(もっと読む)
モールド台車の移送方法およびその設備
【課題】安価な空圧シリンダとオイルクッション付き空圧シリンダとを用いて、1個ずつ搬入されて直列状に配置された複数のモールド台車を、1個のモールド台車のピッチで間歇的に移動させたのち1個ずつ搬出させることができる方法を提供する。
【解決手段】搬入手段上の1個のモールド台車および移送手段上のモールド台車群を、速度制御された空圧シリンダの伸長作動により押動するとともにオイルクッション付き空圧シリンダによって受けて、1個のモールド台車の長さより若干長い距離移動させるとともにモールド台車群の先端のモールド台車を搬出手段上に移送したのち、搬出手段上に移送されたモールド台車を搬出手段上の所定位置までさらに移動させることを特徴とする。
(もっと読む)
中子塗型設備への中子の搬入・搬出方法及び中子塗型設備
【課題】 中子を乾燥設備へ衝撃なく確実に受け渡しできるようにし、工程中に待ち時間を生じさせにくいようにする。
【解決手段】 筒状中子10の内側を搬入用チャック装置5によりクランプし塗型剤7の塗布設備へ搬送する中子搬入工程と、中子10に塗型剤7を塗布する塗型剤塗布工程と、中子10を反転させる反転工程と、反転後の中子10を乾燥設備4へ搬送する中子搬出工程とからなる中子塗型設備への中子搬入・搬出方法において、前記中子10の内側を搬出用チャック装置25によって上方からクランプし、その搬出用チャック装置25の移動により中子10を乾燥設備4へ搬送するようにした。中子10は反転状態で上方からクランプされているので、衝撃なく確実に乾燥設備4に受け渡しできる。また、上記反転工程に、反転後の中子10を載置する台座20を設ければ、後段の工程が前段の工程に待ち時間を生じさせにくくなり効率を悪化させない。
(もっと読む)
モールド台車の移送方法およびその装置
【課題】安価な空圧シリンダとオイルクッション付き空圧シリンダとを用いても、直列状に配置された複数のモールド台車を、1個のモールド台車のピッチで間歇的に移動させて、複数の前記モールド台車のそれぞれを所定位置に移送することができる方法を提供する。
【解決手段】直列状に配置された複数のモールド台車を、1個のモールド台車のピッチで間歇的に移動させて複数の前記モールド台車のそれぞれを所定位置に移送する方法でおいて、複数のモールド台車を速度制御された空圧シリンダの伸長作動により押動するとともにオイルクッション付き空圧シリンダによって受けて、複数のモールド台車を、1個のモールド台車の長さよりも若干長い距離移動させてモールド台車のそれぞれを所定位置を通過させたのち、当該複数のモールド台車のそれぞれを所定位置まで後退させることを特徴とする。
(もっと読む)
鋳型鋳造設備
【課題】さらに設置スペースを小さくするとともに、こぼれ砂の箇所を少なくしてこぼれ砂の回収処理作業を容易にできる鋳型鋳造設備を提供する。
【解決手段】
鋳型および注湯済の鋳型を搬送する鋳型搬送ラインと該注湯済の鋳型を冷却する一次冷却ラインとが上下二段に敷設されるとともに、前記鋳型搬送ラインに沿って二次冷却ラインが併設されている。また、前記鋳型搬送ラインに沿って鋳型造型ステーションおよび注湯ステーション、該鋳型搬送ラインの下流端部に注湯済の鋳型を移すダウン昇降ステーション、前記一次冷却ラインの下流部に注湯済の鋳型を移すアップ昇降ステーション、該アップ昇降ステーションと前記鋳型造型ステーションとのあいだに注湯済の鋳型を移し替える鋳型の移し替えステーション、および該移し替えステーションと前記鋳型造型ステーションとのあいだにジャケットおよび重りの移し替えステーションを配設している。
(もっと読む)
鋳枠無し上・下鋳型の造型装置におけるマッチプレートの交換方法
【課題】マッチプレートを容易に交換できるようにした鋳枠無し上・下鋳型の造型装置におけるマッチプレートの交換方法を提供する。
【解決手段】垂直状態のある1対の上・下鋳枠に造型装置の既存のマッチプレートを移し替え、かつ、水平状態の他の1対の上・下鋳枠に新規のマッチプレートを係止させる第1工程と、第1工程における垂直状態にある1対の上・下鋳枠およびマッチプレートを水平状態に、かつ、水平状態にある1対の上・下鋳枠およびマッチプレートを垂直状態にそれぞれ旋回移動させる第2工程と、第2工程によって垂直状態になったマッチプレートを上・下鋳型装置に移し替え、かつ、水平状態になったマッチプレートを上・下鋳型装置から搬出する第3工程と、を含むことを特徴とする。
(もっと読む)
1 - 14 / 14
[ Back to top ]