
Fターム[4E094DD03]の内容
Fターム[4E094DD03]に分類される特許
1 - 12 / 12
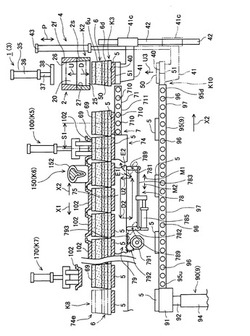
無枠式砂鋳型鋳造装置
【課題】台車同士の衝突を回避することにより、無枠式砂鋳型の損傷を抑制し、鋳造品の不良率の低減できる無枠式砂鋳型鋳造装置を提供する。
【解決手段】無枠式砂鋳型鋳造装置は、鋳物砂の集合体21を収容可能な枠2と、砂の集合体21を加圧して砂鋳型6を造型すると共に砂鋳型6を枠2から離脱可能な加圧機3とを備える加圧装置1と、加圧機3により枠2から離脱された砂鋳型6を載置するための定盤5および枠2が相対的に接近する接近位置K2と、定盤5および枠2が相対的に離間する退避位置とに切り替え可能に設けられた定盤・枠位置調整手段4と、砂鋳型6を載せた定盤5を退避位置K3から注湯位置K6を経て搬送させる搬送手段7と、砂鋳型6から分離した定盤5を定盤待機位置に移送させる定盤移送手段9とを備えている。
(もっと読む)
離型剤塗布システム、離型剤塗布装置及び離型剤塗布方法

【課題】 噴霧装置への離型剤の供給を簡易な装置構成によって行う。
【解決手段】 この離型剤塗布システム10は、離型剤をスプレーする噴霧装置50を備えている。噴霧装置50には離型剤を貯留する離型剤タンクが取付けられている。移動装置は、噴霧装置50を待機位置と塗布位置とに移動させる。待機位置の近傍には、離型剤タンクに離型剤を供給する離型剤供給装置80が設置されている。噴霧装置50が待機位置にあると、離型剤タンクと離型剤供給装置80とが接続可能となると共に離型剤供給装置80から離型剤タンクへの離型剤の供給が可能となる。噴霧装置50が塗布位置にあると、離型剤供給装置80と離型剤タンクとが切離された状態となり、噴霧装置50から成形型34,36に離型剤がスプレーされる。
(もっと読む)
鋳型搬送設備および該鋳型搬送設備を用いる鋳型造型設備
【課題】定盤台車トラバーサやリフタなどのイニシャルコストを低減するとともに、造型機側での模型置き場(段取り場)と分離し、反造型機側のスペースを中子置き場として有効活用することができる鋳型搬送設備を提供する。
【解決手段】鋳型搬送設備が、定盤台車に載置される注湯済枠付鋳型から鋳型を抜き出すステーションをもつ解枠ラインと、解枠後、前記定盤台車に載置される上下鋳枠を造型ラインに搬出するとともに、該上下鋳枠が搬出された前記定盤台車を搬送する定盤台車返しラインと、該定盤台車返しラインの下流側に搬送された定盤台車に、前記鋳型のうち造型された下鋳枠を載置し、中子をセット可能とした中子セットラインとが直列に配置されており、前記解枠ラインへの搬入側の位置と前記中子セットラインの下流側の位置にそれぞれ設置されるプッシャー手段とクッション手段にて1ピッチ毎枠送りを行うように構成されている。
(もっと読む)
抜型方法およびその装置
【課題】 鋳型を反転することなく、短時間で安全に、かつ安価にて抜型できるようにする。
【解決手段】 本発明の抜型方法は、模型定盤1の上に鋳枠3と模型2とを載置し、鋳型を造型した後、鋳型5から鋳枠3および模型2を抜型するもので、鋳枠3を分割した脱着式鋳枠4とし、鋳型を造型した後、鋳枠の一部を取り外し、近傍に備えたマニュピュレータ6により鋳型5を把持し、マニュピュレータ5または模型定盤1を移動させて抜型するものである。
(もっと読む)
鋳型造型装置
【課題】ブローヘッド1の収容部2内に収容された鋳物砂41を、加圧気体の供給により成形型35のキャビティ36内に吹き込み充填する鋳型造型装置において、簡単な構成でその充填性を出来る限り向上させる。
【解決手段】収容部2内に供給する加圧気体の圧力を、加圧気体の収容部2内への供給中に、少なくとも1回不連続に上昇させる。具体的には、低圧の加圧気体を貯蔵する低圧タンク(第1エアタンク12)と、高圧の加圧気体を貯蔵する高圧タンク(第2エアタンク13)とを設け、上記低圧の加圧気体から収容部2内に供給し始めて、その後に上記高圧の加圧気体を収容部2内に供給する。
(もっと読む)
スプレーシステム、ダイカスト装置およびスプレー制御方法
【課題】金型の種類によらず均一な離型剤の塗布が可能でかつ離型剤の消費量を低減できるとともに、処理時間の短縮および作業効率の向上が実現できるスプレーシステムおよびスプレー制御方法を提供する。
【解決手段】スプレーシステム110においては、複数のノズル装置300から金型に離型剤およびエアを噴射することができる。複数のノズル装置300においては、離型剤およびエアの噴射方向および噴射位置、ならびに複数のノズル装置300の噴射状態が、スプレー制御部7Bによりそれぞれ独立に設定され、制御される。また、各ノズル装置300による離型剤の噴射状態を設定し、制御することにより、各ノズル装置300による離型剤の噴射を任意のタイミングで停止することができる。
(もっと読む)
鋳型造型方法及びその装置
【課題】ブローヘッド1の収容部2内に収容されたガス硬化性鋳物砂41を成形型35のキャビティ36内に吹き込み充填する場合に、その鋳物砂41をキャビティ36内に充填する前に硬化させることなく、良好で安定した充填性を確保する。
【解決手段】収容部2内の鋳物砂41のキャビティ36内への吹き込み充填前に、その鋳物砂41を、撹拌部材21によって、該撹拌部材21の撹拌抵抗値が所定範囲(鋳物砂がブローノズルから効率良く吹き出す最適な嵩密度範囲に対応する範囲)内になるまで撹拌する。
(もっと読む)
鋳枠無し上・下鋳型の造型方法
【課題】側壁に砂吹込み口をそれぞれ有する1対の上・下鋳枠とマッチプレートと上・下スクイズ手段とによって上・下2個の造型空間を画成して、垂直状態の造型空間に鋳物砂を吹き込み、その後、水平状態の造型空間内から鋳型を抜き出すように構成した鋳枠無し上・下鋳型の造型装置を用いて、重ね合せられた鋳枠無しの上・下鋳型を造型する方法において、所要の硬度を有する鋳型を容易にして確実に得ることができるようにする。
【解決手段】砂吹込み口から造型空間に鋳物砂を吹き込み充填したのち上・下スクイズ手段を所望距離後退させて造型空間を広くする工程と、広くした造型空間に砂吹込み口から鋳物砂を再び吹き込み充填したのち上・下スクイズ手段をそれぞれ前進させて造型空間内の鋳物砂をそれぞれスクイズする工程と、を含むことを特徴とする。
(もっと読む)
消失模型鋳造法
【課題】従来の消失模型鋳造法では、投入される乾燥砂が消失模型に激突して消失模型を損傷させる。
【解決手段】消失模型をセットした鋳枠内に乾燥砂を充填して造型した鋳型に注湯するようにした消失模型鋳造法において、乾燥砂が消失模型に掛からないようにして乾燥砂を可撓性導管から放出して鋳枠内に充填するようにしたことを特徴とする。
(もっと読む)
離型剤塗布装置および離型剤塗布方法
【課題】 簡単な設備改造で生産性と品質を満足する離型剤塗布装置および離型剤塗布方法を提供する。
【解決手段】 離型剤の性質を変化させる添加剤を添加することが必要な金型位置では離型剤をノズル43に供給する管路14に添加剤を供給し、離型剤のまま塗布する金型位置では管路14に添加剤を供給せずに、離型剤をノズル43から噴霧して金型2、4に塗布する。
(もっと読む)
鋳枠無し上・下鋳型の造型方法、その装置及びマッチプレートの交換方法
高品質の鋳枠無し上・下鋳型を効率よく造型することができる方法、装置を提供するものである。
側壁に砂吹込み口をそれぞれ有する水平状態の1対の上・下鋳枠によってマッチプレートを挟持する。1対の上・下鋳枠におけるマッチプレートの無いそれぞれの開口部に上・下スクイズ手段をそれぞれ挿入して上・下2個の造型空間を画成し、1対の上・下鋳枠およびマッチプレートを垂直状態にするとともに砂吹込み口を上方に移動させる。砂吹込み口から上・下2個の造型空間に鋳物砂を吹き込み充填する。1対の上・下鋳枠およびマッチプレートを水平状態に戻しながら上・下スクイズ手段をさらに進入して上・下2個の造型空間内の鋳物砂をそれぞれスクイズする。鋳型内在の1対の上・下鋳枠をマッチプレートから分離した後、マッチプレートを1対の上・下鋳枠の間から搬出する。以上の工程を行っている間に先行して造型した鋳型に必要なら中子をセットした後鋳型内在の1対の上・下鋳枠を重ね合せる。重ね合せた鋳型内在の1対の上・下鋳枠から鋳型を抜き出す。
(もっと読む)
静圧造型機用造型監視モニタシステム
【課題】 静圧造型機の造型を遠隔的にモニタするシステムを提供する。
【解決手段】 静圧造型機用造型監視モニタシステムはロ−カルユニットを含んでおり、そのロ−カルユニットはそれに接続された通信ネットワークにアクセスし、センサが、ロ−カルユニットに接続されたロ−カルユニットの所望の属性を計測するために用いられ、ロ−カルユニットは計測される属性に対応して通信ネットワークに信号を送信する。通信ネットワークに接続された遠隔ユニットは、ロ−カルユニットから信号を受取るようにされており、それによって静圧造型機を生産造型の際に遠隔的にモニタする。
(もっと読む)
1 - 12 / 12
[ Back to top ]