
Fターム[4E096EA03]の内容
Fターム[4E096EA03]に分類される特許
1 - 20 / 39
ニッケルフリー高窒素ステンレス製材料の圧延・抽伸加工方法、ニッケルフリー高窒素ステンレス製シームレス細管及びその製造方法
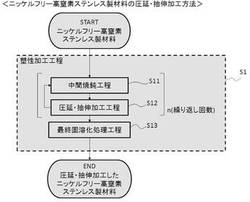
【課題】本発明は、大きな加工ひずみを伴う加工であっても、微細粒組織の粒径を拡大させないニッケルフリー高窒素ステンレス製材料の圧延・抽伸加工方法、微細粒組織の粒径が小さなニッケルフリー高窒素ステンレス製シームレス細管及びその製造方法を提供することを課題とする。
【解決手段】結晶粒径が30μm以下の微細粒組織からなるニッケルフリー高窒素ステンレス製材料を、900℃以上1000℃以下の温度で焼鈍してから、室温まで空冷する中間焼鈍工程S11と、前記材料を薄板化又は縮径しながら、伸長させる圧延・抽伸加工工程S12と、1200℃以上1400℃以下の温度に加熱してから、室温まで空冷する最終固溶化処理工程S13と、を有するニッケルフリー高窒素ステンレス製材料の圧延・抽伸加工方法を用いることによって前記課題を解決できる。
(もっと読む)
オーステナイト系ステンレス鋼管の製造方法及びオーステナイト系ステンレス鋼管

【課題】高温クリープ強度及び耐水蒸気酸化性に優れたオーステナイト系ステンレス鋼管の製造方法を提供する。
【解決手段】本発明によるオーステナイトステンレス鋼管の製造方法は、質量%で、C、Si、Mn、Ni、Cr、Nb、B及びNを所定量含有し、残部はFe及び不純物からなるオーステナイト系ステンレス鋼素材を準備する工程と、素材を1190℃以上に加熱する工程(S1)と、加熱された素材に対して熱間加工を実施して素管を製造する工程(S1)と、素管に対して、断面減少率が20%以上となる冷間加工を実施する工程(S3)と、冷間加工された素管を、1230〜1260℃まで加熱し、かつ、700〜1230℃までを1000秒以内で昇温する工程(S3)と、素管を1230℃〜1260℃で2分以上均熱してオーステナイト系ステンレス鋼管とする工程(S3)とを備える。
(もっと読む)
斜め巻きばね及び斜め巻きばね用線材
【課題】ばね特性及び導電性に優れる斜め巻きばね、及びばね特性及び導電性に優れる斜め巻きばねが得られる斜め巻きばね用線材を提供する。
【解決手段】斜め巻きばね2は、芯線11と、この芯線11の外周に設けられた外側層12とを具える複合線材1から構成される斜め巻きばね用線材を螺旋状に巻回して構成されている。芯線11は、オーステナイト系ステンレス鋼から構成され、外側層12は、銅や銅合金などから構成される。この芯線11と外側層12とのビッカース硬度Hvの差が350以上であり、硬度差が十分に大きい。そのため、芯線11は相対的に高硬度・高強度であり、この線材1からなる斜め巻きばね2は、高強度で非線形性に優れる。外側層12は相対的に柔らかいことから、斜め巻きばね2をコネクタ接続の接点部材に用いた場合、変形などしてコネクタ部材との接触面積を十分に確保でき、接触抵抗の低下により、斜め巻きばね2は、導電性に優れる。
(もっと読む)
オーステナイト系ステンレス鋼管の製造方法
【課題】TiやNbを含有するオーステナイト系ステンレス鋼の継目無鋼管をエルハルト・プッシュベンチ製管法により製造する場合であっても、結晶組織で混粒を抑制すると同時に、細粒化を実現できるオーステナイト系ステンレス鋼管の製造方法を提供する。
【解決手段】オーステナイト系ステンレス鋼の鋼塊を熱間で穿孔し、得られた素管に加熱および押抜き加工からなる熱間押抜き処理を複数回繰り返し施して継目無鋼管を製造する際、複数回繰り返す熱間押抜き処理のうちの少なくとも最終回の熱間押抜き処理において、被処理管を再結晶温度以上で1〜3時間保持する加熱を行った後、この被処理管に下記(1)式で表される断面減少率Rが20%以上となる押抜き加工を行う。
R=(1−S2/S1)×100[%] ・・・(1)
ただし、上記(1)式中、
S1:熱間押抜き処理前における被処理管の断面積、
S2:熱間押抜き処理後における被処理管の断面積。
(もっと読む)
耐疲労性に優れた析出硬化型の準安定オーステナイト系ステンレス鋼線およびその製造方法
【課題】 高強度・高耐食製品用の素材である析出硬化型の準安定オーステナイト系ステンレス鋼線材および鋼線を提供し、従来の高強度・高耐食製品の強度と耐疲労性の両特性を大幅に改善することにある。
【解決手段】 質量%で、C:0.02〜0.15%、Si:0.1〜4.0%、Mn:0.1〜10.0%、Ni:3.0〜9.0%、Cr:130〜19.0%、Mo:0.1〜4.0%、Al:0.35〜3.0%、Ti:0.01〜0.20%、N:0.05%以下、O:0.004%以下を含有し、残部Feおよび不可避的不純物からなり、(a)式で表されるMd30値が−10〜70であり、(b)式のNg値がN含有量以上、0.10以下であり、引張強さが2000N/mm2以上であることを特徴とする耐疲労性に優れた高強度製品用の析出硬化型ステンレス鋼線およびその製造方法である。必要に応じて、V:0.05〜2.0%,Nb:0.05〜2.0%,W:0.05〜2.0%,Ta:0.05〜2.0%の内、1種類以上、Co:0.1〜4.0%,Cu:0.1以上、2.0%未満,B:0.005〜0.015%,Ca:0.0005〜0.01%,Mg:0.0005〜0.01%,REM:0.0005〜0.05%を含有する。また、300〜600℃の窒素雰囲気中で時効処理を施す。
(もっと読む)
オーステナイト系ステンレス鋼線の伸線加工方法及び装置
【課題】設備費がかからず、また、温度コントロールを安定しておこなうことができる。
【解決手段】加熱された液状の潤滑剤内に、張力が加えられたオーステナイト系ステンレス鋼母線を通して、この母線を加熱する工程と、加熱された母線を引き抜き加工する工程と、を具備するオーステナイト系ステンレス鋼線の伸線加工方法。
(もっと読む)
医療用ガイドワイヤと、その製造方法、及び医療用ガイドワイヤとマイクロカテーテル又はバルーンカテーテルとガイディングカテーテルとの組立体
【課題】金属素線を用いた芯線から成る医療用ガイドワイヤは、手元側から先端側への回転伝達性と、芯線先端部の狭窄病変内における曲がり癖の付き難さが要求され、これを解消する為、芯線の引張破断強度特性と直線性等を向上させた医療用ガイドワイヤに関する技術を開示するものである。
【解決手段】芯線の金属素線は、固溶化処理したオーステナイト系ステンレス鋼線を用いて、総減面率が90%から99.5%の強加工の伸線加工を行い、強加工伸線の前記金属素線の引張破断強度が急傾斜増大する温度域にて低温加熱処理を行い、又低温加熱処理下で捻回加工等を行うことにより、高強度の引張破断強度と高度の直線性・回転伝達性を備え、耐繰り返し曲げ疲労特性を向上させた芯線を用いて成る医療用ガイドワイヤを提供することを特徴とする。
(もっと読む)
温間伸線用ステンレス鋼線材及びその伸線方法
【課題】安価な通電加熱方式であっても安定的に加熱することができ、これにより伸線加工に要するトータルコストを大幅に低減することができる温間伸線用ステンレス鋼線材及びその伸線方法を提供すること。
【解決手段】グラファイトを含有する潤滑被膜を表面に有し、300℃における摩擦係数が0.3以下であり、且つ体積抵抗率が1×10−4Ω・m以下であることを特徴とする通電加熱による温間伸線用ステンレス鋼線材および該温間伸線用ステンレス鋼線材を通電加熱により50〜600℃に加熱してから伸線加工することを特徴とする温間伸線用ステンレス鋼線材の伸線方法。
(もっと読む)
温間鍛造用ステンレス鋼線材およびその塑性加工方法
【課題】通電加熱性と温間潤滑性に優れるステンレス鋼線材および塑性加工方法を提供し、安定して高生産性の温間鍛造を実施することで冷間鍛造部品,非磁性部品,高強度部品,切削加工部品等のステンレス鋼部品の製造コストを大幅に下げる。
【解決手段】 グラファイトを含有する潤滑被膜を表面に有し、前記潤滑皮膜の300℃における摩擦係数が0.3以下であり、且つ体積抵抗率が1×10-4Ω・m以下であることを特徴とする温間鍛造用ステンレス鋼線材および塑性加工方法。
M=551−462(C+N)−9.2Si−8.1Mn
−29(Ni+Cu)−13.7Cr−18.5Mo・・・・・・・(a)
ここに、C,N,Mn,Ni,Cu,Cr,Moは各成分の質量%を示す。
(もっと読む)
ステンレス鋼製品を製造する方法
本発明は、線材から2相ステンレス鋼ワイヤ製品を製造する方法に関し、この方法は、線材の表面を粗くする工程、線材の表面にキャリア皮膜を塗布する工程、超硬合金を含むシェービングダイスを使用して線材を皮むきする工程、線材の表面を粗くする工程、線材の表面にキャリア皮膜を塗布する工程、及び最終線径まで伸線する工程を含む。皮むきする工程において使用するシェービングダイスは、10〜30°のすくい面ランド角ηと、10〜25°のすくい角γと、3〜10°の逃げ角αと、0.1〜0.5mmのすくい面ランド幅ωと、0.02〜0.08mmの切れ刃半径とを有する。この方法によって製造された2相ステンレス鋼ワイヤ製品は、優れた疲労耐性を示す。  (もっと読む)
(もっと読む)
テンレス刺繍糸及びその製造、実験方法
【課題】ステンレス刺繍糸及びその製造、実験方法を提供する。
【解決手段】ステンレス刺繍糸及びその製造、実験方法は、糸径が50μm〜65μmのステンレス刺繍糸を提供し、それは、微孔型を経て引抜プロセスを行い、ステンレス刺繍糸を成型し、実験方法を用いてテストを行い、測定されたその好ましい範囲値糸径は、50μm〜65μmで、最適値である糸径は60μmである。本発明のステンレス刺繍糸は、毒性がなく、電磁波を防止する作用を備え、しかもステンレス糸は独特のメタリックな光沢を備え、さらに一種のグリーン材料で、しかも静電防止機能をも備える。
(もっと読む)
耐水素脆性に優れた高強度ステンレス鋼線及びそれを用いたステンレス鋼成形品
【課題】加工性に優れ、強度及び疲労等の機械的特性とともに、高圧水素環境下で使用される際の水素に対する組織的欠陥の発生・拡大を防ぎ、耐水素性に優れた硬質ステンレス鋼線、並びにこれを成形加工したステンレス鋼成形品を提供する。
【解決手段】オーステナイト系ステンレス鋼線であって、質量%で、C:0.03〜0.18、N:Cの2〜4倍(但し、上限0.3%以下)、Si:1.5以下、Mn:2.0以下、Ni:8〜15、Cr:15〜25、Mo:0.20〜3.0及びCu:0.2を超え1.0未満を含み、かつ、残部がFe及び不可避不純物で構成され、0.2%耐力(σ0.2)が1200〜1800MPa、絞り値(R0)が55〜75%、しかも該鋼線の横断面面積の1/2となる軸芯面で分離された分離片の曲率半径に基づいて求められる内部応力(σi)が0±400MPaの範囲であることを特徴とする。
(もっと読む)
フローティングプラグを用いた超薄肉継目無金属管の製造方法
【課題】金属管の薄肉側の製造可能範囲を飛躍的に拡大できる冷間抽伸法による超薄肉金属管の製造方法を提案する。
【解決手段】噛込み入口側から仕上出口側に向かってその径が拡大する、一定である、または縮小する入側ソリッドダイスと、少なくとも噛込み入口近傍において径が縮小する出側ソリッドダイスとを同一パスライン上に接続して対向配設し、かつ、噛込み入口側から仕上出口側に向かって径が拡大するテーパ型プラグをパスライン上にフロートさせ、入側ソリッドダイス領域において、ソリッドダイスとプラグとの間で素管の肉厚中心径を拡大させながら肉厚を減じ、出側ソリッドダイス領域で、外径を圧下してテーパ型プラグをフローティングさせる拡径抽伸法である。本方法により、超薄肉継目無金属管の製造および長尺製管が可能となり、歩留り、能率等の面で工程の合理化が実現できるので、経済的メリットは極めて大きい。
(もっと読む)
線材の製造方法
【課題】材質が難加工鋼からなる線材の製造方法の提供。
【解決手段】本発明に係る線材の製造方法は、
(1)ビレットに圧延が施され、材質が難加工鋼である線素材が得られる工程、
及び
(2)引張強さ1700MPa以上の材質のダイスで、この線素材が引き抜き加工される工程を含んでおり、この難加工鋼は、7質量%以上のNiを含む鋼である。
好ましくは、この製造方法では、上記引き抜き加工される線素材の加工速度は、30m/min以上90m/min以下である。
(もっと読む)
ガイドワイヤ用芯及びこの芯の評価方法
【課題】品質に優れた医療用ガイドワイヤの提供。
【解決手段】ガイドワイヤ2は、カバー8と芯10とを備えている。カバー8は、芯10を覆っている。芯10は、主部16とテーパー部18とを有している。主部16の線径は、実質的に一定である。テーパー部18は、先端4に向かって縮径している。このガイドワイヤ2の製造では、線材に伸線が施される。この線材が、低温焼鈍に供される。この線材に最終伸線が施される。この線材に真直矯正が施され、芯10が得られる。この芯10の、長さ方向に沿って測定されたうねりの高さは、7μm以下である。この芯10に、時効処理が施される。さらに、この芯10の先端近傍に、センターレス研削機によるテーパー加工が施される。この芯10に、カバーが被覆される。
(もっと読む)
二相ステンレス鋼管の製造方法
【課題】油井管に要求される耐食性および、強度を兼ね備えた二相ステンレス鋼管を提供する。
【解決手段】質量%で、C:0.03%以下、Si:1%以下、Mn:0.1〜2%、Cr:20〜35%、Ni:3〜10%、Mo:0〜4%、W:0〜6%、Cu:0〜3%、N:0.15〜0.35%を含有し、残部がFeおよび不純物からなる二相ステンレス鋼材を、熱間加工あるいはさらに固溶化熱処理により冷間加工用素管とし、冷間引抜加工により鋼管を製造する方法において、最終の冷間引抜加工における断面減少率での加工度Rdが5〜35%の範囲内であってかつ下記(1)式を満足する条件で冷間引抜加工する。Rd(%)≧(MYS−55)/17.2−{1.2×Cr+3.0×(Mo+0.5×W)}・・・(1)但し、式中のMYSは目標降伏強度(MPa)を意味し、そして、Cr、MoおよびWはそれぞれの元素の含有量(質量%)を意味する。
(もっと読む)
線材の製造方法
【課題】その材質が難加工鋼からなる線材の製造方法の提供。
【解決手段】この製造方法は、(1)ビレットに圧延が施され、材質が難加工鋼である線状の母材26が得られる工程及び(2)この母材26に、その主成分が窒化チタンであるコーティング層をその表面に有するダイス24で、シェービングが施される工程を含む。この難加工鋼は、7質量%以上のNiを含む鋼である。好ましくは、この製造方法では、上記シェービングに施される母材26の加工速度は、100m/min以上120m/min以下である。このコーティング層34は、高い硬度を有する。このダイスは、その材質が難加工鋼である母材26にシェーピングを施しうる。このシェーピングにおいて、チッピング及びクラックは生じないので、この母材26のシェーピングで得られる線材28の表面に疵は形成されない。この製造方法では、高品質な線材28が得られうる。
(もっと読む)
アイド針及びアイド針の製造方法
【課題】 孔明け加工が可能で、かつ、柱折れのないアイド針を提供する。
【解決手段】 本発明のアイド針1は、炭素含有量が0.1〜0.15Wt%、ニッケル含有量が8.00〜10.00Wt%、クロム含有量が17〜20Wt%、マンガン含有量が0.7Wt%以下のステンレス鋼を所望の径と形状にした素材の端部1aに、弾性を備えた一対の孔柱6、6と、これらの間に形成された弾機孔2とを有する。
(もっと読む)
フェライト系ステンレスねじ
【課題】低コストのフェライト系ステンレスを用いたねじにおいて、強度が従来のオーステナイト系ステンレスねじ(SUSXM7)と同等で、ねじ成形のための金型寿命を延長し、また、部材との色合わせのための着色処理後、その耐食性がオーステナイト系ステンレスねじのテンパー着色品よりも優れているフェライト系ステンレスねじを提供することを課題とする。
【解決手段】クロム量が16〜20重量%、炭素量が0.005〜0.02重量%および窒素量が0.005〜0.02重量%の範囲にあるフェライト系ステンレスの伸線材の引張り強さを570〜700MPaにし、ねじ転造加工後のねじの引張り強さを580〜730MPaにしたフェライト系ステンレスねじであり、また、該ねじに厚さ0.5μm以下の酸化発色処理を行う。
(もっと読む)
燐酸塩皮膜冷間圧造用のステンレス鋼線及びそれを利用した直結ネジ
【課題】 燐酸塩皮膜冷間圧造用のステンレス鋼線及びそれを利用した直結ネジを提供する。
【解決手段】冷間圧造用のステンレス鋼線であって、ステンレス鋼線の表面に燐酸塩皮膜が形成されており、燐酸塩皮膜量は、4.0g/m2ないし14.0g/m2である冷間圧造用のステンレス鋼線である。これにより、ステンレス鋼線の表面に燐酸塩皮膜を形成させることによって冷間加工性を著しく向上させ、締結力を向上させ、かつ外観を改善して圧造後の後処理が不要である。
(もっと読む)
1 - 20 / 39
[ Back to top ]