
Fターム[4E096FA13]の内容
Fターム[4E096FA13]に分類される特許
1 - 12 / 12
地盤補強用鋼管及びその製造方法
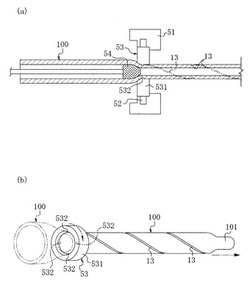
【課題】効率的な加工作業で得ることができる地盤補強用鋼管及びその製造方法を提供する。
【解決手段】略円筒状の形状を有し、引抜による縮径に合わせて外周面12に形成された螺旋溝13が、長手方向に連続形成されている地盤補強用鋼管10であり、地盤補強用鋼管10を製造する際には、内周面15に突起532が形成され、回転可能に設けられている引抜ダイス53を用い、円筒状のワーク100を引抜ダイス53の内側から引き抜くことにより、ワーク100を縮径すると共に、引抜ダイス53の回転によりワーク100の外周面12に螺旋溝13を形成する。
(もっと読む)
内面溝付管製造装置および内面溝付管

【課題】溝加工手段により管内面に溝を形成する際に、溝形成プラグの外周面と金属管の管内面の間に潤滑油を十分に行き渡らせることができる内面溝付管製造装置および該内面溝付管製造装置で製造される内面溝付管を提供することを目的とする。
【解決手段】内面溝付管製造装置1において縮径プラグ32と主溝形成プラグ44と芯金50とで金属管70の内部に配置されている管内部材を構成し、管内部材に、金属管70の内部の上流側から下流側へ潤滑油60を供給する貫通孔50aを設け、貫通孔50aは、縮径プラグ32の上流端と主溝形成プラグ44の下流端との間に潤滑油60を吐出する吐出口50cと、吐出口50cより上流側において潤滑油60を導入する導入口50bとを有するとともに、導入口50bと吐出口50cとの間を貫通する構成とした。
(もっと読む)
平滑管製造方法および平滑管製造装置
【課題】加工度が大きくても断管せず、また肉厚の変更および微調整が容易な金属製の平滑管製造方法を提供する。
【解決手段】金属管10に平滑プラグ23が内挿され、前記金属管を引き抜きつつ、前記平滑プラグが内挿された位置において前記金属管の外方から前記金属管を押圧手段により押圧して金属管の肉厚を減少させる減肉工程と、前記減肉工程で減肉された前記金属管が少なくとも1つの引き抜きダイス42により引き抜かれ、前記金属管の外径が所定の外径寸法に縮径される縮径工程とを有する平滑管製造方法において、前記押圧手段が、前記平滑プラグに対し、前記平滑プラグ23が前記金属管10に挿入される軸線から半径方向に、前記平滑プラグと所要の前記肉厚分の距離をおいて、前記軸線周りに回転可能に設置された転動部材31を有して、前記減肉工程は、前記平滑プラグと前記転動部材とによる転造加工から構成されることを特徴とする。
(もっと読む)
銅線の製造方法および銅線
【課題】伸線ダイス孔部に線材を通す作業時間を省略することが可能となり、高品質な極細線の加工、及び製造効率の安定化を図る。
【解決手段】周上に断面半円形のらせん溝107を形成したローラを用いる銅線の製造方法であって、前記ローラの前記らせん溝107に銅線152をコイル状に巻き付け、前記ローラを回転させつつ、前記ローラの一端から前記らせん溝107に送り出される前記銅線152を、前記らせん溝107より案内しながら移動させ、前記ローラの他端から巻き取ることにより伸線する。
(もっと読む)
サスペンションワイヤ
【課題】ベリリウム銅を用いたサスペンションワイヤと同等の引張強さを有し且つベリリウムによる発ガン性などの危険性が無いサスペンションワイヤを提供する。
【解決手段】Cu−Ni−Si系合金(コルソン合金)の丸線(1a)に対して、伸線ダイス(135)により断面積減少率0.1%〜15%の引抜加工を加えるのと同時に引抜長1mm当たり1回転〜15回転で前記伸線ダイス(135)を回転させて直線矯正を加える。
【効果】ベリリウム銅を用いたサスペンションワイヤと同等の引張強さを有し且つベリリウムによる発ガン性などの危険性が無いサスペンションワイヤが得られる。
(もっと読む)
伝熱管、及び、伝熱管の製造方法
【課題】本発明は、凝縮管、蒸発管のいずれとして用いても、圧力損失を増大させることなく、管内熱伝達率の向上を図ることができる伝熱管、及び、その製造方法の提供を目的とする。
【解決手段】
管内面10に、管軸方向D1に対する所定角度の螺旋状のフィン12が形成された伝熱管10であって、前記フィン12を、副溝14によって分断されるとともに、管内面に螺旋状に突出する複数のフィン構成部12Aにより形成し、前記フィン構成部12Aの少なくとも螺旋方向下流側D2dに、管軸方向上流側D1uで隣り合う前記フィン12との間に突出する突出片16を備えた伝熱管11。
(もっと読む)
内面溝付管の製造方法,製造装置及び内面溝付管
【課題】高さが高くかつリード角の大きい内面フィンを有する内面溝付管を、より生産性よく製造することができる製造方法及び製造装置を提供すること。
【解決手段】素管に対して一定方向へ引抜き力を連続的に付与し、縮経ダイスと前記素管内に挿入されたフローティングプラグとにより前記素管を縮経する縮経工程と、前記フローティングプラグへ回転自在に連結され外周面に螺旋状の平行な多数の溝.を有する溝付プラグと、当該溝付プラグ側へ押圧された状態で前記素管の外周を遊転しつつ遊星回転する複数のボール又はロールからなる転造工具とにより、前記素管内へ前記溝付プラグの溝に沿った多数のフィンを転写する転造工程とを含み、前記引抜き力を検出しながら、その検出値に基づいて前記素管に対する引抜き力を目標範囲内に収まるように制御することを最も主用な特徴としている。
(もっと読む)
溝付き管の製造方法、その装置および溝付き管
【課題】 溝付き管の新規な製造方法、製造装置を提供する。
【解決手段】 溝付き管の製造方法において、管11の一端部から第1所定距離離れた位置において、管11の壁11aの外側から径方向内側へ向けて溝付け工具140を押し付ける押し付け工程と、溝付け工具140を押し付けたまま、管11の軸方向に沿って管11と溝付け工具140とを相対的に移動させ、管11の壁11aに凹状の溝11b、11cを成形する軸送り工程とを備える工程とする。溝付き管の製造装置において、管11を保持する保持装置120と、管11の壁11aを径方向内側へ凹ませる溝付け工具140と、溝付け工具140を押し付ける押し付け装置130と、溝付け工具140を押し付けたまま、管11の軸方向に沿って管11と溝付け工具140とを相対的に移動させる軸送り装置150とを備える。
(もっと読む)
高寸法精度管の製造方法
【課題】曲がりが小さく、外径偏差、内径偏差、円周方向肉厚偏差も良好な高寸法精度管を安定して製造することができる高寸法精度管の製造方法を提供する。
【解決手段】管3内にプラグ1を装入して、管3をダイス2の孔に押し込んで通過させる押し抜きを行うにあたり、ダイス回転装置4によってダイス2を回転させながら押し抜きを行う。それにより、プラグ1及びダイス2の円周方向寸法の誤差や素管の材質の円周方向不均一があっても、押し抜き加工中の管3の円周方向全体がダイス2と均一に接触して、押し抜き加工後の管3の曲がりが抑止される。
(もっと読む)
線材およびその製造方法
【課題】ヘッダー加工等に際してカジリや割れ等の発生を抑制し得る潤滑性に優れた線材およびその製造方法を提供する。
【解決手段】線材10の表面にショットブラスト処理を施す。この線材10の表面に化成被膜12を形成する。更に化成被膜12の外側に、ステアリン酸カルシウム等の各種金属石鹸をベースとし、これに粉末状の固形ワックスを8〜12w%の範囲で混合した混合潤滑剤からなる潤滑被膜14を形成する。この潤滑被膜14の形成に際しては、混合潤滑剤が収納されている収納室に線材10を通過してその表面に混合潤滑剤を付着したもとで、回転ダイスに挿通して伸線することで、その表面に潤滑被膜14を形成する。
(もっと読む)
ワイヤ伸線時のカール除去装置
【課題】確実なカール除去作業を遠隔操作により迅速且つ容易に行なえる、ワイヤ伸線時のカール除去装置を提供する。
【解決手段】所定の線径のワイヤを製造するための円筒形ダイスAを保持するホルダー1に、前記ダイスAを伸線されるべきワイヤと同心に回動させる駆動手段6,6a,7,7aと、該駆動手段による前記ダイスの回動角度を表示する表示手段10とを備えている。
(もっと読む)
パイプおよび管状材料を矯正する装置
圧延によるパイプあるいは管状材料7の、径の低減、円形化あるいは直線化のための装置であって、前記パイプあるいは管状材料7が一定の線形速度で通らされる、近傍で等間隔を空けて、長く、細い、平行円筒状アレイの、複数の円筒状のローラ3であって、前記ローラ3は傾斜されて、これにより、それらの中央接触ゾーン6を径方向内側へ変位させて、それらを前記パイプあるいは管状材料7の外面と力強く接触させるとともに、回転されて、これにより、前記中央接触ゾーン6に連続的で、平行で、オーバーラップする、螺旋形のパスを描かせ、その結果、その材料の降伏強度を超える圧縮力を次第に前記パイプあるいは管状材料7の外面の全体に局所的に加え、前記パイプあるいは管状材料7により小さい径の永久ひずみをとらせるローラ3を備える装置。 (もっと読む)
1 - 12 / 12
[ Back to top ]