
Fターム[4E096GA11]の内容
Fターム[4E096GA11]の下位に属するFターム
Fターム[4E096GA11]に分類される特許
1 - 10 / 10
素材押入装置
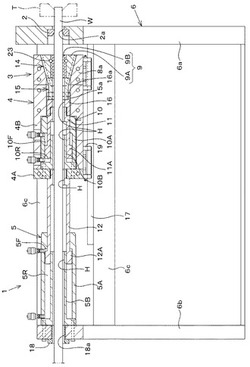
【課題】 素材を挟持するチャック機構を素材と同心に配置した1基の移動シリンダで移動でき、素材の拗れも防止できるようにする。
【解決手段】 ダイス2と、チャック機構3を有して進退移動自在な移動枠4と、移動シリンダ5とを固定枠6に設ける。チャック機構3は、移動枠4に固定された案内保持体8と、この案内保持体8の傾斜案内面8aと摺接して素材Wを挟持するチャック部材9と、チャック部材9を進退移動させるチャックシリンダ10とを有する。チャックシリンダ10は円筒形状であって、素材Wを挿通する挿通孔Hを有して素材Wと同心に配置され、かつチャックプランジャ11の先端が前記チャック部材9と連結されており、移動シリンダ5は円筒形状であって、素材Wを挿通する挿通孔Hを有して素材Wと同心に配置され、かつ移動プランジャ12の先端が前記移動枠4に連結されてる。
(もっと読む)
管状ワーク用引抜加工装置

【課題】管状ワークの外表面を確実に高平滑面に加工することができる管状ワーク用引抜加工装置を提供する。
【解決手段】引抜加工装置10は引抜ダイス20と引抜プラグ30とを具備する。引抜ダイス20は、管状ワーク40が縮径加工されながら離れる第1曲面部1Cと、第1曲面部1Cにおけるワーク離れ位置Kよりも内側且つ下流側に配置されたダイスベアリング部2Bと、ダイスベアリング部2Bの上流端Fに滑らかに連なる第2曲面部2Cを有する案内部2Dと、を備える。安価イブ2Dは、第1曲面部1Cから離れたワーク40と再接触して該ワーク40を縮径加工しながらダイスベアリング部2Bへ案内するものである。引抜ダイス20及び引抜プラグ30の少なくとも一方における少なくともワーク40との接触部に、少なくとも一方の基材とは異なる組成の表面処理層50が形成されている。
(もっと読む)
内面溝付管の製造装置およびその製造方法
【課題】高精度な内面溝付管の生産性を向上することのできる内面溝付管の製造装置とその製造方法を提供する。
【解決手段】内面溝付管製造装置1は、素管101を縮径する縮径装置20と、縮径された縮径管102の内面に溝加工を施す溝加工装置40と、溝加工された内面溝付管104を引き抜く巻取りドラム60とを上流側からこの順に備えている。前記縮径装置20と前記溝加工装置40の間には、前記縮径管102を前記溝加工装置40へ向けて送り補助する補助送り装置30が設けられている。また、前記縮径装置20と前記補助送り装置30とが固定されて前記巻取りドラム60の引抜方向と平行に前記溝加工装置40に対して相対移動可能な上流可動台82が設けられ、この上流可動台82が前記溝加工装置40に対して前記相対移動する際に前記上流可動台82にかかる前記相対移動方向の荷重を検出する上流荷重検出器92が設けられている。
(もっと読む)
内面溝付管の製造装置及び製造方法
【課題】引張り荷重の低減と安定を図ることで、長い管でも破断せずに管全長に亘って内面形状が安定した加工を行うことができる内面溝付管の製造装置及び製造方法の提供。
【解決手段】素管11aの引抜き方向Xに沿って、縮径加工部13、中間引抜き部、溝加工部を備え、前記縮径加工部13を、縮径ダイス22と、該縮径ダイス22とともに素管11aを縮径するフローティングプラグ23とで構成し、前記素管11aの外径Do(mm)、前記縮径ダイス22の径D2(mm)により、RD={(Do−D2)/Do}×100(%)であらわされる素管11aの縮径率RD(%)を、前記縮径加工部13においてRD≦30に設定し、前記フローティングプラグ23の外径D1(mm)、前記縮径ダイス22の径D2(mm)を、D1−D2≧0.1となるよう設定した。
(もっと読む)
減速機及びドローベンチ
【課題】キャリッジ走行部において左右の無端索条手段の架設高さに高低差を付けるように構成したドローベンチに対し、減速機の設置などに関しての不具合を解消する。
【解決手段】駆動モータ15による駆動を受けて回転する駆動分配軸40と、この駆動分配軸40に軸心を平行させて設けられた第1、第2出力軸23,24と、前記駆動分配軸40と第1出力軸23とを連動可能に設けられた第1ギヤ部と、前記駆動分配軸40と第2出力軸24とを連動可能に設けられた第2ギヤ部とを有しており、前記第1出力軸23が高位で第2出力軸24が低位となって且つ互いに背反する方向へ突出して設けられた減速機を用いる。
(もっと読む)
線材移送装置、線材測定ユニット、先付機、および線材加工装置
【課題】簡単な構成で線材の表面の変形を抑えて、線材を移送可能な線材加工装置を提供する。
【解決手段】クランプユニット360は、往復移動可能な第一ブロック361Aおよび第二ブロック361Bと、第一ブロック361Aと第二ブロック361Bとの間に設けられ、線材210を挿通可能な挿通部364Aと、挿通部364Aと連続し互いに対向して、探傷装置に向かうに従って線材210の外周部から離隔して傾斜する案内面365A、365Bと、第一ブロック361Aおよび第二ブロック361Bと相対的に往復移動可能な第一駆動部363Aおよび第二駆動部363Bと、第一駆動部363Aおよび第二駆動部363Bに設けられ、案内面365A、365Bに当接するカム面368A1、368B1および線材210の外周面と対向する保持面369A、369Bを有する第一保持部材368Aおよび第二保持部材368Bを具備した。
(もっと読む)
引抜加工方法
【課題】プラグロッドに振動が発生するのを確実に防止できる引抜加工方法を提供する。
【解決手段】本発明は、管材Wをその内部にプラグロッド3を配置した状態で、引抜ダイス1に通して引き抜くようにした引抜加工方法を対象とする。管材Wの引抜ダイス1への搬送経路に沿って複数配置され、かつ管材Wおよびプラグロッド3を支持可能なローラ部材5を準備する。複数のローラ部材5のうち、引抜ダイス1に最も近い位置に配置されるローラ部材55に対して、管材Wの後端W2がローラ部材55を通過する前に、ローラ部材55を管材Wから離間させる通過前離間動作を行わせる。
(もっと読む)
内面溝付管の製造装置及び製造方法
【課題】溝付加工性等に優れる内面溝付管の製造装置及び製造方法を提供する。
【解決手段】内面溝付管の製造装置において、フローティングプラグ4と溝付プラグ5の間に、素管1aの引抜き方向に沿ってワイパー9、引抜き装置8、中間整形ダイス11を設ける。また、内面溝付管の製造方法において、素管1aの引抜き時におけるフローティングダイス2に負荷される荷重Fの最大値と最小値の差が500N以下となるようにする。さらに、フローティングダイス2に取り付けられたロードセル21により、フローティングダイス2に負荷される荷重Fを検出し、素管1aを引抜きながら前記荷重Fの経時的変化を電気信号に変換して制御部へ入力し、前記制御部は前記荷重Fの経時的変化を抑制するように引抜き装置8に信号を送信し、前記引抜き装置8が前記信号によりプーリ81の回転トルクを制御しつつプーリ81に動力を伝達するようにする。
(もっと読む)
素管自動引抜きシステム
【課題】簡単な機構により、素管にプラグロッドを正確に案内することができ、かつダイスに対して安定して素管を案内することができる素管引抜きシステムを提供する。
【解決手段】素管供給台2に供給された素管8をバックベンチ6上のプラグロッド5に外挿し、バックベンチ6の素管引抜き位置でダイス3とプラグロッド5前端のプラグ11との間に素管8を通し、該素管を素管引抜き台上のキャリッジ12にチャックさせて素管8を引抜く。このとき、バックベンチ6の前端部に配された左右支持ローラ機構20と、バックベンチ6に前後方向で間隔をおいて配された複数の上下支持ローラ機構19とが、素管外挿時のロッド支持と素管引抜時の素管支持とを兼用し、プラグロッドおよび素管を上下・左右方向から安定支持することができる。
(もっと読む)
溝付き管の製造方法、その装置および溝付き管
【課題】 溝付き管の新規な製造方法、製造装置を提供する。
【解決手段】 溝付き管の製造方法において、管11の一端部から第1所定距離離れた位置において、管11の壁11aの外側から径方向内側へ向けて溝付け工具140を押し付ける押し付け工程と、溝付け工具140を押し付けたまま、管11の軸方向に沿って管11と溝付け工具140とを相対的に移動させ、管11の壁11aに凹状の溝11b、11cを成形する軸送り工程とを備える工程とする。溝付き管の製造装置において、管11を保持する保持装置120と、管11の壁11aを径方向内側へ凹ませる溝付け工具140と、溝付け工具140を押し付ける押し付け装置130と、溝付け工具140を押し付けたまま、管11の軸方向に沿って管11と溝付け工具140とを相対的に移動させる軸送り装置150とを備える。
(もっと読む)
1 - 10 / 10
[ Back to top ]