
Fターム[4E096GA12]の内容
Fターム[4E096GA12]に分類される特許
1 - 19 / 19
伸線装置及び素線の製造方法
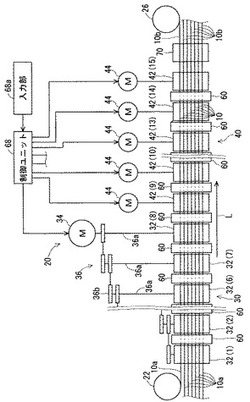
【課題】メンテナンス作業の簡易化を図りつつ、母線材の材質、目的となる仕上り線径等に応じて、線材の縮径変形度合の調整変更に容易に対応できるようにすること。
【解決手段】線材供給部22と、線材引取部26と、第1キャプスタン機構部30と、第2キャプスタン機構部40とを備える。第1キャプスタン機構部30は、複数の第1キャプスタン32(1)・・・32(8)と、1つの第1回転駆動源34と、第1回転駆動源34の回転駆動力を各第1キャプスタンに伝達する第1回転伝達機構部36とを有し、第2キャプスタン機構部40は、複数の第2キャプスタン42(9)・・・42(15)と、各第2キャプスタンを個別に回転駆動する複数の第2回転駆動源44とを有している。各第1キャプスタン32(1)・・・32(8)及び各第2キャプスタン42(9)・・・42(15)間にダイス60が設けられている。
(もっと読む)
溝付トロリ線の製造方法及び製造装置

【課題】生産性が高く、且つ表面品質及び伸直性に優れる溝付トロリ線の製造方法及び製造装置を提供する。
【解決手段】溝付トロリ線の製造装置Mは、供給装置(サプライ)10、伸線ダイス20,21、皮剥装置30、溝付装置40、巻取装置50、移送装置(キャプスタン)60及びガイド70を備える。そして、この製造装置Mは、荒引線Wの繰り出しから、所定の線径の伸線材D1に加工する伸線加工、伸線材D1に溝を形成して溝付トロリ線Tに加工する溝付加工、溝付トロリ線Tの巻き取りまでを連続的に行う一連の生産ラインになっている。
(もっと読む)
線材供給装置
【課題】線材コイルからアンコイル線材へと変形を実施する際の疵不良を極小化する。
【解決手段】線材供給装置は、線材コイル50を繰り出すことでアンコイル線材51を供給する装置であり、ベース12に立設される本体部10からベース12に対して水平方向に延びて設置されるとともに線材コイル50を載置可能であり、水平方向に回転軸線が向くように回転自在に構成される載置ロール11と、載置ロール11と協働して線材コイル50を挟持することで、線材コイル50の繰り出しを行う少なくとも1個のピンチロール18と、載置ロール11とピンチロール18とが線材コイル50の挟持を行う箇所の手前に設置され、繰り出しが行われる以前の線材コイル50の仕分けを行う仕分ロール22と、を備えている。
(もっと読む)
タイヤ用ビードコアの製造装置およびタイヤ用ビードコアの製造方法
【課題】断面多角形状のビードワイヤを容易かつ高効率に形成する。
【解決手段】ビードワイヤを螺旋状に複数段巻き付けてタイヤ用ビードコアを成形するタイヤ用ビードコアの製造装置であって、各軸線O回りに回転可能に支持されるとともに、それぞれの外周面が正面視で多角形状をなす成形孔25bを画成するように環状に配置された円板状の成形ローラ25を複数備えるワイヤ成形装置24を有し、このワイヤ成形装置24は、ビードワイヤを、成形孔25b内を通過させるときに、複数の成形ローラ25の各外周面により径方向に圧潰することによって断面多角形状に成形する。
(もっと読む)
内面溝付管の加工方法
【課題】金属管に容易にねじりを加えることができ、内面溝のリード角を大きくできる内面溝付管の加工方法を提供する。
【解決手段】金属管コイル18から引き出される金属管1内に、フローティングプラグ2と、フローティングプラグ2と連結棒3を介して接続された溝付きプラグ4とを配し、金属管1を引抜きダイス9を通すことでフローティングプラグ2を引抜きダイス9に留め、溝付きプラグ4の位置で金属管1を溝付きプラグ4上に圧迫して金属管1の内面に複数の溝8を形成する内面溝付管の加工方法において、金属管コイル18から金属管1を軸方向に引き出すと共に、金属管1が溝付きプラグ4の回転方向と同じ方向に回転するように金属管コイル18を軸廻りに回転させるものである。
(もっと読む)
伸線機
【課題】ワイヤーとダイスとの間の調芯を良好にする。
【解決手段】ダイス1およびコーンプーリー2が潤滑液4に浸され、ターンプーリー5が潤滑液4に浸されることなく潤滑液4の液面Fとダイス1およびコーンプーリー2よりも上方に配置され、ワイヤー7のターンプーリー5からダイス1を経由してコーンプーリー2に掛け渡された部分7aおよびダイス1がターンプーリー5のワイヤー通線面部17乃至20の各々からの鉛直線Lの上に配置されて、ダイス1の重量Wがワイヤー7にワイヤー7の伸線方向Yと平行する方向に加わることによって、ワイヤー7とダイス1との間の調芯が適切に維持される。ダイス1がダイスホルダー11に鉛直線Lと直交する水平方向に移動可能に支持されれば、ダイス1がワイヤー7の鉛直線Lから水平方向への移動と同じ方向に移動し、ワイヤー7とダイス1との間の調芯が一層好適に維持される。
(もっと読む)
線材移送装置、線材測定ユニット、先付機、および線材加工装置
【課題】簡単な構成で線材の表面の変形を抑えて、線材を移送可能な線材加工装置を提供する。
【解決手段】クランプユニット360は、往復移動可能な第一ブロック361Aおよび第二ブロック361Bと、第一ブロック361Aと第二ブロック361Bとの間に設けられ、線材210を挿通可能な挿通部364Aと、挿通部364Aと連続し互いに対向して、探傷装置に向かうに従って線材210の外周部から離隔して傾斜する案内面365A、365Bと、第一ブロック361Aおよび第二ブロック361Bと相対的に往復移動可能な第一駆動部363Aおよび第二駆動部363Bと、第一駆動部363Aおよび第二駆動部363Bに設けられ、案内面365A、365Bに当接するカム面368A1、368B1および線材210の外周面と対向する保持面369A、369Bを有する第一保持部材368Aおよび第二保持部材368Bを具備した。
(もっと読む)
伸線装置用のキャプスタン及び伸線装置
【課題】線材が巻架されるキャプスタンの外周面を簡単に研磨可能であるとともに、線材とキャプスタンとの不要な接触による外傷を防止可能な伸線装置用のキャプスタン及びこのキャプスタンを使用した伸線装置を提供する。
【解決手段】伸線方向上流側から伸線方向下流側に向かうにつれて線径が段階的に縮径されつつ伸線される線材が巻架される伸線装置用のキャプスタン10であって、伸線方向上流側から伸線方向下流側に向かうにしたがい漸次その径が大きくなるテーパ形状とされた巻架部12を備えていることを特徴とする。
(もっと読む)
極細線伸線装置及び極細線の伸線方法
【課題】
ワイヤーの入口側の線速とキャプスタンの外周速度の比が、出口側と大きく異なることによって発生するワイヤーの振動を少なくすることによって、ワイヤーの断線を防止した伸線装置を提供すること。
【解決手段】
前工程において所定の線径に加工されボビンに巻き取られたワイヤー1を、伸線部Aに巻き出す巻き出しスプール2と、一対の円筒形の駆動キャプスタン8,9及び案内キャプスタン6,7と、その間に配置した複数のダイス5と、ダイス5を通過させて伸線したワイヤー1を巻き取るための巻き取りスプール10を備えた極細線伸線装置において、案内キャプスタン6,7及び駆動キャプスタン8,9のそれぞれの径を途中で変更して大径キャプスタン7,9と小径キャプスタン6,8の2段とし、ワイヤー出口側Cキャプスタンを大径キャプスタンとし、ワイヤー入口側Bキャプスタンを小径キャプスタンとした。
(もっと読む)
ノンスリップ型連続伸線機及び連続伸線方法
【課題】本発明は、平滑で清浄な表面を有する線材を製造するためのノンスリップ型伸線機と伸線方法を提供する。
【解決手段】引抜加工で伸線される線材を流体によって線材を駆動するキャプスタンの線材との接触面方向に圧下する機構を有するノンスリップ型連続伸線機、及び、流体によって線材を駆動するキャプスタンの線材との接触面方向に線材を圧下させながら引抜加工を行う連続伸線方法である。本発明のノンスリップ型連続伸線機は、線材を、線材を駆動するキャプスタンの線材との接触面方向に、流体によって圧下する機構を有することにより、線材とキャプスタンの滑りが起こり難く、滑りによる異常張力、線のだぶつきによる断線が起こり難い。また、平滑な表面を有するキャプスタンの使用が可能であり、キャプスタンの凹凸に由来する金属線への凹凸の転写、傷の発生を防止できる。
(もっと読む)
極細線の伸線機
【課題】 本発明は、線材と各キャプスタンとの接触長さを最適に設定することにより、線材を良好に伸線することができる極細線の伸線機を提供するものである。
【解決手段】 かゝる本発明は、線材20を極細線を伸線する伸線機100であって、複数の伸線用のダイス120と複数のキャプスタン110とを交互に配置すると共に、各ダイス110の伸線穴中心と各キャプスタン110の線材の繰り出し位置をほぼ一直線上に並べ、線材20の伸線時、各キャプスタン110には線材20を一回転させて繰り出させる一方、線材と各キャプスタンとの接触長さを、キャプスタン外径により調整して伸線する極細線の伸線機にあり、これにより、太さや線種などの異なる線材に対応して、良好な伸線が可能となる。
(もっと読む)
伸線方法
【課題】強加工度伸線においてもワイヤの脆化が抑制できる硬鋼線の伸線方法を提供することを目的とする。
【解決手段】駆動キャプスタン3a、3bと従動キャプスタン2a、2bとの間にダイスホルダー4aを具備した細物硬鋼線用の連続湿式伸線装置1において、伸線機入り口側Aから連続した2段以上をダブルダイスにして、伸線加工の仕上がり側Bに向かってのワイヤWの温度の蓄積・上昇をより小さく抑えて脆化を抑制し、また、ダブルダイスでの逆張力でダイスへの負担を軽減して発熱を抑えて脆化を抑制するとともにワイヤの表層部と内部との加工歪差を小さくすることができカッピー断線も防止することができる。
(もっと読む)
伸線方法及びその装置
【課題】伸線構造を簡素化することができると共に装置の設置スペースを小さくすることができ、かつ、線材を重ねずに巻き取ることができて線材の損傷を防ぐことができ、伸線作業性を高めることができる。
【解決手段】一対のドラム1・2をそれぞれ巻取回転及び逆回りの繰出回転自在に設けると共に一対のドラムをそれぞれドラムの軸線方向に互いに異方向往復移動自在に設け、かつ、上記ダイスをダイス径の異なるダイスに交換自在に設けてなる。
(もっと読む)
素管自動引抜きシステム
【課題】簡単な機構により、素管にプラグロッドを正確に案内することができ、かつダイスに対して安定して素管を案内することができる素管引抜きシステムを提供する。
【解決手段】素管供給台2に供給された素管8をバックベンチ6上のプラグロッド5に外挿し、バックベンチ6の素管引抜き位置でダイス3とプラグロッド5前端のプラグ11との間に素管8を通し、該素管を素管引抜き台上のキャリッジ12にチャックさせて素管8を引抜く。このとき、バックベンチ6の前端部に配された左右支持ローラ機構20と、バックベンチ6に前後方向で間隔をおいて配された複数の上下支持ローラ機構19とが、素管外挿時のロッド支持と素管引抜時の素管支持とを兼用し、プラグロッドおよび素管を上下・左右方向から安定支持することができる。
(もっと読む)
極細線のダイス通し治具
【課題】極細線の伸線工程において、未熟練者でもワイヤー先端をダイス内に簡単に通すことを可能にした、線材のダイス通し治具を提供する。
【解決手段】ダイス1を着脱可能に保持し且つ該ダイス1の加工穴2の中心軸線と直交する面内で該ダイス1をXY方向に移動させ得るダイス保持手段3,4,12と、該ダイス保持手段と一体的に構成された支持台11と、該支持台11上に摺動可能に装架されていて被加工線材5を前記加工穴の中心軸線上に案内すると共に前記加工穴2のエントランス部2aに潜入可能の先端部を有するガイド手段6,7,8,10と、前記ダイス保持手段または支持台11を回動可能に支持すると共に該ダイス保持手段及び支持台11を上方より前記加工穴の入口が見える位置と前記ダイスの裏面が上方を向く位置とに保持し得るストッパー15a,15bを有する基台14とを備えている。
(もっと読む)
伸線機
【課題】線径が10μmφ〜20μmφ程度の金属極細線の製造において、案内キャプスタンローラとのからまりによる断線や、金属細線のよじれや微細折れなどの不具合を生じさせることなく、伸線速度を200m/min以上の高速にすることができる伸線機を提供する。
【解決手段】案内キャプスタンローラ3の外側に張力補助ガイド12を設置し、金属細線11を経由させて伸線することにより、伸線中の金属細線11の張力の低下を抑制する。張力補助ガイド12は、伸線ダイス8への金属細線11の入射角が変わらないように設計することが好ましく、また、案内キャプスタンローラ3に接触する金属細線11の長さを調整できるような機構であることが好ましい。
(もっと読む)
伸線装置用のダイスホルダ
【課題】 長期に亘ってダイスに安定した付勢力を付与して確実な位置決めができると共に、粉状の加工屑のダイス孔への詰まりを防止することができる伸線装置用のダイスホルダを提供することを目的とする。
【解決手段】 ダイスホルダ31は、円板状を為すダイス7が保持された状態でダイス孔7dが延在する第1の軸線L1方向にダイス7を挟み込むように立設される第1、第2のブロック部材35,37と、第1のブロック部材35に設けられてダイス7を第2のブロック部材37側に付勢する付勢手段としてのボールプランジャ39とを備え、この付勢手段は、第2のブロック部材37側を向いてダイス7に当接させられる先端部が球面状とされた当接部材としてのボール部材39aと、この当接部材を介してダイス7を第1の軸線L1方向に付勢する付勢部材としてのバネ39cとを備える。
(もっと読む)
伸線装置用のキャプスタン
【課題】 減面率αを異なる工程間あるいは同一工程内で変更した場合にも、細線とキャプスタンとの間のスリップ率を、小さいレベルで一定とできると共に、生産コストを低減できる伸線装置用のキャプスタンを提供することを目的とする。
【解決手段】 伸線方向上流側から伸線方向下流側に向かうにつれて線径が段階的に縮径されつつ伸線される細線が巻き架けられる伸線装置用のキャプスタン3Rは、モータMRにより回転駆動されるシャフト部材31と、シャフト部材31の軸線方向に着脱自在に重ねて取り付けられ、それぞれの外径DR1〜DRn−1が、伸線方向上流側から伸線方向下流側に向かうにつれて段階的に大径とされた複数のプーリPR1〜PRn−1とを備える。
(もっと読む)
表面性状に優れた磨き棒鋼の製造方法
【課題】本発明は、表面性状に優れた磨き棒鋼の製造方法を提供する。
【解決手段】磨き棒鋼の、コイル状素材をサプライスタンドに載荷後、巻き戻しを行う前に潤滑剤を潤滑剤塗布手段により散布、好ましくはサプライスタンドの上方からミスト状に散布する。サプライスタンドの下方に潤滑剤プールを配置し、コイル状素材の一部を潤滑剤に浸漬させ潤滑剤を再使用する。
(もっと読む)
1 - 19 / 19
[ Back to top ]