
Fターム[4E096HA11]の内容
Fターム[4E096HA11]の下位に属するFターム
強制潤滑 (4)
逆張力(後方張力)付与 (9)
拡径、拡管を伴うもの (5)
塑性加工(引抜以外)を伴うもの (25)
Fターム[4E096HA11]に分類される特許
1 - 19 / 19
内面溝付管の製造装置およびその製造方法

【課題】高精度な内面溝付管の生産性を向上することのできる内面溝付管の製造装置とその製造方法を提供する。
【解決手段】内面溝付管製造装置1は、素管101を縮径する縮径装置20と、縮径された縮径管102の内面に溝加工を施す溝加工装置40と、溝加工された内面溝付管104を引き抜く巻取りドラム60とを上流側からこの順に備えている。前記縮径装置20と前記溝加工装置40の間には、前記縮径管102を前記溝加工装置40へ向けて送り補助する補助送り装置30が設けられている。また、前記縮径装置20と前記補助送り装置30とが固定されて前記巻取りドラム60の引抜方向と平行に前記溝加工装置40に対して相対移動可能な上流可動台82が設けられ、この上流可動台82が前記溝加工装置40に対して前記相対移動する際に前記上流可動台82にかかる前記相対移動方向の荷重を検出する上流荷重検出器92が設けられている。
(もっと読む)
鋼管引抜装置、及び引抜鋼管の製造方法

【課題】引抜鋼管の各肉厚部分及び切断位置の寸法精度を向上させると共に、長尺物の引抜鋼管を高精度且つ高速で生産することができる鋼管引抜装置を実現する。
【解決手段】 ダイスとプラグとを鋼管引抜方向に対して正逆方向に相対移動させて段付きの引抜鋼管を製造するとき、第1油圧シリンダで鋼管引抜方向に対応してダイスを相対移動させ、第2油圧シリンダで前記ダイスの移動方向に対して逆方向へプラグを相対移動させる。このとき、位置検出センサが第2油圧シリンダのストローク位置を検出し、コンピュータが位置検出センサの検出した位置情報を受信して第2油圧シリンダの移動速度を制御する。これにより、コンピュータは、d領域の位置検出信号に基づいて、第2油圧シリンダの移動速度v2をb領域の移動速度v1より速くする。従って、引抜鋼管は速い移動速度v2で引き抜かれることでd領域においては肉厚勾配にダレが生じなくなる。
(もっと読む)
銅被覆アルミニウム線の評価方法および銅被覆アルミニウム線の製造方法
【課題】CA線の製造工程におけるCu被覆とAl線の密着性を正確に予測できる比較的簡単な評価方法を提供し、伸線加工によって目的とするCA線を製造する際のCu被覆の剥離やAl線の露出、さらには断線の可能性等を事前に推測できるようにすることにある。
【解決手段】Al線上にCuテープをフォーミングし、ついで前記Cuテープの突合せ部分を溶接した後、縮径することによってAl線とCuテープ被覆を密着させてCA母材とし、ついで前記CA母材を伸線加工するCA線の製造方法において、前記伸線加工工程における特定の段階で、Cu被覆剥離面の新生面比率を測定することによって、Al線とCu被覆の密着性を評価するCA線の評価方法である。
(もっと読む)
強加工装置及び強加工方法
【課題】本発明は、金属材料に対し高いひずみを効果的に導入することができる、工業的に実用可能な強加工装置および強加工方法を提供することを目的とする。
【解決手段】互いに異なる開口形状を有する複数の孔型を順次用いて金属材料を複数回にわたって孔型圧延する。その際、上記複数の孔型を、それぞれの開口面積が素材の金属材料の横断面積に等しくなるように構成し、且つ、複数の孔型の開口形状の遷移の態様を、金属材料に対する圧下方向が複数の孔型圧延工程ごとに変化するように設計することによって、加工力を大幅に低減しつつ、金属材料に対し大きな塑性ひずみを均一に付与する。
(もっと読む)
冷間引抜加工用プラグ及び金属管の製造方法
【課題】冷間引抜加工後の金属管の外面の引張残留応力を低減できる冷間引抜加工用プラグを提供する。
【解決手段】プラグ1は、第1円柱部20と、テーパ部30と、第2円柱部40とを備える。第1円柱部20は外径D1を有する。第2円柱部40は、外径D1よりも大きい外径D2を有する。テーパ部30は、第1円柱部20と第2円柱部40との間に形成される。テーパ部30は、第1円柱部20から第2円柱部40に向かって徐々に大きくなる外径を有するテーパ表面31と、軸方向長さLとを有する。プラグ1の外径D1及びD2と、軸方向長さLとはさらに、式(1)〜(4)を満たす。
0.25≦ρ≦2.00 (1)
0.06≦L/D2≦0.8 (2)
L/D2≦0.3×ρ+0.575 (3)
L/D2≧0.1×ρ (4)
ここで、ρ=(D2−D1)/D1×100である。
(もっと読む)
湿式伸線機
【課題】設備の低コスト化および省スペース化を図りつつ、ワイヤの品質および性状の安定化、ダイス寿命の向上および省エネルギー化をいずれも実現することのできる湿式伸線機を提供する。
【解決手段】ダイス群11を挟んで対向する同軸多段の駆動コーンプーリ12および従動コーンプーリ13の対を少なくとも1対備える湿式伸線機である。駆動コーンプーリ12および従動コーンプーリ13の各段がすべて同径であり、駆動コーンプーリ12の駆動軸14が多段で構成され、かつ、駆動コーンプーリ12の各段が、対応する駆動軸14の各段により個々に独立して駆動される。
(もっと読む)
線材移送装置、線材測定ユニット、先付機、および線材加工装置
【課題】簡単な構成で線材の表面の変形を抑えて、線材を移送可能な線材加工装置を提供する。
【解決手段】クランプユニット360は、往復移動可能な第一ブロック361Aおよび第二ブロック361Bと、第一ブロック361Aと第二ブロック361Bとの間に設けられ、線材210を挿通可能な挿通部364Aと、挿通部364Aと連続し互いに対向して、探傷装置に向かうに従って線材210の外周部から離隔して傾斜する案内面365A、365Bと、第一ブロック361Aおよび第二ブロック361Bと相対的に往復移動可能な第一駆動部363Aおよび第二駆動部363Bと、第一駆動部363Aおよび第二駆動部363Bに設けられ、案内面365A、365Bに当接するカム面368A1、368B1および線材210の外周面と対向する保持面369A、369Bを有する第一保持部材368Aおよび第二保持部材368Bを具備した。
(もっと読む)
雌ねじの形成方法
【課題】筒状部材への雌ねじ形成を簡単に、かつねじ切り負荷を小さくできるようにする。
【解決手段】円形穴12を有する筒状部材1の6角形の外周11を、ダイス2の円弧溝21で押圧して円形に縮径すると、この円形穴が6角形穴12aに塑性変形する。次に6角形穴12aに内接する円の直径とほぼ同じ下径のタップで、雌ねじ13を形成する。雌ねじ13は、6角形穴12aの各辺の中央近辺にのみ形成されるので、ねじ切り負荷を小さくできる。なお6角形穴12aには、塑性変形によって加工硬化が期待される。
(もっと読む)
高強度極細鋼線の耐撚線断線性回復方法
【課題】パテンティング後の伸線加工真歪みで3.0以上または3000MPa以上の引張強さを有し、長手方向に連続的に進行する高強度極細鋼線に対し、一方向に捻回後、元の形状に復帰または反対方向に同様に捻回する動作を、繰り返すことを特徴とする高強度極細鋼線の耐撚線断線性回復方法。
【解決手段】処理対象となる極細鋼線を繰り出すための元線ボビン1、鋼線が脱線しないよう案内するガイドローラー2を内蔵しつつ回転し、鋼線に所定の捻回を加えるツイスター3、中間リール4を基本構成とし、中間リールに適当な回数巻き付け後、次の逆回転するツイスターを通過することで、鋼線には、初めとは逆の方向の捻回が加えられる。この構成の基本単位を所定の数、および互いの位置と時間あたりの回転数および巻き取り装置の速度を調整して通過することにより、鋼線に所定の捻回が付与されるようになる。
(もっと読む)
銅被覆アルミニウム線の製造方法および銅被覆アルミニウム線
【課題】表面の銅の厚さを任意の厚さに調整でき、さらには、銅面積率10%未満の銅被覆アルミニウム線を安価に製造できる銅被覆アルミニウム線の製造方法を提供する。
【解決手段】アルミニウム線1に銅を被覆して銅被覆アルミニウム線の複合線3を製造する銅被覆工程と、銅被覆アルミニウム線の複合線を所定の径まで細径化する伸線工程とを有する銅被覆アルミニウム線の製造工程において、銅層2の厚さを減少させ、所定の厚さに調整する銅層研磨工程を有する。
(もっと読む)
極細線伸線装置及び極細線の伸線方法
【課題】
ワイヤーの入口側の線速とキャプスタンの外周速度の比が、出口側と大きく異なることによって発生するワイヤーの振動を少なくすることによって、ワイヤーの断線を防止した伸線装置を提供すること。
【解決手段】
前工程において所定の線径に加工されボビンに巻き取られたワイヤー1を、伸線部Aに巻き出す巻き出しスプール2と、一対の円筒形の駆動キャプスタン8,9及び案内キャプスタン6,7と、その間に配置した複数のダイス5と、ダイス5を通過させて伸線したワイヤー1を巻き取るための巻き取りスプール10を備えた極細線伸線装置において、案内キャプスタン6,7及び駆動キャプスタン8,9のそれぞれの径を途中で変更して大径キャプスタン7,9と小径キャプスタン6,8の2段とし、ワイヤー出口側Cキャプスタンを大径キャプスタンとし、ワイヤー入口側Bキャプスタンを小径キャプスタンとした。
(もっと読む)
ノンスリップ型連続伸線機及び連続伸線方法
【課題】本発明は、平滑で清浄な表面を有する線材を製造するためのノンスリップ型伸線機と伸線方法を提供する。
【解決手段】引抜加工で伸線される線材を流体によって線材を駆動するキャプスタンの線材との接触面方向に圧下する機構を有するノンスリップ型連続伸線機、及び、流体によって線材を駆動するキャプスタンの線材との接触面方向に線材を圧下させながら引抜加工を行う連続伸線方法である。本発明のノンスリップ型連続伸線機は、線材を、線材を駆動するキャプスタンの線材との接触面方向に、流体によって圧下する機構を有することにより、線材とキャプスタンの滑りが起こり難く、滑りによる異常張力、線のだぶつきによる断線が起こり難い。また、平滑な表面を有するキャプスタンの使用が可能であり、キャプスタンの凹凸に由来する金属線への凹凸の転写、傷の発生を防止できる。
(もっと読む)
伸線装置用キャプスタン
【課題】メッキ剥離物による線材表面傷の発生やダイスの損傷などのトラブルを未然に防止するとともに、線材がリング溝に複数回巻き付けられた際に線材同士が重なり合って表面傷が発生することを防止して、表面傷のない高品質な線材を製出することができる伸線装置用キャプスタンを提供する。
【解決手段】外周面にリング溝31を有し、リング溝31に線材が供給されて巻き付けられる伸線装置用キャプスタン20であって、リング溝31の底面33とリング溝31の少なくともひとつの側壁面32Aとが、セラミックス材料で構成されるとともに、リング溝31内には、前記線材を、前記キャプスタンの回転方向に対して傾斜するように巻き付けるためのガイド部が備えられていることを特徴とする。
(もっと読む)
トーションバーの製造方法
【課題】 自動車のパワーステアリング装置等に用いられるトーションバーの製造方法に関し、十分な硬さを有し、かつ、トーションバー毎の鋼材の硬さのばらつきを低減させることができる
【解決手段】 長手方向途中領域に小径ばね部が形成され、長手方向両端領域に大径結合部が形成されたトーションバーの製造方法であって、鋼材をパテンティングするパテンティング工程と、鋼材を冷間塑性加工により縮径させる第1成形工程と、鋼材の長手方向途中領域に前記小径ばね部を形成する第2成形工程とを含むものである。
(もっと読む)
伸線装置用のキャプスタン
【課題】 減面率αを異なる工程間あるいは同一工程内で変更した場合にも、細線とキャプスタンとの間のスリップ率を、小さいレベルで一定とできると共に、生産コストを低減できる伸線装置用のキャプスタンを提供することを目的とする。
【解決手段】 伸線方向上流側から伸線方向下流側に向かうにつれて線径が段階的に縮径されつつ伸線される細線が巻き架けられる伸線装置用のキャプスタン3Rは、モータMRにより回転駆動されるシャフト部材31と、シャフト部材31の軸線方向に着脱自在に重ねて取り付けられ、それぞれの外径DR1〜DRn−1が、伸線方向上流側から伸線方向下流側に向かうにつれて段階的に大径とされた複数のプーリPR1〜PRn−1とを備える。
(もっと読む)
伸線装置用のダイスホルダ
【課題】 長期に亘ってダイスに安定した付勢力を付与して確実な位置決めができると共に、粉状の加工屑のダイス孔への詰まりを防止することができる伸線装置用のダイスホルダを提供することを目的とする。
【解決手段】 ダイスホルダ31は、円板状を為すダイス7が保持された状態でダイス孔7dが延在する第1の軸線L1方向にダイス7を挟み込むように立設される第1、第2のブロック部材35,37と、第1のブロック部材35に設けられてダイス7を第2のブロック部材37側に付勢する付勢手段としてのボールプランジャ39とを備え、この付勢手段は、第2のブロック部材37側を向いてダイス7に当接させられる先端部が球面状とされた当接部材としてのボール部材39aと、この当接部材を介してダイス7を第1の軸線L1方向に付勢する付勢部材としてのバネ39cとを備える。
(もっと読む)
大バルクハウゼンジャンプ発現性パルス発生素子用のクラッドワイヤの製造方法、パルス発生素子及びパルス発生装置
【課題】従来、電磁ピックアップ型、ホール効果型センサや、複合磁性線型等のパルス発生装置があったが、前者は移動速度によって誘起電圧が異なったり、鋭いパルスが得られなかったり、また後者は印加磁界の厳密な制御を要し、パルス信号も検出コイル1ターン当たり2mV程度で実用化には問題があった。
【解決手段】Fe、Co、Vを主成分とする金属リボン材と、Fe、Niやそれらの合金又はガラス繊維、耐熱性プラスチック、炭素繊維、耐熱性金属等から選択される芯材からなるクラッドワイヤを線引し、その過程で熱処理とひねり応力を印加して大バルクハウゼンジャンプの発生素子とし、またクラッドワイヤの磁界変化を検出する手段とワイヤの長さ方向に交流磁界を印加する手段を備え、検出コイル1ターン当たり10mVのパルス信号を得る。
(もっと読む)
部分的薄肉パイプの製造方法
【課題】 パイプ材の肉厚を部分的に薄肉化することができると共に、パイプ材の薄肉部の肉厚、薄肉部の範囲を任意に設定することができる部分的薄肉パイプの製造方法を提供する。
【解決手段】 パイプ材Wの肉厚を部分的に薄肉化して同径の部分的薄肉パイプを製造する方法であって、ダイス6をパイプ材Wの一端に嵌合して任意の位置に位置決めするダイス位置決め工程1と、ポンチ7をパイプ材Wの他端から圧入して圧入設定位置までパイプ材Wの内径を拡げるポンチ圧入工程2と、ポンチ7とダイス6の位置関係を固定した状態でパイプ材Wを引き抜く引抜工程3からなる。薄肉部Waの範囲は、圧入設定位置(パイプ材Wの一端から任意の距離L1の位置)を設定することにより任意に設定することができ、薄肉部Waの肉厚は、ダイス6の内径Dとポンチ7の外径D2を設定することにより任意に設定することができる。
(もっと読む)
先細状または尖ったカニューレを作製する方法
管状デバイスを作製する方法が提供される。その方法は、軸方向通路を有する管状ストック(24)を用意するステップと、管状ストックのワークピース部分を管状ストック(24)の残りの部分から分離させる軟化部分(104)を形成するように、管状ストック(24)を第1の加熱位置で加熱するステップと、軟化部分(104)を細長くしワークピース部分を残りの部分から分離して管状デバイスを形成するために、ワークピース部分を残りの部分から離すように伸線するステップと、を含む。伸線するステップは、管状デバイスが実質的に均一な内径を有する軸方向通路を有するような速度で実施され、細長い軟化部分(104)から形成された管状デバイスの端部が先細になる。 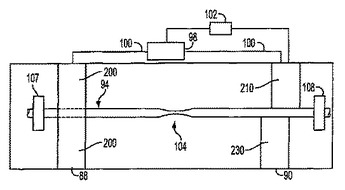 (もっと読む)
(もっと読む)
1 - 19 / 19
[ Back to top ]