
Fターム[4E096HA23]の内容
Fターム[4E096HA23]に分類される特許
1 - 20 / 23
ボルト用鋼線及びボルト、並びにその製造方法
【課題】ボルト成形後の焼入れ焼戻し工程を省略した非調質ボルトであって、1200MPa以上の引張強度を有すると共に耐遅れ破壊性に優れた高強度ボルト、及び前記ボルトに用いる冷間鍛造性に優れた高強度ボルト用鋼線、ならびにこれらの製造方法を提供することを目的とする。
【解決手段】本発明は、C、Si、Mn、P、S、Cr、Al、N、Bを含有する他、Ti、V、およびNbよりなる群から選択される少なくとも1種を含有し、残部が鉄および不可避不純物からなる鋼線であり、ミクロ組織がフェライト及びパーライトの2相組織であって、パーライトラメラ間隔が250nm以下であり、且つ、パーライトの面積率が40%超、80%以下であるとともに、引張強さが1300MPa以下であることを特徴とするボルト用鋼線である。
(もっと読む)
ビードワイヤ、ビード、空気入りタイヤ及びビードワイヤの製造方法
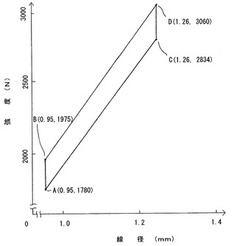
【課題】強度で伸線性に富むことで所望の強度を有しつつ線径の小さいビードワイヤを提供する。
【解決手段】本発明のビードワイヤは、炭素を0.75〜0.90質量%で含むスチールよりなり、線径が0.95mm以上1.26mm以下であり、強度が、この線径をD(mm)、強度をN(N)とするとき、次式N=(3400〜3500)×D−(1350〜1450)を満たす。本発明のビードワイヤは、線材に、複数のダイスにより伸線を行い、ダイスを経た後の冷却速度を100℃/10秒以上とすることにより製造することができる。
(もっと読む)
伸線機の釜温度測定装置及びその釜温度制御システム

【課題】伸線機における引抜き釜の温度測定を可能にし、特に最も高温である被加工線材と引抜き釜の第一接触部近傍の温度を知ることができるようにし、さらに前記第一接触部近傍の温度を自動的に一定にすることができるようにして、品質の安定した被加工線材の生産に貢献することを課題する。
【解決手段】引抜き釜1の壁2中に温度検出手段3を備え、この温度検出手段3で検出した釜温度データの非接触伝送出力手段4を、引抜き釜1の壁2外に備えた伸線機の釜温度測定装置としている。釜温度測定装置Mからの釜温度データ、入口温度測定手段11からの釜へ供給する冷却水の入口温度データ、流量調整手段12からの釜へ供給する冷却水の流量データ、及び出口温度測定手段13からの釜から排出する冷却水の出口温度データをシーケンサー(PLC)で情報処理するようにした伸線機の釜温度制御システムとしている。
(もっと読む)
オーステナイト系ステンレス鋼管の製造方法
【課題】TiやNbを含有するオーステナイト系ステンレス鋼の継目無鋼管をエルハルト・プッシュベンチ製管法により製造する場合であっても、結晶組織で混粒を抑制すると同時に、細粒化を実現できるオーステナイト系ステンレス鋼管の製造方法を提供する。
【解決手段】オーステナイト系ステンレス鋼の鋼塊を熱間で穿孔し、得られた素管に加熱および押抜き加工からなる熱間押抜き処理を複数回繰り返し施して継目無鋼管を製造する際、複数回繰り返す熱間押抜き処理のうちの少なくとも最終回の熱間押抜き処理において、被処理管を再結晶温度以上で1〜3時間保持する加熱を行った後、この被処理管に下記(1)式で表される断面減少率Rが20%以上となる押抜き加工を行う。
R=(1−S2/S1)×100[%] ・・・(1)
ただし、上記(1)式中、
S1:熱間押抜き処理前における被処理管の断面積、
S2:熱間押抜き処理後における被処理管の断面積。
(もっと読む)
高強度低熱膨張合金及びその製造法並びに精密機器
【課題】 加工性が良好で、機械的強度が高く、熱膨張係数が小さい高強度低熱膨張合金、及びこれを使用した精密機器を提供することにある。
【解決手段】Ni30〜38%、Co1〜7%とMg、Ca、Sr、BaのIIa族元素のフッ素化合物のそれぞれ1%以下、合計で0.0001〜3%、及び残部Feからなる合金を、900℃以上融点未満の温度で焼鈍した後冷却し、ついで加工率60%以上の線引加工を施して所望の太さの棒又は線になすか、または、さらに当該棒又は線を70〜500℃の温度で加熱する。高強度低熱膨張合金の引張強さは1000MPa以上、-50〜100℃における熱膨張係数は(-1〜+1)×10−6℃-1である。
(もっと読む)
異形管の製造方法
【課題】形状精度に優れた高強度の異形管を製造する。
【課題を解決するための手段】金属管1を、加熱手段4に通過させて焼入れが可能な900℃以上の温度域に加熱し、次に金属管1の加熱部5を、ロール6又はダイス9からなる成形手段に通過させて異形管7を成形し、次に異形管7を、冷却手段8に通過させて冷却して焼入れる。
(もっと読む)
金属−金属ガラス複合材、電気接点部材および金属−金属ガラス複合材の製造方法
【課題】コネクタなどの接点材料として銅合金における析出硬化機構を活用した高強度・中導電率材料が創出されてきた。しかし、コネクタの更なる小型化のために、高強度・高接続信頼性・耐応力緩和性の改善が求められている。
【解決手段】Zr基、Ti基、Cu基、Ni基、またはFe基の金属ガラスを芯材とする金属−金属ガラス複合材であって、前記芯材の外側に1層以上の金属または合金からなる被覆層が設けられ、前記被覆層の断面積は、前記金属−金属ガラス複合材の断面積に対する比率が20%以上90%以下とする。また、好ましくは、金属ガラス芯材の表面に、Pd、Pt、Rh、Ni、Au、Ta、W、Ti、Moからなる群から選ばれる金属からなる厚さ0.1〜5μmの下地層を有する。
(もっと読む)
加工性に優れた鋼管及びその製造方法
【課題】形状や表面性状が良好で、溶接部も含めて優れた加工性を有し、特に、伸管、曲げ、ハイドロフォーミング等によって成形される構造用鋼管や配管等に好適に用いることが可能な、加工性に優れた鋼管及びその製造方法を提供する。
【解決手段】各々規定範囲内とされた鋼成分を有し、シ−ム溶接部を含む当該鋼管全域の金属組織が、フェライトと、マルテンサイト又はベイナイトの一方あるいは両方とからなる複合組織であり、前記シーム溶接部を除く当該鋼管の1/2肉厚における板面の、{111}面のX線反射面ランダム強度比が2.0〜7.0の範囲であり、{110}面のX線反射面ランダム強度比が1.0〜5.0の範囲であり、{100}面のX線反射面ランダム強度比が3.0以下である。
(もっと読む)
押出材のダイレス加工装置
【課題】構造の簡素化、コストの削減および生産効率の向上を図ることができる押出材のダイレス加工方法を提供する。
【解決手段】本発明は、押出材Wを搬送する搬送経路上に変形加工域Rが設けられた押出材のダイレス加工装置である。本装置は、変形加工域Rの下流側端部に設けられ、かつ押出W材を冷却する下流側冷却手段と、下流側冷却手段の搬送方向下流側に設けられ、かつ押出材Wを搬送方向に引っ張るように移動させる押出材引張手段と、を備え、押出機1から連続的に供給される押出材Wを変形加工域Rに進入させる一方、押出材引張手段による押出材Wの引張速度V2を、押出材Wが変形加工域Rに進入する際の変形開始前速度V1に対し相対的に異なる速度に設定することにより、押出材Wを変形加工域Rにおいて断面方向に変形させる変形処理を行う。
(もっと読む)
捻回特性に優れた鋼線材及びその製造方法
【課題】縦割れの起こりにくい鋼線材を製造し、品質の安定したスチールコードを提供する。
【解決手段】乾式伸線された鋼線材3をパテンティング処理し、めっき処理し、さらに温度25〜50℃の潤滑液2を用いた湿式伸線により伸線する。また、下記(1)式及び(2)式を満たす捻回特性に優れた鋼線材を形成する。 TN≧−0.025×A+52・・・(1) 但し、400≦A≦2080 A=(TS−TS0)/exp(ε/4)・・・(2) 但し、TN:捻回値[回]、A:加工硬化係数、ε:湿式伸線による真歪み、TS:湿式伸線後の引張強さ[MPa]、TS0:湿式伸線前の引張強さ[MPa]である。
(もっと読む)
加工性に優れた鋼管及びその製造方法
【課題】優れた加工性を有すると共に寸法精度の良好な鋼管及びその製造方法を提供する。
【解決手段】特定の成分系の鋼管をAc3変態点温度以上に加熱し室温まで連続冷却した後、円周方向の断面において減面率が5%以上、45%以下となるように冷間で伸管加工を施し、更に、(Ac1変態点温度−100)℃以上、Ac1変態点温度以下の温度範囲で0.005℃/S以上、5℃/s以下の昇温速度で再加熱し、その温度範囲で5分以上、300分以下の間保持した後、室温まで空冷する。これにより、r*値が1.0以上となる鋼管の曲げ加工において、鋼管の曲げ外側の減肉と曲げ内側のしわが抑制され、曲げ加工性が著しく向上する。
(もっと読む)
管状部材の加工方法及び管状部材加工装置
【課題】従来のダイレス引抜きは、引抜き前の管状部材と引抜き後の管状部材は、断面形状が略同一形状であり、断面形状を変形することはできなかった。本発明は、ダイスを用いずに管状部材の断面形状を変形しつつ該管状部材を細管化する管状部材の加工方法を提供する。
【解決手段】管状部材10を、周方向に局所的に加熱しつつダイスなしで引抜くことにより、管状部材10を、断面形状を変形しつつ細管化する。管状部材10のうち周方向に局所的に加熱されている部分の周囲に位置する雰囲気を冷却するのが好ましい。周方向に互いに離間したn箇所を加熱される場合、引抜き後の管状部材の断面形状は、中空のn角形になる。
(もっと読む)
マグネシウム基合金の伸線方法
【課題】冷間引抜きにより断線することなく円滑に安定して伸線を行うことができ、もって低い製造コストで、強度と靭性に優れ、外観品質の良好なマグネシウム基合金製の伸線を得ることができるマグネシウム基合金の伸線方法を提供する。
【解決手段】マグネシウム基合金の被加工材をダイスに挿通し引抜きにより伸線を行うマグネシウム基合金の伸線方法において、被加工材を予め加熱することなく低断面減少率で潤滑剤を用いて冷間引抜する第1工程と、この冷間引抜きした被加工材を加熱し冷却した後冷間引抜きする第2工程とを含む。
(もっと読む)
ロッドまたはワイヤ製造システム、それに関連する方法、およびそれに関連する製品
冷却ユニット、冷却ユニットを含む加熱−冷却作業、ロッドまたはワイヤ製造システム、ロッドまたはワイヤを製造する方法、ロッドまたはワイヤの熱処理の方法、金属を処理する方法、スチールロッドまたはスチールワイヤおよび向上した引張強度を有する処理金属が開示される。冷却ユニットは、少なくとも1つの適応可能焼入れ区域および少なくとも1つの適応可能浸漬区域を含む。少なくとも1つの適応可能焼入れ区域は浸漬温度に焼入れ可能である。少なくとも1つの適応可能浸漬区域は実質的に浸漬温度を維持することが可能である。  (もっと読む)
(もっと読む)
軽量で延性に優れたビード用ワイヤおよびその製造方法ならびに軽量タイヤ
【課題】強度の低下なしに、軽量化と高延性化を可能ならしめたビード用ワイヤを提供する。
【解決手段】Mn:5〜35at%およびAl:5〜20at%を含有し、残部はFeおよび不可避的不純物の組成にすると共に、鋼組織をオーステナイト単相組織とする。
(もっと読む)
高炭素鋼線の製造方法
【課題】乾式伸線加工により高炭素鋼線を製造する際に、簡易かつ確実にダイスへの焼付きを防止しつつ、高品質の高炭素鋼線を製造しうる方法を提供する。
【解決手段】質量%で、C:0.6〜1.1%、Si:0.1〜1.5%、Mn:0.3〜1.0%、P:0.02%以下、S:0.02%以下を含有する高炭素鋼線材Aを、ダイス4とその後段に冷却ブロック5とを備えたパスを複数パス連続的に通過させて伸線加工を行う際に、下記式を満足するように、ダイス4の総数、各ダイス4の減面率の組合せおよび伸線速度のうち少なくとも1つを調整する。
式 P={Σ(Tk×rk)}/n≦20.4
(式中、Tkはk段目の冷却ブロック5側面の下部を放射温度計6で測定した温度[℃]、rkはk段目のダイス4の減面率[%/100]、nはダイス5の総数、Σは全段の総和を示す。)
(もっと読む)
冷間成形された精密鋼管を製造するための方法
本発明は、選択的に添加される単数または複数の合金元素と融解に起因した不純物とを有する特に圧力を付加されるシリンダ管として応用するための冷間成形され特に冷間引抜き加工された精密鋼管を製造するための方法に関する。その際、継目無しに熱間成形されまたは熱間鋼帯から製造された溶接素管が、規定された出発状態を有して単数または複数の引抜き工程で仕上げ管へと引抜き加工され、仕上げ引抜き工程の前に管が焼入れ焼戻し処理を施される。 (もっと読む)
ゴム物品補強用のブラスめっき鋼線とその製造方法
【課題】ブラスめっき鋼線とゴムとの接着性を確実に向上させることのできるゴム物品補強用のブラスめっき鋼線とその製造方法を提供する。
【解決手段】本発明のゴム物品補強用のブラスめっき鋼線は、表面にブラスめっき層11を有するゴム物品補強用のブラスめっき鋼線10であって、ブラスめっき層11が、20nm以下の粒径の結晶粒により形成された非結晶質性部11aを有したことを特徴とする。また、ブラスめっき層11が、表面側の非結晶質性部11aと内側の結晶質性部11bとが積層された積層構造部分13を備え、非結晶質性部11aが20nm以下の粒径の結晶粒により形成され、結晶質性部11bが20nmを超える粒径の結晶粒により形成されたことも特徴とする。
(もっと読む)
高寸法精度管の高能率製造方法
【課題】 従来よりも格段に寸法精度の高い管を能率良く製造できる高寸法精度管の高能率製造方法を提供する。
【解決手段】 管4の内面および/または外面に潤滑被膜を形成後、管内にプラグ1を装入しフローティングさせながら、管を送ってダイス2で管の押し抜きを行う高寸法精度管の製造方法において、前記潤滑被膜は管への液体潤滑剤またはグリース状潤滑剤の噴射により湿潤に形成され、前記ダイスは次の方法A〜Cの各単独または組合せで極低温に保持される。A:ダイスに冷媒を吹き付ける。B:ダイスに内設した経路8に冷媒を通す。C:ダイスに被せた覆い9との間に冷媒を入れる。
(もっと読む)
金属体の加工方法及び金属体の加工装置
金属体の金属組織を微細化することによって高強度化あるいは高延性化した金属体の加工方法、及び同金体の加工装置を提供するものである。この金属体の加工方法及び加工装置では、金属体に変形抵抗を局部的に低下させた低変形抵抗領域を形成し、この低変形抵抗領域を剪断変形させることにより金属体の金属組織を微細化する金属体の加工方法及び加工装置であって、低変形抵抗領域において低下している変形抵抗を増大させて非低変形抵抗領域を形成する非低変形抵抗領域形成手段により、低変形抵抗領域に沿って非低変形抵抗領域を形成しているものである。 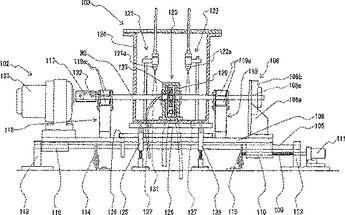 (もっと読む)
(もっと読む)
1 - 20 / 23
[ Back to top ]