
Fターム[4E096KA03]の内容
Fターム[4E096KA03]の下位に属するFターム
被加工材料の (29)
Fターム[4E096KA03]に分類される特許
1 - 19 / 19
耐デラミネーション特性に優れた極細鋼線とその製造方法
【課題】パーライト組織を有する高炭素鋼線材を冷間伸線加工して得られた、引張強度が3000MPa以上であり、線径が50〜380μmの概円形断面を有する極細鋼線において、耐デラミネーション特性をさらに向上させる。
【解決手段】極細鋼線の表面に銅めっきまたはブラスめっきを有し、極細鋼線の横断面の鋼線と前記めっきの境界線が、基本となる鋼線横断面の慨円形形状よりも内側に突起状に入り込んだ突起部が形成されており、その突起部の深さが1.0μm以下であり、前記めっきの突起部内に存在するき裂について、その長さの最大値が0.8μm以下であるとともにき裂の進展方向と鋼線横断面の半径方向とのなす角が35°以上であるようにする。
(もっと読む)
鋼材引抜加工方法および鋼材引抜用ダイス装置

【課題】引抜加工の開始初期から鋼材の外径寸法のばらつきを抑制させ、鋼材の外径寸法の安定化を図り得る鋼材引抜加工方法および鋼材引抜用ダイス装置を提供する。
【解決手段】鋼材引抜加工方法は、鋼材をこれの長さ方向に沿って通過させるダイス孔20をもつ引抜加工用のダイス2を保持する鋼材引抜用ダイス装置1を用いる。鋼材をダイス2のダイス孔20に通過させて引抜加工させる引抜加工を実施する。鋼材をダイス2で引き抜き開始するのに先立って、ダイス2を加熱源7により加熱させて、ダイス2の温度を引抜加工時のダイス2の温度域、または、引抜加工時のダイス2の温度域に対して70%〜100%の温度域に昇温させる。昇温操作後に、鋼材の引抜加工を開始する。
(もっと読む)
オーステナイト系ステンレス鋼管の製造方法
【課題】TiやNbを含有するオーステナイト系ステンレス鋼の継目無鋼管をエルハルト・プッシュベンチ製管法により製造する場合であっても、結晶組織で混粒を抑制すると同時に、細粒化を実現できるオーステナイト系ステンレス鋼管の製造方法を提供する。
【解決手段】オーステナイト系ステンレス鋼の鋼塊を熱間で穿孔し、得られた素管に加熱および押抜き加工からなる熱間押抜き処理を複数回繰り返し施して継目無鋼管を製造する際、複数回繰り返す熱間押抜き処理のうちの少なくとも最終回の熱間押抜き処理において、被処理管を再結晶温度以上で1〜3時間保持する加熱を行った後、この被処理管に下記(1)式で表される断面減少率Rが20%以上となる押抜き加工を行う。
R=(1−S2/S1)×100[%] ・・・(1)
ただし、上記(1)式中、
S1:熱間押抜き処理前における被処理管の断面積、
S2:熱間押抜き処理後における被処理管の断面積。
(もっと読む)
溶融はんだめっき線の製造方法
【課題】無酸素銅(OFC)を用いる場合に比して、軟質銅線を製造する上において、はんだめっき槽への浸漬時間をより短時間で行うことができ、更なるめっきラインの増速化を実現することができる溶融はんだめっき線の製造方法を提供する。
【解決手段】不可避的不純物を含む純銅に、2〜12massppmの硫黄と2を超え30massppm以下の酸素と4〜55massppmのチタンを含む希薄銅合金材料に対して最終線径に伸線加工を施して伸線材を作製する工程と、該伸線材を溶融はんだめっき槽に浸漬することで伸線材の表面に溶融はんだめっき層を形成する溶融はんだめっき工程とを備え、溶融はんだめっき工程の熱量によって伸線材を軟質銅線に変質させることを特徴とする溶融はんだめっき線の製造方法。
(もっと読む)
オーステナイト系ステンレス鋼線の伸線加工方法及び装置
【課題】設備費がかからず、また、温度コントロールを安定しておこなうことができる。
【解決手段】加熱された液状の潤滑剤内に、張力が加えられたオーステナイト系ステンレス鋼母線を通して、この母線を加熱する工程と、加熱された母線を引き抜き加工する工程と、を具備するオーステナイト系ステンレス鋼線の伸線加工方法。
(もっと読む)
ステンレス鋼製品を製造する方法
本発明は、線材から2相ステンレス鋼ワイヤ製品を製造する方法に関し、この方法は、線材の表面を粗くする工程、線材の表面にキャリア皮膜を塗布する工程、超硬合金を含むシェービングダイスを使用して線材を皮むきする工程、線材の表面を粗くする工程、線材の表面にキャリア皮膜を塗布する工程、及び最終線径まで伸線する工程を含む。皮むきする工程において使用するシェービングダイスは、10〜30°のすくい面ランド角ηと、10〜25°のすくい角γと、3〜10°の逃げ角αと、0.1〜0.5mmのすくい面ランド幅ωと、0.02〜0.08mmの切れ刃半径とを有する。この方法によって製造された2相ステンレス鋼ワイヤ製品は、優れた疲労耐性を示す。 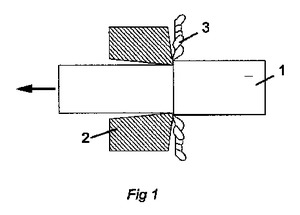 (もっと読む)
(もっと読む)
鋼線の製造方法
【課題】伸線時には十分な潤滑性能を発揮し、焼鈍雰囲気の制御が容易で、かつ鋼線コイルの圧着も荷崩れも発生させない鋼線の製造方法の提供
【解決手段】大気中で昇温速度10℃/minで加熱した場合の質量減少率が400℃で75%以上、600℃で97%以下である潤滑剤を使用して伸線して鋼線を得る工程と、この鋼線を巻き取って得た鋼線コイルを縦置きの状態で連続式焼鈍炉に装入し、400〜600℃の温度域での酸化性雰囲気における予備加熱、続いて600〜800℃の温度域での焼鈍を行う。
(もっと読む)
Cu−Ag合金線及びその製造方法
【課題】高強度、高靭性、高導電率である極細のCu-Ag合金線、及びその製造方法を提供する。
【解決手段】Agを2.0質量%以上15.0質量%以下含有するCu-Ag合金素材(鋳造材に冷間加工を施したもの)に中間熱処理を施す。この熱処理材に加工度:ln(A/A0)=1以上10以下の最終冷間加工を施した後、最終熱処理(軟化処理)を施す。上記中間熱処理及び最終熱処理はいずれも、熱処理後の線材の伸びが10%以上となるように行う。最終熱処理前に特定の条件の冷間加工を施すことで、伸びが高く、耐疲労性に優れるCu-Ag合金線が得られる。このCu-Ag合金線は、線径が0.1mm以下、引張強さが290MPa以上、伸びが10%以上、導電率が80%IACS以上である。
(もっと読む)
塑性加工用鋼材およびその製造方法、並びに塑性加工製品
【課題】皮膜中にリン酸塩を含有しなくても、代表的な潤滑皮膜であるリン酸塩・石鹸皮膜と同等またはそれ以上の塑性加工性および耐食性を発揮する潤滑皮膜を備えた塑性加工用鋼材の製造方法を提供する。
【解決手段】鋼材表面に皮膜を備えた塑性加工用鋼材の製造方法であって、酸化剤として、ハロゲン、マンガン若しくは鉄の酸素酸若しくはその塩、または鉄の錯塩を用い、下記(a)または(b)の工程を含む方法である。
(a)前記酸化剤と、石鹸とを含有する水溶液に、鋼材を浸漬する工程
(b)前記酸化剤を含有する水溶液に鋼材を浸漬した後、上記鋼材を石鹸と接触させる工程
(もっと読む)
複合導体の製造方法及び撚り線導体並びにこれを用いたケーブル
【課題】純銅と略同等の導電率を有し、純銅よりも優れた耐屈曲性を有する複合導体の製造方法及び撚り線導体並びにこれを用いたケーブルを提供する。
【解決手段】純銅または銅合金からなる心材2の外周に、AgまたはAg合金からなる被覆層を形成して被覆心材2を形成し、その被覆心材2に所定の条件でバッチ式熱処理を施して上記被覆層をCu相からなる連続相とAg相からなる分散相から構成される分散組織とした後、その熱処理が施された被覆心材2に伸線加工を施して上記被覆心材2の外層部に母相中に金属繊維が分散した繊維分散層3を形成するものである。
(もっと読む)
鋼線の製造方法
【課題】鋼線の高強度化に伴う延性劣化をより効果的に抑制して、高強度と良好な延性とを兼ね備えた鋼線を得ることができる鋼線の製造方法を提供する。
【解決手段】パーライト組織を有する高炭素鋼線材を、所定の中間線径まで伸線加工して中間線材を得る前伸線工程と、中間線材に対し、パテンティング処理およびブラスめっき処理を施して最終熱処理線材を得る最終熱処理めっき工程と、最終熱処理線材を伸線加工して鋼線を得る最終伸線工程と、を含む鋼線の製造方法である。最終伸線工程により、直径Df(mm)が0.10〜0.60であって、引張り強さZ(MPa)が下記式(1)、
Z≧2250−1450logDf (1)
で表される関係を満足する鋼線を得るにあたり、最終熱処理めっき工程後、最終伸線工程前に、最終熱処理線材を、50℃〜250℃の範囲内の一定温度にて2時間〜120時間保持する。
(もっと読む)
ブラスめっきスチールワイヤの伸線方法
【課題】30℃以下の潤滑液を用いた場合においても、延性低下の原因となる伸線処理の際のブラスめっきスチールワイヤの温度上昇を抑制できるとともに、ブラスめっきスチールワイヤやダイスの表面の極圧皮膜生成反応の低下を抑制できて、伸線性及び延性に優れたブラスめっきスチールワイヤを製造できるブラスめっきスチールワイヤの伸線方法を提供する。
【解決手段】油成分と極圧成分とを含んだ潤滑液を用いてブラスめっきスチールワイヤ17を伸線するブラスめっきスチールワイヤの伸線方法において、最終ダイス21Zが設置された下流潤滑液槽10Bと複数のダイス21が設置された上流潤滑液槽10Aとを備えた伸線装置1を用い、下流潤滑液槽10B内の潤滑液として、ZnDTP(極圧皮膜生成反応の低下を抑制する成分)を含有し、かつ、温度15℃以上30℃以下の下流潤滑液16を用いた。
(もっと読む)
塑性加工用金属材料
【課題】皮膜中にリンを含有しなくても、リンを含有する化成処理皮膜と同程度またはそれ以上の潤滑性および耐焼き付き性を有し、耐食性にも優れた潤滑皮膜を備えた塑性加工用金属材料を提供する。
【解決手段】表面に潤滑皮膜を有する塑性加工用金属材料であって、前記潤滑皮膜は、表面に潤滑皮膜を有する塑性加工用金属材料であって、前記潤滑皮膜は、50〜230℃の融点を有する皮膜密着性向上成分を0.1〜5質量%含有し、残部:水酸化カルシウムである。前記皮膜密着性向上成分は、カルボン酸の金属塩及び/又は無機化合物であることが好ましい。
(もっと読む)
高強度ワイヤロープ
【課題】低いよりべり値を有して、細く軽量で、高い破断荷重を持つ高強度ワイヤロープを提供する。
【解決手段】炭素含有量が1.01〜1.20重量%である過共析鋼にクロムを0.1〜0.3重量%添加した高炭素鋼線材を鉛パテンチングで引張強度1450〜1600N/mm2、絞り値20〜40%とし、ダイスボックス出口の線温を150℃以下のダイス伸線加工によりその直径を細径とされるとともに、矯正ローラに巻き付け、引張強度2350〜3000N/mm2でかつ捻回値20〜50回を有する素線をストランドに使用した。
(もっと読む)
金属線材の湿式伸線方法
【課題】 潤滑剤のエマルジョン径を大きくすることなく、冷却したエマルジョンタイプの潤滑剤を伸線部に供給する方法を提供する。
【解決手段】 金属線材13の湿式伸線を行う際に、伸線機10と、油成分をエマルジョン化して分散させた水系潤滑剤を供給するための潤滑剤タンク20との間に、補助タンク31内に冷却機32が配置された冷却手段30を設けて、上記伸線機10に供給される潤滑剤の温度を5℃〜30℃になるように冷却するとともに、上記潤滑剤タンク20内の潤滑剤の温度を35℃〜60℃に保持し、更に、上記潤滑剤が冷却手段30から伸線機10に至るまでに要する時間を3時間以内になるように設定し、上記潤滑剤が低温に保持される時間を短くして、長時間に亘ってエマルジョン径の小さな潤滑剤を伸線機に供給することができるようにした。
(もっと読む)
ゴム物品補強用のブラスめっき鋼線とその製造方法
【課題】ブラスめっき鋼線とゴムとの接着性を確実に向上させることのできるゴム物品補強用のブラスめっき鋼線とその製造方法を提供する。
【解決手段】本発明のゴム物品補強用のブラスめっき鋼線は、表面にブラスめっき層11を有するゴム物品補強用のブラスめっき鋼線10であって、ブラスめっき層11が、20nm以下の粒径の結晶粒により形成された非結晶質性部11aを有したことを特徴とする。また、ブラスめっき層11が、表面側の非結晶質性部11aと内側の結晶質性部11bとが積層された積層構造部分13を備え、非結晶質性部11aが20nm以下の粒径の結晶粒により形成され、結晶質性部11bが20nmを超える粒径の結晶粒により形成されたことも特徴とする。
(もっと読む)
高寸法精度管の高能率製造方法
【課題】 従来よりも格段に寸法精度の高い管を能率良く製造できる高寸法精度管の高能率製造方法を提供する。
【解決手段】 管4の内面および/または外面に潤滑被膜を形成後、管内にプラグ1を装入しフローティングさせながら、管を送ってダイス2で管の押し抜きを行う高寸法精度管の製造方法において、前記潤滑被膜は管への液体潤滑剤またはグリース状潤滑剤の噴射により湿潤に形成され、前記ダイスは次の方法A〜Cの各単独または組合せで極低温に保持される。A:ダイスに冷媒を吹き付ける。B:ダイスに内設した経路8に冷媒を通す。C:ダイスに被せた覆い9との間に冷媒を入れる。
(もっと読む)
マグネシウム合金素材
【課題】 鍛造加工といった塑性加工性に優れるマグネシウム合金素材、この素材の製造方法、この素材に鍛造加工を施したマグネシウム合金成形体を提供する。
【解決手段】 質量%でAl:0.01〜12%を含有し、残部がMg及び不純物からなるマグネシウム合金素材である。この素材は、平均結晶粒径が5μm以上20μm以下、平均結晶粒径の標準偏差が5.0μm以下である。このような素材は、アプローチ角:6°以上12°以下の伸線ダイスを用い、1パスあたりの加工度を10%以上として引き抜くことで得られる。
(もっと読む)
鋼線の伸線・熱処理方法
【課題】 伸線と熱処理の両工程を直結し、しかも多様な熱処理を可能とすることにより設備コスト、操業コストを低減する。
【解決手段】 鋼線材を伸線して鋼線とし、該鋼線を非回転垂直螺旋リングに成形し、走行するコンベア上に落下させ、コンベア直上で1リング毎走行方向左右に分配してジグザグ・リング列を形成し、該リング列を断熱隔壁により3帯から成る流動床伝熱装置を通過させて加熱又は冷却又は保持する。連続冷却変態、恒温変態とも可能になる。3帯の個別温度条件により焼鈍、焼準、パテンティング、オーステンパー、焼入焼戻し等の熱処理がなされる。更にリング列の温間収束・保持により鋼中の脱水素処理がなされ鋼材の耐遅れ破壊性を改善する。
(もっと読む)
1 - 19 / 19
[ Back to top ]