
Fターム[4E096KA04]の内容
Fターム[4E096KA04]に分類される特許
1 - 20 / 29
伸線機の釜温度測定装置及びその釜温度制御システム
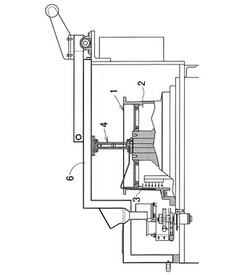
【課題】伸線機における引抜き釜の温度測定を可能にし、特に最も高温である被加工線材と引抜き釜の第一接触部近傍の温度を知ることができるようにし、さらに前記第一接触部近傍の温度を自動的に一定にすることができるようにして、品質の安定した被加工線材の生産に貢献することを課題する。
【解決手段】引抜き釜1の壁2中に温度検出手段3を備え、この温度検出手段3で検出した釜温度データの非接触伝送出力手段4を、引抜き釜1の壁2外に備えた伸線機の釜温度測定装置としている。釜温度測定装置Mからの釜温度データ、入口温度測定手段11からの釜へ供給する冷却水の入口温度データ、流量調整手段12からの釜へ供給する冷却水の流量データ、及び出口温度測定手段13からの釜から排出する冷却水の出口温度データをシーケンサー(PLC)で情報処理するようにした伸線機の釜温度制御システムとしている。
(もっと読む)
難加工性Pt合金線材およびその伸線加工方法

【課題】難加工性Pt合金線材を伸線加工するにあたり、熱間伸線加工で行うと、線材の細線化が難しくなるという問題があり、冷間伸線加工を行うと、材料内部にクラックが発生するという問題がある。
【解決手段】10〜15質量%Ru、35〜50質量%Irもしくは40〜50質量%Rhのいずれか1種を含み、残部がPtよりなることを特徴とする。
(もっと読む)
アルミニウム合金及びアルミニウム合金押出材の製造方法
【課題】高平滑な表面を形成することができるアルミニウム合金、アルミニウム合金押出材の製造方法、感光ドラム基体の製造方法、アルミニウム合金押出材、及び、感光ドラム基体を提供する。
【解決手段】アルミニウム合金は、Si:0.03〜0.6質量%、Fe:0.1〜0.7質量%、Cu:0.05〜0.20質量%、Mn:1.0〜1.5質量%、Mg:0.01〜0.1質量%、Zn:0〜0.1質量%、Ti:0〜0.1質量%を含有し、残部Al及び不可避不純物からなる組成を有し、該組成を有するアルミニウム合金製ビレットを押出加工して押出材を製造する。さらに、得られた感光ドラム基体用アルミニウム合金押出管を引抜加工或いはしごき加工して感光ドラム基体を製造する。
(もっと読む)
金属線の伸線方法
【課題】伸線後の金属線を、脆化等の防止のために適正な温度に制御することができる金属線の伸線方法を提供すること。
【解決手段】伸線ダイス4を通過させて縮径した金属線Mを、線材巻き取り用の胴部11を有する冷却ドラム3によって巻き取る工程を含む、金属線Mの伸線方法であって、冷却ドラム3を冷却する工程と、冷却ドラム3の巻き取り胴部11の温度を測定する工程と、この温度測定の結果に基づいて、冷却ドラム3による金属線Mの巻き取り速度、及び、冷却ドラムの冷却程度の少なくとも一方を制御する工程を含んでおり、冷却ドラム3の冷却を、冷却ドラム3に冷却水を供給することによって行い、冷却ドラム3の冷却程度の制御を、上記冷却水Wの温度、及び、冷却水Wの冷却ドラム3への単位時間当たりの供給量の少なくとも一方によって行う。
(もっと読む)
鋼管の拡管加工方法および拡管加工設備
【課題】従来よりも生産性を向上させ、さらに、従来よりも焼ならしのために必要なエネルギーが小さい拡管加工法および拡管加工設備を提供する。
【解決手段】先端側に向かって径が漸増するテーパ部を有するプラグを先端に備えたマンドレルの基端側から鋼管を装入し、前記テーパ部で前記鋼管を拡管加工する鋼管の拡管加工方法において、前記テーパ部を通過中の鋼管を、該鋼管の外側に配置した加熱装置により加熱し、拡管直後の鋼管を、該鋼管の外側に配置した加熱・保持装置により加熱・保持して焼ならし処理を施す。
(もっと読む)
オーステナイト系ステンレス鋼線の伸線加工方法及び装置
【課題】設備費がかからず、また、温度コントロールを安定しておこなうことができる。
【解決手段】加熱された液状の潤滑剤内に、張力が加えられたオーステナイト系ステンレス鋼母線を通して、この母線を加熱する工程と、加熱された母線を引き抜き加工する工程と、を具備するオーステナイト系ステンレス鋼線の伸線加工方法。
(もっと読む)
医療用ガイドワイヤと、その製造方法、及び医療用ガイドワイヤとマイクロカテーテル又はバルーンカテーテルとガイディングカテーテルとの組立体
【課題】金属素線を用いた芯線から成る医療用ガイドワイヤは、手元側から先端側への回転伝達性と、芯線先端部の狭窄病変内における曲がり癖の付き難さが要求され、これを解消する為、芯線の引張破断強度特性と直線性等を向上させた医療用ガイドワイヤに関する技術を開示するものである。
【解決手段】芯線の金属素線は、固溶化処理したオーステナイト系ステンレス鋼線を用いて、総減面率が90%から99.5%の強加工の伸線加工を行い、強加工伸線の前記金属素線の引張破断強度が急傾斜増大する温度域にて低温加熱処理を行い、又低温加熱処理下で捻回加工等を行うことにより、高強度の引張破断強度と高度の直線性・回転伝達性を備え、耐繰り返し曲げ疲労特性を向上させた芯線を用いて成る医療用ガイドワイヤを提供することを特徴とする。
(もっと読む)
温間伸線用ステンレス鋼線材及びその伸線方法
【課題】安価な通電加熱方式であっても安定的に加熱することができ、これにより伸線加工に要するトータルコストを大幅に低減することができる温間伸線用ステンレス鋼線材及びその伸線方法を提供すること。
【解決手段】グラファイトを含有する潤滑被膜を表面に有し、300℃における摩擦係数が0.3以下であり、且つ体積抵抗率が1×10−4Ω・m以下であることを特徴とする通電加熱による温間伸線用ステンレス鋼線材および該温間伸線用ステンレス鋼線材を通電加熱により50〜600℃に加熱してから伸線加工することを特徴とする温間伸線用ステンレス鋼線材の伸線方法。
(もっと読む)
ゴム物品補強用鋼線の製造方法並びにゴム物品補強用スチールコード及び空気入りタイヤ
【課題】高炭素鋼の線材を用いてスチールワイヤを製造する際に、最終伸線工程に工夫を加えることにより、高強度でかつ延性にも優れるスチールワイヤを得ることのできるゴム補強用鋼線の製造方法を提供する。
【解決手段】めっき処理後の高炭素鋼線に湿式伸線による最終伸線を行うゴム物品補強用鋼線の製造方法において、湿式伸線を太線の伸線機で行い、この最終伸線の中段以降で、鋼線の減面率を順次に減少させて鋼線の伸線加工時の温度上昇を抑制する。
(もっと読む)
高炭素鋼線材およびその製造方法
【課題】従来よりも高強度かつ高延性を有する鋼線を製造可能とする伸線加工用高炭素鋼線材およびその製造方法を提供する。
【解決手段】炭素を0.65〜1.00質量%含有する高炭素鋼線材10において、高炭素鋼線材10の直径をD、高炭素鋼線材10の表面から0.05D以下の部位を表層部1、表面から0.20Dを超える部位を内部2としたとき、表層部1の組織の90%以上がラメラ間隔0.10μm以上の粗ラメラパーライト組織であり、かつ、内部2の組織の95%以上がラメラ間隔0.10μm未満の微細パーライト組織または擬似パーライト組織である。
(もっと読む)
ワイヤ放電加工用電極線、その製造方法及びその電極線を用いた放電加工方法
【課題】電極線外周面に形成した銅-亜鉛拡散合金層の粒状物を芯線から剥離し難くすることによって、電極線と加工対象物間での短絡を防止して、加工速度の向上だけでなく、加工精度の低下、加工面の微細スジ・金属粉の発生を抑えた高速加工用電極線を提供する。
【解決手段】熱拡散により生成した銅―亜鉛合金層と亜鉛層を外周面に有する線材を伸線加工して、製品径まで縮小する工程で、銅-亜鉛合金層を確実に破砕して粒状物とし、その粒状物を芯線2外周面に埋め込むことによって拡散合金層3と亜鉛層4を芯線と一体化させ、芯線からの拡散合金層と亜鉛層の剥離を防止する。また、伸線加工で生じる銅―亜鉛合金層のクラックを亜鉛薄膜でも覆うために、亜鉛の展延性の良好な温度で伸線加工を行う。
(もっと読む)
半軟化温度の低い銅荒引線の製造方法、銅線の製造方法及び銅線
【課題】Sとの親和力が大きな金属を添加する必要がなく、また、原料銅に高価な無酸素銅を使用する必要がなく、銅材料の軟化温度を十分に低下させることができる、工業的に極めて有利な半軟化温度の低い銅荒引線の製造方法、銅線の製造方法及び銅線を提供すること。
【解決手段】原料銅2を溶解して得た銅の溶湯を連続鋳造圧延して銅荒引線15を製造する方法において、溶湯中に含有する酸素及び硫黄について酸素濃度を20ppm以下、硫黄濃度を6ppm以下に夫々調整し、前記により調整された銅の溶湯を1120℃以下の鋳造温度で連続鋳造し、引き続き前記により得られた鋳造バー12を850℃〜550℃の温度範囲(圧延開始温度850℃、圧延終了温度550℃)で熱間圧延する。
(もっと読む)
銅線の製造方法
【課題】冷間加工の加工度を増大でき、銅線を高強度化できる銅線の製造方法を提供する。
【解決手段】伸線ダイスを用いて銅線10を縮径する冷間加工工程(F1)を備えた銅線の製造方法において、上記冷間加工工程(F1)で形成された銅線11を複数本束ねて固相接合して銅線11を拡径する接合工程(F2)と、該接合工程(F2)で形成された銅線12を所望径まで伸線する複合線冷間加工工程(F3)とを備えたものである。
(もっと読む)
継ぎ目無しアルミニウム合金管材の製造方法
【課題】品質信頼性の高いマンドレル押出管で高寸法精度の管材を低コストで製造するととともに、肉厚1mmにて最大拡管率70〜80%、全伸び14〜15%であるポートホール管と同等以上の特性を得ることができる継ぎ目無しアルミニウム合金管材の製造方法を提供する。
【解決手段】アルミニウム合金のマンドレル押出管を、連続引抜方式により断面減少率70%以上の第1の冷間加工をし、得られた第1引抜管を溶体化処理した後、引抜による第2の冷間加工をし、その後、さらに人工時効処理する。
(もっと読む)
アルミニウム合金製引抜材
【課題】 アルミニウム合金の素材が順次、押出加工及び引抜加工されることにより製造されたアルミニウム合金製引抜材であって、高い表面性状を有する引抜材を提供する。
【解決手段】アルミニウム合金製引抜材1は、その表面に生じたオイルピットの平均深さが5μm以下である。
(もっと読む)
Ti合金線材の皮剥き方法
【課題】コイル状に巻き付けられた長尺なTi合金の線材に対する黒皮の除去を、連続して確実に且つ効率良く行なえるTi合金線材の皮剥き方法を提供する。
【解決手段】熱間線材圧延S1によって所定の線径に縮径されたTi合金線材Wの表層における酸化物からなる黒皮を、誘導加熱装置IHで加熱して温間温度領域とした後、リング状の切削刃nを有する皮剥きダイスkDに上記線材Wを通して切除する皮剥き工程S2を含む、Ti合金線材の皮剥き方法。
(もっと読む)
捻回特性に優れた鋼線材及びその製造方法
【課題】縦割れの起こりにくい鋼線材を製造し、品質の安定したスチールコードを提供する。
【解決手段】乾式伸線された鋼線材3をパテンティング処理し、めっき処理し、さらに温度25〜50℃の潤滑液2を用いた湿式伸線により伸線する。また、下記(1)式及び(2)式を満たす捻回特性に優れた鋼線材を形成する。 TN≧−0.025×A+52・・・(1) 但し、400≦A≦2080 A=(TS−TS0)/exp(ε/4)・・・(2) 但し、TN:捻回値[回]、A:加工硬化係数、ε:湿式伸線による真歪み、TS:湿式伸線後の引張強さ[MPa]、TS0:湿式伸線前の引張強さ[MPa]である。
(もっと読む)
マグネシウム合金展伸材
【課題】高強度、高靭性のバランスに優れるマグネシウム合金展伸材の製造方法、及び強度及び靭性に優れるマグネシウム合金展伸材、マグネシウム合金パイプを提供する。
【解決手段】質量%で、Ca:0.01〜5.0%、Al:0.1〜12%を含有し、残部がMg及び不純物からなり降伏強さYPが、Alの含有量をxとしたとき、YP≧(95×x−5x2)/3+180を満たし、伸びが10%以上であるマグネシウム合金展伸材である。このような高強度で高靭性のマグネシウム合金展伸材は、上記組成からなるマグネシウム合金の母材に引き抜き加工や引き抜き加工後熱処理を施すことで得ることができる。
(もっと読む)
アルミニウム管の製造方法
【課題】連続引抜により、高寸法精度と高表面品質を維持しながら効率良くアルミニウム管を製造する。
【解決手段】押出素管(W)に対してNパスの連続引抜加工を行ってアルミニウム管を製造するに際し、(N−1)パス後の引抜管(10)の最高温度部と最低温度部との表面温度差が10℃以下となるように冷却した後に、Nパス目の引抜加工を行う。冷却は、例えば(N−1)パス目の引抜加工装置(31)において、引抜用工具(1)(6)の出側に冷却装置(21)(22)を配置して引抜管(10)冷却媒体を供給することにより行う。
(もっと読む)
銅または銅合金からなる銅管
【課題】ヒートパイプに用いる銅または銅合金からなる銅管において、800℃〜1000℃での加熱による表面の結晶粒の粗大化を抑制し、ヒートパイプ表面の肌荒れや、加工時の割れを防止することができる銅または銅合金からなる銅管を提供する。
【解決手段】ヒートパイプに用いる銅または銅合金からなる銅管であって、管軸方向の引張強さが240〜330N/mm2、0.2%耐力を引張強さで割った値である降伏比が0.30〜0.99、伸びが5〜40%であることを特徴とする。また、この銅または銅合金からなる銅管において、1000℃×60分加熱後の外表面における管軸方向の平均結晶粒径が0.40mm未満であることを特徴とする。さらに、この銅または銅合金からなる銅管の内面に、管軸方向に平行、またはらせん状の溝が形成されていることを特徴とする。
(もっと読む)
1 - 20 / 29
[ Back to top ]