
Fターム[4E096KA08]の内容
Fターム[4E096KA08]に分類される特許
1 - 20 / 45
ボルト用鋼線及びボルト、並びにその製造方法
【課題】ボルト成形後の焼入れ焼戻し工程を省略した非調質ボルトであって、1200MPa以上の引張強度を有すると共に耐遅れ破壊性に優れた高強度ボルト、及び前記ボルトに用いる冷間鍛造性に優れた高強度ボルト用鋼線、ならびにこれらの製造方法を提供することを目的とする。
【解決手段】本発明は、C、Si、Mn、P、S、Cr、Al、N、Bを含有する他、Ti、V、およびNbよりなる群から選択される少なくとも1種を含有し、残部が鉄および不可避不純物からなる鋼線であり、ミクロ組織がフェライト及びパーライトの2相組織であって、パーライトラメラ間隔が250nm以下であり、且つ、パーライトの面積率が40%超、80%以下であるとともに、引張強さが1300MPa以下であることを特徴とするボルト用鋼線である。
(もっと読む)
超音波塑性加工の荷重予測方法、荷重予測システム、荷重制御システムおよび装置
【課題】超音波を工具または素材に重畳する超音波塑性加工の荷重低減量を簡便な方法で精度良く予測する方法を提供する。
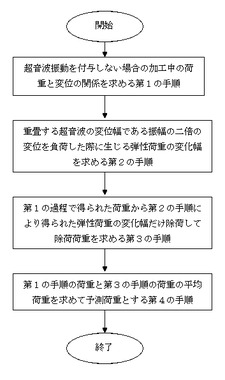
【解決手段】金属、樹脂や塑性変形性を有する材料を工具で負荷しながら、工具および/または被加工材に超音波振動を重畳して成形する超音波塑性加工において、超音波振動を付与しない場合の加工中の荷重と変位の関係を求める第1の手順と、重畳する超音波の変位幅である振幅の二倍の変位を負荷した際に生じる弾性荷重の変化幅を求める第2の手順と、第1の手順で得られた荷重から第2の手順により得られた弾性荷重の変化幅だけ除荷して除荷荷重を求める第3の手順と、第1の手順の荷重と第3の手順の荷重の平均荷重を求めて予測荷重とする第4の手順からなる。
(もっと読む)
放電加工用電極線およびその製造方法

【課題】放電加工のとき、電極線の欠片および微塵の発生が少なく、向上された面粗度と加工速度を有する放電加工用電極線とその製造方法を提供する。
【解決手段】放電加工用電極線は、銅を含む第1金属からなる芯線と、前記芯線の外面にメッキされる第2金属が前記芯線との相互拡散によって前記芯線と第2金属の境界部に形成される第1合金層と、前記第1金属が前記第2金属の方向に拡散されて前記第1合金層の外郭に形成される第2合金層を含み、特に、前記芯線、第1合金層、第2合金層を有する放電加工用電極線の表面に第2合金層のクラックを通じて下の芯線材が溶岩湧出形状に迫り上がって多数の細片粒を形成する。
(もっと読む)
鋼線、鋼線の製造方法、鋼線を用いたネジ又はボルトの製造方法、及び、鋼線を用いて製造されたネジ又はボルト
【課題】熱処理も表面処理も施すことなく硬度及び延性に優れるネジ又はボルトを鋼線を素材として用いて製造する。鋼線を加工してネジ又はボルトを製造する際に生じる加工硬化に起因して工具寿命が短くなる問題を抑制する。
【解決手段】炭素含有量が0.06質量%以下、引張強さが800〜1220MPa、絞りが70%以上、ビッカース硬さが250〜435、長手方向に垂直な断面におけるフェライト組織の平均結晶粒径が5μm以下である鋼線を素材として用い、該鋼線を加工することにより、強度区分が8.8(引張強さ800MPa、降伏荷重640MPa)〜12.9(引張強さ1220MPa、降伏荷重1100MPa)であるネジ又はボルトを製造する。前記鋼線は、炭素含有量が0.06質量%以下の鋼製線材を減面率が85〜99%に伸線及び/又は減面率が93〜99%に圧延して加工硬化させることにより製造する。
(もっと読む)
ばね用鋼線及びその製造方法、並びにばね
【課題】高強度で高靭性なばね用鋼線及びその製造方法、耐疲労性や耐へたり性に優れるばねを提供する。
【解決手段】質量%で、C:0.5%〜0.8%、Si:1.0%〜2.5%、Mn:0.20%〜1.0%、Cr:0.5%〜2.5%、V:0.05%〜0.50%を含有し、残部がFe及び不可避的不純物からなるばね用鋼線であり、400℃〜450℃×20分の低温焼鈍を施したとき、この低温焼鈍後の降伏応力が、当該低温焼鈍前と比較して300MPa以上高い。このばね用鋼線は、ばね加工前において降伏応力が低いことで加工性に優れ、ばねを容易に形成できる。また、このばね用鋼線は、ばね加工後の歪取り熱処理を想定した上記低温焼鈍後の降伏応力が高いことで、耐疲労性や耐へたり性に優れるばねが得られる。このばね用鋼線は、焼き入れ焼戻し後の線素材に特定の減面率の伸線加工を施すことで製造できる。
(もっと読む)
高強度高炭素鋼線の製造方法
【課題】鋼線の高強度化を良好な延性の下に達成する方途を与える。
【解決手段】炭素含有量が0.85〜1.00mass%の高炭素鋼線材に、所定の伸線加工量の下で前段伸線加工を施し、この前段伸線工程を経た中間線材に、引張強さを1323〜1568MPaの範囲に調整するパテンティング処理を施したのち、最終伸線を含む後段伸線加工を施す。
(もっと読む)
高強度低熱膨張合金及びその製造法並びに精密機器
【課題】 加工性が良好で、機械的強度が高く、熱膨張係数が小さい高強度低熱膨張合金、及びこれを使用した精密機器を提供することにある。
【解決手段】Ni30〜38%、Co1〜7%とMg、Ca、Sr、BaのIIa族元素のフッ素化合物のそれぞれ1%以下、合計で0.0001〜3%、及び残部Feからなる合金を、900℃以上融点未満の温度で焼鈍した後冷却し、ついで加工率60%以上の線引加工を施して所望の太さの棒又は線になすか、または、さらに当該棒又は線を70〜500℃の温度で加熱する。高強度低熱膨張合金の引張強さは1000MPa以上、-50〜100℃における熱膨張係数は(-1〜+1)×10−6℃-1である。
(もっと読む)
耐水素脆性に優れた高強度ステンレス鋼線及びそれを用いたステンレス鋼成形品
【課題】加工性に優れ、強度及び疲労等の機械的特性とともに、高圧水素環境下で使用される際の水素に対する組織的欠陥の発生・拡大を防ぎ、耐水素性に優れた硬質ステンレス鋼線、並びにこれを成形加工したステンレス鋼成形品を提供する。
【解決手段】オーステナイト系ステンレス鋼線であって、質量%で、C:0.03〜0.18、N:Cの2〜4倍(但し、上限0.3%以下)、Si:1.5以下、Mn:2.0以下、Ni:8〜15、Cr:15〜25、Mo:0.20〜3.0及びCu:0.2を超え1.0未満を含み、かつ、残部がFe及び不可避不純物で構成され、0.2%耐力(σ0.2)が1200〜1800MPa、絞り値(R0)が55〜75%、しかも該鋼線の横断面面積の1/2となる軸芯面で分離された分離片の曲率半径に基づいて求められる内部応力(σi)が0±400MPaの範囲であることを特徴とする。
(もっと読む)
金属極細線用ノンスリップ型連続伸線装置
【課題】伸線コストの低下を可能とし、メンテナンスが容易であり、かつ高速度で金属極細線を得ることのできる実用的な金属極細線用ノンスリップ型連続伸線装置の提供を課題とする。
【解決手段】金属線巻き出し装置と、張力検出手段と、伸線ユニットと、金属線巻き取り装置とがこの順で伸線ライン上に配設され、伸線ユニットはダイスと、駆動キャプスタントと、張力検出手段とをこの順で含み、かつ張力検出手段が、一端に回転可能なプーリーが設けられ、他端に磁気式ダンパを備えられた歯車が設けられた回転可能に構成されたアームと、該歯車と噛み合い回転可能に設けられた大歯車と、ホイートストンブリッジに構成した歪ゲージを搭載した固定金属板とをスプリングで結合し、前記歪みゲージからの信号を前記サーボモーターの制御信号とする制御回路を有するものである。
(もっと読む)
内面溝付管の製造装置及び製造方法
【課題】本発明では、溝加工部に備えた溝付プラグが転造ボールにより破損される前に加工中に断管が発生したと判断することができ、溝付プラグの破損を確実に防止することができる内面溝付管の製造装置及び製造方法の提供を目的とする。
【解決手段】
素管11aを抽伸して縮径させる縮径手段13と、該縮径手段13通過後の素管内面に多数の溝を形成する溝加工手段14と、該溝加工手段14の管軸方向X下流側で加工済みの内面溝付管11を抽伸する抽伸手段16とを備えた内面溝付管の製造装置10A,10B,10Cであって、前記抽伸手段16よりも管軸方向X上流側に、素管11aの抽伸に伴って管軸方向Xに生じる加工荷重に関する加工関連データを検出する加工関連データ検出手段17,45,52を備えた。
(もっと読む)
サスペンションワイヤ
【課題】ベリリウム銅を用いたサスペンションワイヤと同等の引張強さを有し且つベリリウムによる発ガン性などの危険性が無いサスペンションワイヤを提供する。
【解決手段】Cu−Ni−Si系合金(コルソン合金)の丸線(1a)に対して、伸線ダイス(135)により断面積減少率0.1%〜15%の引抜加工を加えるのと同時に引抜長1mm当たり1回転〜15回転で前記伸線ダイス(135)を回転させて直線矯正を加える。
【効果】ベリリウム銅を用いたサスペンションワイヤと同等の引張強さを有し且つベリリウムによる発ガン性などの危険性が無いサスペンションワイヤが得られる。
(もっと読む)
内面溝付管の製造方法
【課題】形状不良が発生したり管の破断が生じることもなく、安定した内面二重溝付管の加工を行うことができ、伝熱性能の優れた内面二重溝付管を製造することができる内面溝付管の製造方法を提供する。
【解決手段】素管を引抜手段により引抜方向へ引抜く引抜工程と、素管を縮径させる縮径工程と、引抜手段により素管の引抜きを補助引抜手段により補助する補助引抜工程と、溝加工手段により素管内面に溝を形成する溝加工工程とを行う内面溝付管の製造方法であって、引抜方向に作用する荷重を荷重測定手段により測定する荷重測定工程と、引抜手段と補助引抜手段の少なくともいずれか一方を制御して、荷重を周期的に変化するように制御する制御工程を行う。制御工程では引抜手段と補助引抜手段の少なくともいずれか一方の巻取周速度を制御する。制御工程では補助引抜手段の素管の押し付け力を制御する。
(もっと読む)
異径鋼管の製造方法
【課題】1パスでの芯引き加工時に金型に掛かる負荷を軽減して縮径変形加工を行わせ、軸方向で径及び板厚が異なる異径鋼管を効率的に製造する方法を提供する。
【解決手段】素管8外径よりも内径が小さい孔部を有するダイス7と、鋼管内部に挿入して板厚を制御するためのプラグ9を使用し、前方からの引抜き力による芯引き加工により1本の鋼管から大径部と小径部と前記大径部及び前記小径部を連結するテーパ部を備えた異径鋼管を製造する際、後方からの引張り力を付加して芯引き加工する。
(もっと読む)
電線導体の製造方法および電線導体
【課題】細径であっても十分な機械的強度および導電性を有し、かつ整直性にも優れる電線導体を得る。
【解決手段】直径0.01mm以上0.6mm以下の銅合金細線12を複数本、繊維束または紐11の周りに撚り合わせた後、円形圧縮加工を施す。
(もっと読む)
シーム有りフラックス入りワイヤ用帯鋼及びシーム有りフラックス入りワイヤの製造方法
【課題】フラックスの耐吸湿性を向上させることができるシーム有りフラックス入りワイヤ用帯鋼及びシーム有りフラックス入りワイヤの製造方法を提供する。
【解決手段】シーム有りフラックス入りワイヤは、帯鋼を管状に成形しつつフラックスを前記管内に封入する。前記帯鋼は、マイクロビッカース硬さが90乃至140Hv、引張強度が280乃至350N/mm2、伸びが35%以下である軟鋼からなる。また、厚さtが1.2mm以下、幅が18mm以下、t/D(D:環状成形された直後のワイヤ径)が0.2以下である。他のシーム有りフラックス入りワイヤ用帯鋼は、マイクロビッカース硬さが90乃至110Hv、引張強度が280乃至350N/mm2、伸びが35%以下である軟鋼からなる。
(もっと読む)
ローラダイス装置と絶縁コイルの製造方法及び巻き線装置
【課題】圧延素材が圧延部を通過するに伴って、圧延用周溝どうしが圧延部において溝幅方向に相対変位し難いローラダイス装置を提供する。
【解決手段】圧延用周溝17,18を外周面19,20の夫々に形成してある一対の圧延ローラ21,22と、圧延ローラ21,22を互いに平行なローラ軸芯周りで回転可能に支持する支持部とが備えられ、圧延用周溝17,18どうしがローラ径方向で互いに対向している空間が、圧延素材が通過する圧延部28に構成され、圧延ローラ21,22どうしのローラ軸芯に沿う方向での相対変位を規制可能な規制部30が、当該圧延ローラ21,22の外周面19,20に設けられている。
(もっと読む)
スチールワイヤの製造方法
【課題】安定した品質のゴム物品補強用スチールワイヤを得ることができるスチールワイヤの製造方法を提供する。
【解決手段】湿式伸線によるスチールワイヤの製造方法において、伸線前にスチールワイヤ表面に樹脂被膜層を形成する。前記樹脂被膜層の形成に用いる樹脂材料のバルクでの硬度がロックウェル硬度Mスケールで40〜90の範囲であることが好ましく、また、前記樹脂被膜層の厚みが伸線前の元スチールワイヤの線径Dに対して、D/1000以上であることが好ましく、さらに、前記樹脂被膜層は熱可塑性樹脂よりなることが好ましい。
(もっと読む)
アルミニウム合金線
【課題】高靭性及び高導電率であるアルミニウム合金、アルミニウム合金線、アルミニウム合金撚り線、被覆電線、及びワイヤーハーネス、並びにアルミニウム合金線の製造方法を提供する。
【解決手段】アルミニウム合金線は、質量%で、Mgを0.2%以上1.0%以下、Siを0.1%以上1.0%以下、Cuを0.1%以上0.5%以下含有し、残部がAl及び不純物からなり、0.8≦質量比Mg/Si≦2.7を満たす。このAl合金線は、導電率が58%IACS以上であり、かつ伸びが10%以上である。このAl合金線は、鋳造→圧延→伸線→軟化処理という工程を経て製造される。軟化処理を施すことで、伸びや耐衝撃性といった靭性に優れるため、ワイヤーハーネスを組み付ける際に端子部近傍で電線が破断することを低減することができる。
(もっと読む)
アルミニウム合金製引抜材
【課題】 アルミニウム合金の素材が順次、押出加工及び引抜加工されることにより製造されたアルミニウム合金製引抜材であって、高い表面性状を有する引抜材を提供する。
【解決手段】アルミニウム合金製引抜材1は、その表面に生じたオイルピットの平均深さが5μm以下である。
(もっと読む)
二相ステンレス鋼管の製造方法
【課題】油井管に要求される耐食性および、強度を兼ね備えた二相ステンレス鋼管を提供する。
【解決手段】質量%で、C:0.03%以下、Si:1%以下、Mn:0.1〜2%、Cr:20〜35%、Ni:3〜10%、Mo:0〜4%、W:0〜6%、Cu:0〜3%、N:0.15〜0.35%を含有し、残部がFeおよび不純物からなる二相ステンレス鋼材を、熱間加工あるいはさらに固溶化熱処理により冷間加工用素管とし、冷間引抜加工により鋼管を製造する方法において、最終の冷間引抜加工における断面減少率での加工度Rdが5〜35%の範囲内であってかつ下記(1)式を満足する条件で冷間引抜加工する。Rd(%)≧(MYS−55)/17.2−{1.2×Cr+3.0×(Mo+0.5×W)}・・・(1)但し、式中のMYSは目標降伏強度(MPa)を意味し、そして、Cr、MoおよびWはそれぞれの元素の含有量(質量%)を意味する。
(もっと読む)
1 - 20 / 45
[ Back to top ]