
Fターム[4E096KA09]の内容
Fターム[4E096KA09]の下位に属するFターム
厚み (40)
Fターム[4E096KA09]に分類される特許
1 - 20 / 123
金属管の引抜方法及び引抜装置
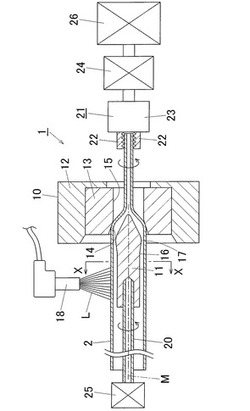
【課題】引抜時における管の内面に十分に潤滑油を付着できて焼付を防止することのできる金属管の引抜方法を提供する。
【解決手段】本発明は、金属製素管2を、外面を成形するダイス10と内面を成形するプラグ11との間に通して略水平方向に引抜いて引抜加工する金属管の引抜方法において、略水平方向に配置した金属製素管2の内面に潤滑油を付着せしめてから引抜を開始するまでの間に、金属製素管2をその略水平方向の軸線Mを回転中心として100°〜260°回転させることを特徴とする。
(もっと読む)
金属管の引抜方法及び引抜装置

【課題】引抜時における管の内面に十分に潤滑油を付着できて焼付を防止することのできる金属管の引抜方法を提供する。
【解決手段】本発明は、金属製素管2を、外面を成形するダイス10と内面を成形するプラグ11との間に通して略水平方向に引抜いて引抜加工する金属管の引抜方法において、プラグ11の表面に潤滑油Lを付着せしめてから引抜を開始するまでの間に、プラグ11をその略水平方向の軸線Mを回転中心として140°〜220°回転させることを特徴とする。
(もっと読む)
アルミニウム合金導体
【課題】十分な導電率と引張強度を有し、耐屈曲疲労特性に優れたアルミニウム合金導体を提供する。
【解決手段】Feを0.01〜1.5mass%、Mgを0.01〜1.2mass%、及びSiを0.01〜1.2mass%を含有し、残部が実質的にAlと不可避的不純物よりなる合金組成を有し、Mg2Si針状析出物の分散密度が10〜200個/μm2であり、引張強度240MPa未満、かつ、引張破断伸び10%以上を満たすアルミニウム合金線。
(もっと読む)
ビードワイヤ、ビード、空気入りタイヤ及びビードワイヤの製造方法
【課題】強度で伸線性に富むことで所望の強度を有しつつ線径の小さいビードワイヤを提供する。
【解決手段】本発明のビードワイヤは、炭素を0.75〜0.90質量%で含むスチールよりなり、線径が0.95mm以上1.26mm以下であり、強度が、この線径をD(mm)、強度をN(N)とするとき、次式N=(3400〜3500)×D−(1350〜1450)を満たす。本発明のビードワイヤは、線材に、複数のダイスにより伸線を行い、ダイスを経た後の冷却速度を100℃/10秒以上とすることにより製造することができる。
(もっと読む)
斜め巻きばね及び斜め巻きばね用線材
【課題】ばね特性及び導電性に優れる斜め巻きばね、及びばね特性及び導電性に優れる斜め巻きばねが得られる斜め巻きばね用線材を提供する。
【解決手段】斜め巻きばね2は、芯線11と、この芯線11の外周に設けられた外側層12とを具える複合線材1から構成される斜め巻きばね用線材を螺旋状に巻回して構成されている。芯線11は、オーステナイト系ステンレス鋼から構成され、外側層12は、銅や銅合金などから構成される。この芯線11と外側層12とのビッカース硬度Hvの差が350以上であり、硬度差が十分に大きい。そのため、芯線11は相対的に高硬度・高強度であり、この線材1からなる斜め巻きばね2は、高強度で非線形性に優れる。外側層12は相対的に柔らかいことから、斜め巻きばね2をコネクタ接続の接点部材に用いた場合、変形などしてコネクタ部材との接触面積を十分に確保でき、接触抵抗の低下により、斜め巻きばね2は、導電性に優れる。
(もっと読む)
湿式伸線用潤滑剤およびそれを用いて得られたスチールワイヤおよびタイヤ
【課題】従来の潤滑剤と比べて金属線材の伸線性に優れ、かつ、金属線材の延性の低下を抑制することができる湿式伸線用潤滑剤およびそれを用いて得られたスチールワイヤおよびタイヤを提供する。
【解決手段】水に、水溶性または水に分散可能なアミンと、有機酸と、界面活性剤と、極圧添加剤と、金属と、が添加されてなる湿式伸線用潤滑剤において、1金属原子当たり最大1の有機酸残基RCOO−を有し、リンが無機リン酸基中に含まれ、かつ、下記式(1)
[MnAm(RCOO)x]y(HlPO4)z (1)
(ここで、Mは金属原子、Aはアミン、Rは炭素数8〜24の炭化水素基を表し、1≦n≦2、1≦m≦4、1≦x≦2、1≦y≦3、1≦z≦3および0≦l≦2)を満足する金属錯体化合物を含有する。
(もっと読む)
マグネットワイヤ用銅線の製造方法
【課題】本発明の目的は、皮剥加工時の鋳造線材の強度を向上させることによって切削性を向上させ、厚皮剥ぎ加工を可能とするマグネットワイヤ用銅線の製造方法を提供することにある。
【解決手段】本発明は、銅溶湯を引き上げて鋳造線材を形成し、該鋳造線材をダイスを用いて皮剥ぎ加工するマグネットワイヤ用銅線の製造方法において、前記鋳造線材を冷間圧延によって伸線加工を行った後に前記皮剥ぎ加工することを特徴とするマグネットワイヤ用銅線の製造方法にある。
(もっと読む)
内面螺旋溝付管の製造方法および製造装置
【課題】寸法精度が高く、且つフィン高さの高い内面螺旋溝付管が得られるととともに、細管に対応でき、生産性に優れる内面螺旋溝付管の製造方法および製造装置を提供する。
【解決手段】内面に長さ方向に沿う複数の直線溝11aが周方向に間隔をおいて形成された管材11を、巻取りロール21にコイル状に巻取る巻取り工程と、巻取り工程を経て形成されたコイル状管材11Cをそのコイル軸線26上に沿って一定の張力を負荷しながら直管状に引き伸ばすことにより、管材11に捻りを加える引張り工程とを有する内面螺旋溝付管の製造方法。
(もっと読む)
放電加工用電極線およびその製造方法
【課題】放電加工のとき、電極線の欠片および微塵の発生が少なく、向上された面粗度と加工速度を有する放電加工用電極線とその製造方法を提供する。
【解決手段】放電加工用電極線は、銅を含む第1金属からなる芯線と、前記芯線の外面にメッキされる第2金属が前記芯線との相互拡散によって前記芯線と第2金属の境界部に形成される第1合金層と、前記第1金属が前記第2金属の方向に拡散されて前記第1合金層の外郭に形成される第2合金層を含み、特に、前記芯線、第1合金層、第2合金層を有する放電加工用電極線の表面に第2合金層のクラックを通じて下の芯線材が溶岩湧出形状に迫り上がって多数の細片粒を形成する。
(もっと読む)
金属二重管の製造方法
【課題】得られる金属二重管の外管と内管の界面に面圧を発生させ、密着性を確保できる金属二重管の製造方法を提供する。
【解決手段】加工用ダイスとしてテーパーダイス2を用いる冷間引抜きによって、外管11の内面に内管12の外面が接してなる金属二重管1を製造する方法であって、下記(1)式により算出され、テーパーダイス2のアプローチ部2aで外管11と内管12とが接触する長さL(mm)が、下記(2)式を満たす条件とし、空引きすることを特徴とする金属二重管の製造方法である。ここで、do1は冷間引抜き前の外管11外径(mm)、zは冷間引抜き前における外管11と内管12とのクリアランス(mm)、d1は冷間引抜きにより得られた金属二重管1の外径(mm)、αはテーパーダイス2のアプローチ部2aの角度(°)である。
L=(do1−d1−2z)/2sinα ・・・(1)
1.35≦1/L≦10 ・・・(2)
(もっと読む)
金属管の拡管製造方法
【課題】内面工具のみによる拡管製造では従来、製造条件決定に時間を要し、費用もかかるため、その削減、更には工業化容易性を提供する。
【解決手段】拡管加工シミュレーションにより、被加工材10先端が工具1の肩部を通過してから1.0m以上進んだ状態における被加工材形状を評価し、その形状が、外径で目標の±1%以内、肉厚で目標の±7.5%以内に収まり、且つ工具との内面隙間が1.0mm以内となるような素管形状及び工具形状を繰り返し計算で求め、これを実拡管製造条件とする。
(もっと読む)
溶射用複合ワイヤ製造装置
【課題】 製造効率の向上を図る事が出来、線径の異なる多品種のワイヤの製造に対応することが可能な溶射用複合ワイヤ製造装置の提供。
【解決手段】 平型フープ材1が巻回されたフープ材巻き出しローラ12と、平型フープ材をU字成型、片丸成型、丸型成型と順次、成型作業を行う前段ワイヤ成型手段14と、前段ワイヤ成型手段14における平型フープ材1の成型時に、粉末状の機能発現物質を平型フープ材1に供給する粉末供給手段16と、前段ワイヤ成型手段の出口側に設けられた中間巻き取りローラ18と、前段ワイヤ成型手段14によって成型されたチューブ状のワイヤを、さらに細径に成型する後段ワイヤ成型手段20と、後段ワイヤ成型手段20によって成型された溶射用複合ワイヤを巻き取る最終巻き取りローラ22とを具備している。
(もっと読む)
乾式伸線性に優れた高炭素鋼線材およびその製造方法
【課題】乾式伸線工程の生産性を著しく向上させた、優れた伸線性を有する高炭素鋼線材およびその製造方法を提供することを目的とする。
【解決手段】乾式伸線に供される特定組成の高炭素鋼線材をパーライト組織とし、このパーライト組織における、平均ノジュール径D、平均ラメラ間隔L、更に平均コロニー径Dcを特定範囲とするとともに、平均コロニー径Dcと前記平均ラメラ間隔Lとの関係も特定範囲とし、乾式伸線性を優れさせる。
(もっと読む)
鋼管の冷間引抜き方法
【課題】冷間引抜き後の偏肉を抑制し、外径精度、肉厚精度を向上させることができる鋼管の冷間引抜き方法を提供する。
【解決手段】冷間引抜きを実施する際における外径の加工度をRD(%)、厚肉側肉厚の加工度をRT(%)としたとき、下記(1)式および(2)式を満たす条件で冷間引抜きを実施する。ここで、RD=100(D0−D)/D0、RT=100(T0−T)/T0、D0またはD:冷間引抜き前または後の外径(mm)、T0またはT:冷間引抜き前または後の肉厚(mm)である。
20(%)≦RD≦35(%) ・・・(1)
5(%)≦RT≦25(%) ・・・(2)
(1)式、(2)式に加え、RT/RD≦0.5を満たす条件での引抜き加工が望ましい。
(もっと読む)
オーステナイト系合金大径管の製造方法
【課題】インゴットを穿孔して素管とする際に素管の外面に疵が形成されるのを抑制できるオーステナイト系合金からなる大径管の製造方法を提供することを目的とする。
【解決手段】質量%でCr:21〜31%およびNi:43〜60%を含有する合金からなるインゴットを熱間で穿孔する工程を含むオーステナイト系合金大径管の製造方法であって、穿孔工程の前に、インゴットを下記(1)式により算出される断面減少加工度Rが20%以上で熱間加工することを特徴とするオーステナイト系合金大径管の製造方法である。
R=(1−S2/S1)×100(%) ・・・(1)
S1:熱間加工前におけるインゴット断面積(mm2)、
S2:熱間加工後におけるインゴット断面積(mm2)
ただし、2回以上の熱間加工を行う場合は下記(2)式による。
R=R1+R2+・・・+Rn-1+Rn ・・・(2)
(もっと読む)
耐疲労性に優れた析出硬化型の準安定オーステナイト系ステンレス鋼線およびその製造方法
【課題】 高強度・高耐食製品用の素材である析出硬化型の準安定オーステナイト系ステンレス鋼線材および鋼線を提供し、従来の高強度・高耐食製品の強度と耐疲労性の両特性を大幅に改善することにある。
【解決手段】 質量%で、C:0.02〜0.15%、Si:0.1〜4.0%、Mn:0.1〜10.0%、Ni:3.0〜9.0%、Cr:130〜19.0%、Mo:0.1〜4.0%、Al:0.35〜3.0%、Ti:0.01〜0.20%、N:0.05%以下、O:0.004%以下を含有し、残部Feおよび不可避的不純物からなり、(a)式で表されるMd30値が−10〜70であり、(b)式のNg値がN含有量以上、0.10以下であり、引張強さが2000N/mm2以上であることを特徴とする耐疲労性に優れた高強度製品用の析出硬化型ステンレス鋼線およびその製造方法である。必要に応じて、V:0.05〜2.0%,Nb:0.05〜2.0%,W:0.05〜2.0%,Ta:0.05〜2.0%の内、1種類以上、Co:0.1〜4.0%,Cu:0.1以上、2.0%未満,B:0.005〜0.015%,Ca:0.0005〜0.01%,Mg:0.0005〜0.01%,REM:0.0005〜0.05%を含有する。また、300〜600℃の窒素雰囲気中で時効処理を施す。
(もっと読む)
銅ボンディングワイヤ及び銅ボンディングワイヤの製造方法
【課題】低コストであり、また、高い導電性、軟質特性、及び優れた疲労特性を有する銅ボンディングワイヤ及び銅ボンディングワイヤの製造方法を提供する。
【解決手段】銅ボンディングワイヤは、銅とTi、Mg、Zr、Nb、Ca、V、Ni、Mn、及びCrからなる群から選択された添加元素とを含み、残部が不可避的不純物である銅ボンディングワイヤであって、銅ボンディングワイヤは、加工前の結晶組織がその表面から内部に向けて50μmの深さまでの平均結晶粒サイズが20μm以下である表層を有する。
(もっと読む)
内面溝付管製造装置および内面溝付管
【課題】溝加工手段により管内面に溝を形成する際に、溝形成プラグの外周面と金属管の管内面の間に潤滑油を十分に行き渡らせることができる内面溝付管製造装置および該内面溝付管製造装置で製造される内面溝付管を提供することを目的とする。
【解決手段】内面溝付管製造装置1において縮径プラグ32と主溝形成プラグ44と芯金50とで金属管70の内部に配置されている管内部材を構成し、管内部材に、金属管70の内部の上流側から下流側へ潤滑油60を供給する貫通孔50aを設け、貫通孔50aは、縮径プラグ32の上流端と主溝形成プラグ44の下流端との間に潤滑油60を吐出する吐出口50cと、吐出口50cより上流側において潤滑油60を導入する導入口50bとを有するとともに、導入口50bと吐出口50cとの間を貫通する構成とした。
(もっと読む)
金属二重管の製造方法
【課題】得られる金属二重管の内管と外管の界面に面圧を発生させることができる金属二重管の製造方法を提供することを目的とする。
【解決手段】加工用ダイスとしてテーパーダイス2を用いる冷間引抜きによって、外管11の内面に内管12の外面が接してなる金属二重管1を製造する方法であって、内管12として、予め外面を研磨して、該外面の算術平均粗さRa(Ra1)(JIS B 0601)を2.3〜5.0μmに調整したものを用い、空引き加工をすることを特徴とする金属二重管の製造方法である。本発明は、外管11として、予め内面を研磨して、該内面の算術平均粗さRa(Ra2)が5.0μm以下であって、かつ、下記(1)式で定義するf値を6以上に調整したものを用いることができる。
f=(Ra1+1)×(Ra2+1) ・・・(1)
(もっと読む)
医療用ガイドワイヤと、その製造方法、及び医療用ガイドワイヤとマイクロカテーテル又はバルーンカテーテルとガイディングカテーテルとの組立体
【課題】金属素線を用いた芯線から成る医療用ガイドワイヤは、手元側から先端側への回転伝達性と、芯線先端部の狭窄病変内における曲がり癖の付き難さが要求され、これを解消する為、芯線の引張破断強度特性と直線性等を向上させた医療用ガイドワイヤに関する技術を開示するものである。
【解決手段】芯線の金属素線は、固溶化処理したオーステナイト系ステンレス鋼線を用いて、総減面率が90%から99.5%の強加工の伸線加工を行い、強加工伸線の前記金属素線の引張破断強度が急傾斜増大する温度域にて低温加熱処理を行い、又低温加熱処理下で捻回加工等を行うことにより、高強度の引張破断強度と高度の直線性・回転伝達性を備え、耐繰り返し曲げ疲労特性を向上させた芯線を用いて成る医療用ガイドワイヤを提供することを特徴とする。
(もっと読む)
1 - 20 / 123
[ Back to top ]