
Fターム[4F035BB12]の内容
噴霧制御装置 (2,732) | 放出制御用検出装置 (234) | 対象物又はその周囲の状態を検出するもの (168) | 速度、停止の検出 (9)
Fターム[4F035BB12]に分類される特許
1 - 9 / 9
塗布装置
【課題】所望量の塗布剤を吐出可能な塗布装置及びそれを用いた塗布剤の塗布方法を提供する。
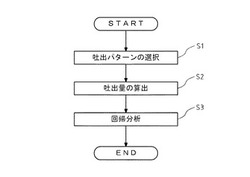
【解決手段】離型剤を所定の吐出パターンで対象物に塗布する塗布装置であって、離型剤を対象物に塗布する前に、作業者が対象物に応じて吐出パターンを選択し(ステップS1)、選択吐出パターンの1サイクルあたりの離型剤の吐出量を、流量計によって所定のインバータの出力周波数ごとに算出し(ステップS2)、算出された離型剤の吐出量と、当該吐出量に対するインバータの出力周波数とに基づいて、インバータの出力周波数に対する選択吐出パターンの1サイクルあたりの離型剤の吐出量を示す回帰式を作成し、作成された回帰式より、選択吐出パターンの1サイクルあたりに必要な離型剤の吐出量に対するインバータの出力周波数を算出する(ステップS3)、初期作業が行われる。
(もっと読む)
流体吐出装置

【課題】補正値に係るコントローラの演算負荷を軽減し、また、補正値の演算に供する補正用データの作成の手間を大幅に軽減する。
【解決手段】吸収性物品に係る連続シート部材の幅方向に並んで配置された複数の吐出口から、搬送方向に連続して搬送される前記連続シート部材に向けて流体を吐出する流体吐出装置である。前記吐出口に対応して設けられ、開閉動作によって前記吐出口から前記流体を間欠的に吐出する複数のバルブと、前記連続シート部材の搬送量に連動させて、前記バルブ毎に前記開閉動作を制御するコントローラと、を有する。前記コントローラは、前記搬送量を示す値で規定された共通の補正値を、前記連続シート部材の搬送速度に基づいて演算する。前記コントローラは、前記複数のバルブのうちの少なくとも幾つかのバルブの開閉動作を、前記幾つかのバルブが行うべき規定の開閉動作のタイミングから、前記共通の補正値に基づいてずらす。
(もっと読む)
塗装システム
【課題】車体本体に対して揺動可能に連結されたドア等を容易に開状態とすることが可能であり、しかも、作業効率に優れる塗装システムを提供する。
【解決手段】塗装システム10は、塗装ロボット14a〜14dと、オープナーロボット16とを有する。塗装ロボット14a〜14dは、壁24、26に敷設された第1案内レール28に変位自在に係合された走行台車32を介して設けられ、一方、オープナーロボット16は、壁26に敷設された第2案内レール30に変位自在に係合された走行台車34を介して設けられる。このため、塗装ロボット14a〜14dとオープナーロボット16との間には、高低差が存在する。また、オープナーロボット16のアーム部40の先端には、柱状部の先端から互いに逆方向に分岐して延在する第1爪部及び第2爪部を有する略逆T字形状のフック48が設けられる。
(もっと読む)
塗装膜厚予測方法、その装置及びプログラム
【課題】塗装対象面の三次元形状に起因する塗装膜の膜厚の変動を考慮した膜厚の予測を簡易に実現する。
【解決手段】
本発明は、搬送流体を使用して塗料粒子として塗料を噴霧する塗装装置を用いて塗装される塗装対象面における塗装の膜厚を予測する膜厚予測装置200を提供する。この膜厚予測装置200は、搬送流体を模擬する搬送流体モデルと、塗料粒子を模擬する塗料粒子モデルとを有し、搬送流体モデルと塗料粒子モデルと空間メッシュとを用いて塗装対象面における膜厚を予測する予測計算部230を備える。予測計算部230が、空間メッシュの入力領域における塗料粒子の状態量の実測値である粒子状態実測値と、入力領域における搬送流体の状態量の実測値である流体状態実測値とを入力領域のメッシュに入力して、空間メッシュの出力領域のメッシュに予測された膜厚を出力する。
(もっと読む)
流体噴射装置、流体噴射手術器具及び流体噴射方法
【課題】流体の噴射を適切に行うことが可能な流体噴射装置、流体噴射手術器具及び流体噴射方法を提供する。
【解決手段】流体噴射装置1は、加圧した流体を流す流路201及び流路201に連通する流体噴射口212を有する流路管200と、流路201に流体を供給する流体供給手段20,100と、流体供給手段20,100による流体の供給を制御する制御手段30と、流路管200の姿勢を検出し、検出した流路管200の姿勢に応じた信号を制御手段30に入力する姿勢検出手段120と、を備える。そして、制御手段30は、姿勢検出手段120から入力された信号に応じて流体供給手段20,100による流体の供給を制御する。
(もっと読む)
フラックス塗布装置
【課題】フラックス塗布対象物の単位面積当りに希望するフラックス量を正確に塗布できるフラックス塗布装置を提供する。
【解決手段】入力手段21は、基板Wの単位面積当りに必要なフラックス量、基板Wの搬送速度、および基板Wの幅方向の大きさの、各条件データを入力する。これらの各データから、ノズル17が必要とするフラックス流量を演算してポンプ25を制御する。基板Wの幅方向の大きさは、幅測定部23により自動的に測定して入力する。幅測定部23は、一方のセンサ31によるノズル検知でパルス数の計数を開始し、他方のセンサ32によるノズル検知でパルス数の計数を終了し、演算制御部24にて、予め入力されているノズル往復動用モータ18の1パルス作動時のノズル移動距離に、計数されたパルス数を乗ずることにより、センサ31,32間の距離を計測でき、基板Wの幅方向の大きさを正確に自動測定できる。
(もっと読む)
缶コーティングのための制御システム
缶コーティング機制御システムが、所定位置の缶、真空圧力、所定位置のガン、所定位置のガード、および速度条件などの複数のモニタされた条件に基づいて継続/中止信号として機能するコーティング制御信号を含む。スプレーガン内のコーティング材料の現場での圧力調節が、場合によって材料温度の制御と共に供給される。現場での圧力調節は速度およびガンの吹き付け持続時間から導き出されるラップ数に基づいた、場合によって行われる吹き付け重量の制御を可能にする。CAN対CANネットワーク・バッファが一次ネットワーク分離と同様に供給される。特定のガン駆動信号を選択するため、および実際の吹き付け持続時間のリアルタイムのフィードバックに基づいてガン駆動信号を調節するためにガン制御回路が使用されてもよい。  (もっと読む)
(もっと読む)
板材の塗装装置
【課題】 均一な塗膜で、生産性高く、板材の一部の区域に塗装する板材の塗装装置を提供する。
【解決手段】 板材1を搬送する搬送ライン2。搬送される板材1を検知するセンサー3。センサー3より搬送ラインの前方に配置され塗料4をスプレー塗布するスプレーガン5。センサー3で板材1が検知されてからスプレーガン5の塗布位置に板材1の所定箇所が達する時間後にスプレーガン5の塗布を開始させると共に、スプレーガン5の塗布開始から所定時間後にスプレーガン5の塗布を停止させるように、スプレーガン5の作動を制御する制御手段6。これらを備えて塗装装置を形成する。板材1をセンサー3で検知してから、所定の時間後にスプレーガン5の塗布を開始すると共に、所定の時間後にスプレーガン5の塗布を停止することによって、搬送ライン2で板材1を一方向に送る間に、板材1の所定の区域に塗装することができる。
(もっと読む)
塗布ロボット
【課題】 部品の表面あるいは裏面に塗料、接着剤あるいはシール剤を塗布する塗布ロボットを提供する。
【解決手段】 モータにより駆動されて塗布剤の瞬時吐出量を制御する塗布装置5をロボット先端に取付けるとともに、塗布開始ポイントから塗布終了ポイントまでのロボット先端の速度パターンに沿って塗布剤の瞬時吐出量を制御するように構成する一方、塗布装置5の高さ位置のオフセット量を記憶しておき、塗布装置5の先端と塗布剤の上面との間隔が所定間隔となるように塗布装置5の高さ位置を補正するように構成されている。そのため、ロボットの速度が変わったり、塗布剤の最大瞬間吐出量が変わって、塗布剤の高さが変わっても、塗布剤の塗布状態を常にきれいに保持できる。
(もっと読む)
1 - 9 / 9
[ Back to top ]