
Fターム[4F072AA08]の内容
強化プラスチック材料 (49,419) | 材料の全体的特徴 (6,023) | マトリックス (2,909) | 熱可塑性樹脂 (997)
Fターム[4F072AA08]に分類される特許
41 - 60 / 997
繊維強化基材
【課題】熱可塑性樹脂をマトリクスとした繊維強化複合材料であり、面内方向において特定の方向に配向しておらず等方性であり、かつハンドリング性、賦型性に優れた炭素繊維樹脂複合基材を提供する。
【解決手段】繊維長5mm以上100mm以下の炭素繊維と熱可塑性樹脂とから構成され、炭素繊維が熱可塑性樹脂によって溶着された面状体であり、空孔率が70%以上99%未満であり、熱可塑性樹脂の存在量が、炭素繊維100重量部に対し、3〜1000重量部である複合基材。
(もっと読む)
繊維強化基材
【課題】面内方向において等方性であり、かつハンドリング性、賦型性に優れた炭素繊維樹脂複合基材を提供する。
【解決手段】繊維長5mm以上100mm以下の炭素繊維6と熱可塑性樹脂とから構成され、炭素繊維が熱可塑性樹脂によって溶着された面状体であり、空孔率が5%以上70%未満であり、熱可塑性樹脂の存在量が、炭素繊維100重量部に対し、50〜1000重量部である複合基材。
(もっと読む)
ランダムマット基材からの成形体の製造方法

【課題】強化繊維と熱可塑性樹脂を含んでなる、寸法安定性、外観、成形性に優れた成形体の製造方法を提供する。
【解決手段】平均繊維長5〜100mmの強化繊維と熱可塑性樹脂を含み、強化繊維の目付が25〜3000g/m2であるランダムマット基材を、以下の工程1および工程2を含んで、工程3により成形する成形体の製造方法であって、下記(1)で定義される臨界単糸数以上で構成される強化繊維束(A)の強化繊維全量に対する割合が20Vol%以上99Vol%以下であり、工程2における搬送に要する時間を15秒以下とする成形体の製造方法。工程1.基材を、熱可塑性樹脂樹の軟化温度以上に加熱する工程、工程2.加熱した基材を金型内に搬送する工程、工程3.金型温度を熱可塑性樹脂の軟化温度未満に調節し、基材を成形する工程。臨界単糸数=600/D(1)(ここでDは強化繊維の平均繊維径(μm)である)
(もっと読む)
炭素長繊維強化ポリプロピレン成形品
【課題】曲げ強度や耐熱変形性の高い構造材用プリプレグ成形品を得る。
【解決手段】
炭素長繊維を40〜75質量%含有し、示差走査熱量計のヒートフロー曲線が150℃〜170℃の間に2つ以上の吸熱ピークもつポリプロピレンを25〜60質量%含有する炭素長繊維強化ポリプロピレンを成形してなることを特徴とする炭素長繊維強化ポリプロピレン成形品。
(もっと読む)
炭素繊維複合材料及びその製造方法並びに義肢補綴装置用ライナー
【課題】
カーボンナノファイバーを用いた炭素繊維複合材料及びその製造方法並びに義肢補綴用ライナーを提供する。
【解決手段】
本発明にかかる炭素繊維複合材料の製造方法は、工程(a)と、工程(b)と、工程(c)と、を含む。工程(a)は、シリコーンゴムに平均直径が0.4nm〜230nmのカーボンナノファイバーを混練して第1の混合物を得る工程である。工程(b)は、第1の混合物をロール間隔が0.1mm以下のオープンロールで3分〜10分間混練して第2の混合物を得る工程である。工程(c)は、第2の混合物をロール間隔が0.5mm以下のオープンロールで薄通しを行って炭素繊維複合材料を得る工程である。
(もっと読む)
有機繊維ランダムマット及びこれを用いた繊維複合材料
【課題】特に耐衝撃性が求められる用途および部材に好適な繊維複合材料を提供する。
【解決手段】繊維長5〜300mmの有機強化繊維と、マトリクス樹脂となる熱可塑性樹脂とを含み、有機強化繊維は、目付けが25〜3000g/m2であり、繊度100〜10000dtexの有機強化繊維束(A)と繊度100dtex未満の有機強化繊維(B)とから構成され、該有機強化繊維束(A)の有機強化繊維全量に対する割合が25Vol%以上90Vol%未満であるランダムマット。
(もっと読む)
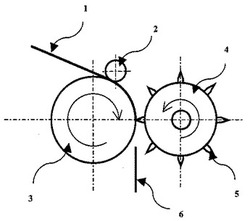
熱可塑性複合材料形成用等方性ランダムマットの製造方法
【課題】強化繊維と熱可塑性樹脂からなる複合材料用の等方性ランダムマットを効率的に製造する方法を提供する。
【解決手段】複数の強化繊維からなるストランドYを長手方向に沿って連続的にスリットして複数の細幅ストランドにした状態で、切断・解繊装置14にて平均繊維長3〜100mmに連続的にカットし、カットした強化繊維束に気体を吹付けて開繊させ、これを熱可塑性樹脂供給部15からの粉粒体状又は短繊維状の熱可塑性樹脂とともに、通気性支持体16上に散布し堆積・定着させることにより、上記強化繊維と上記熱可塑性樹脂とが混在する等方性ランダムマットMを形成する。このランダムマットMを加熱加圧することにより、薄肉で物性の良好な熱可塑性複合材料となる。
(もっと読む)
シリカ微粒子保持ガラス繊維織物及び繊維強化樹脂成形体
【課題】良好な平滑性を有すると共に、樹脂含浸性に優れたガラス繊維織物を提供する。
【解決手段】ガラス繊維織物のガラスフィラメント表面にシリカ微粒子が融着されてシリカ微粒子を保持するシリカ微粒子保持ガラス繊維織物。
(もっと読む)
半芳香族ポリアミド樹脂組成物ペレットおよびそれを成形してなる成形体
【課題】高い耐熱性に加えて、機械的特性を向上させた半芳香族ポリアミド樹脂組成物を提供する。
【解決手段】テレフタル酸成分と炭素数8〜12の直鎖脂肪族ジアミン成分とからなる半芳香族ポリアミド100質量部および繊維状強化材5〜300質量部を含有する半芳香族ポリアミド樹脂組成物ペレットであって、前記繊維状強化材が無機繊維であるか、融点または分解温度のいずれか低い方が前記半芳香族ポリアミドの融点を超える有機繊維であり、前記繊維状強化材の長さと前記半芳香族ポリアミド樹脂組成物ペレットの長さが実質的に等しく、前記繊維状強化材の表面における半芳香族ポリアミドによる被覆率が50%以上である半芳香族ポリアミド樹脂組成物ペレット。
(もっと読む)
ナイロンポリマー複合材料
【課題】水分吸収率が十分に低く、変形の発生を実質的に防ぐことができ、反りが少なく、同時に耐衝撃性が向上した、ナイロン系樹脂複合材料の提供。
【解決手段】ナイロン系樹脂複合材料は、100重量部の基礎樹脂と、1〜30重量部の耐衝撃性改良材とを含み、前記基礎樹脂は、主鎖にベンゼン環を含む変性ナイロン系熱可塑性樹脂20〜80重量%と、断面アスペクト比が1.5以上である板状の補強繊維20〜80重量%とからなる。
(もっと読む)
ポリカーボネート樹脂組成物およびその製造方法
【課題】優れた剛性(曲げ強度)および耐衝撃強度を有するポリカーボネート樹脂組成物およびその製造方法を開示する。
【解決手段】本発明の一側面によれば、25,000g/mol以下の重量平均分子量を有する第1のポリカーボネート樹脂(A)、5〜30mmの長さの長繊維充填剤(B)、25,000g/molより大きい重量平均分子量を有する第2のポリカーボネート樹脂(C)、並びにゴム変性スチレン系グラフト共重合体樹脂およびスチレン系共重合体樹脂(C')のいずれか一つの合計100重量部を基準として、前記長繊維充填剤を1〜70重量部含むポリカーボネート樹脂組成物およびその製造方法を提供する。本発明のポリカーボネート樹脂組成物は、高い剛性および衝撃強度を示すので、このような特性が要求されるモバイル製品、電子部品などの多様な成形品の製造に有用に使用される。
(もっと読む)
透明複合基板の製造方法、透明複合基板および表示素子基板
【課題】異物の発生や付着の少ない透明複合基板およびかかる透明複合基板を効率よく製造し得る製造方法、および前記透明複合基板を備えた信頼性の高い表示素子基板を提供すること。
【解決手段】本発明の透明複合基板の製造方法は、ガラスクロス2と、ガラスクロス2に含浸した樹脂材料3と、を有する透明複合基板1の製造方法であって、ガラスクロス2に樹脂ワニス30を含浸させ、含浸体101を得る工程と、含浸体101の両面にシート状の支持部材71を重ねた後、含浸体101の外縁部12を除く部分(中央部13)に紫外線を照射して未硬化の樹脂ワニス30を硬化させ、仮硬化体102を得る工程と、仮硬化体102を支持部材71から剥離する工程と、仮硬化体102の外縁部に紫外線を照射して未硬化の樹脂ワニス30を硬化させ、本硬化体(透明複合基板)を得る工程と、を有する。
(もっと読む)
天然繊維強化樹脂ストランドの製造方法及び製造装置
【課題】射出成形用天然繊維強化樹脂のストランド、ペレットの製造に際し、繊維間に樹脂を十分に含浸させて強度を高められる簡易な製造装置を提供する。
【解決手段】天然繊維の撚糸束を予熱パイプ4内に通過させて被覆される樹脂の溶融温度近くまで予熱し、クロスヘッドダイ1を通過させて予熱された撚糸束に溶融樹脂を被覆し、筒状ヒーター5内に軸方向に複数本のピンが梯子状に配設された樹脂含浸部Cを撚糸束が樹脂の溶融温度近くの温度に保持されて通過する際に、ピンにジグザグ状に掛けわたされて進み、ピン上下で摺擦されることにより撚糸束の繊維間に樹脂が十分に含浸される。撚糸束が予熱パイプ4内で樹脂の溶融温度近くまで予熱されることにより撚糸束への樹脂被覆が良好になされる。
(もっと読む)
樹脂組成物、樹脂ワニス、プリプレグ、金属張積層板、及びプリント配線板
【課題】ポリアリーレンエーテル共重合体の有する優れた誘電特性を有し、硬化物の耐熱性に優れ、プリプレグを製造する際に用いた場合、外観不良の発生を充分に抑制することができる樹脂組成物を提供することを目的とする。
【解決手段】25℃の塩化メチレン中で測定した固有粘度が0.03〜0.12dl/gであって、分子末端にフェノール性水酸基を1分子当たり平均1.5〜3個有するポリアリーレンエーテル共重合体(A)と、1分子中に2個以上のエポキシ基を有するエポキシ樹脂(B)と、硬化促進剤(C)と、消泡剤(D)とを含み、前記ポリアリーレンエーテル共重合体(A)の含有率が、60〜85質量%であることを特徴とする樹脂組成物である。
(もっと読む)
樹脂含浸不織布
【課題】高周波ウェルダーでの溶着が可能で、硬さが改善され、しかも、エンボスの模様がきれいに出る樹脂含浸不織布を提供する。
【解決手段】ポリエチレンテレフタレート製の長繊維不織布にエチレンユニットと酢酸ビニルユニットとを含む樹脂が含浸されてなる樹脂含浸不織布である。
(もっと読む)
炭素繊維集束剤、炭素繊維及び成形材料
【課題】本発明が解決しようとする課題は、炭素繊維の毛羽立ちや糸切れ等といわれる現象を引き起こすことのないレベルの優れた集束性を備えた炭素繊維集束剤を提供することである。
【解決手段】本発明は、炭素原子数1〜4のアルキル基を有する(メタ)アクリル酸アルキルエステル(a1)と、重合性不飽和二重結合含有(無水)カルボン酸(a2)と、ポリオレフィン樹脂(a3)とを反応して得られる、酸価が100〜300であり、重量平均分子量が30000〜150000である変性ポリオレフィン樹脂(A)を含むことを特徴とする炭素繊維集束剤に関するものである。
(もっと読む)
高熱伝導性粘着テープ基材用二軸延伸熱可塑性樹脂フィルムおよびそれからなる高熱伝導性粘着テープ
【課題】粘着テープとして使用する際に粘着層を介して高い接着性と高熱伝導性を発現できる高熱伝導性粘着テープ基材用二軸延伸熱可塑性樹脂フィルムおよびそれからなる高熱伝導性粘着テープを提供する。
【解決手段】繊維状炭素材料を含む二軸延伸熱可塑性樹脂フィルムにおいて、該繊維状炭素材料の平均繊維径が0.05〜5μm、平均アスペクト比が15以上であり、該繊維状炭素材料の含有量が1重量%を超えて20重量%以下であり、フィルムの中心線平均粗さRaが4nm以上100nm以下であって、フィルム厚み方向の熱伝導率が0.28W/(m・K)以上である高熱伝導性粘着テープ基材用二軸延伸熱可塑性樹脂フィルム。
(もっと読む)
複合成形体およびその製造方法
【課題】成形品に反りが発生することを抑制して容易に成形品の優れた外観を得ることができ、さらには予備成形体とインサート成形する樹脂との接着性にも優れ、しかも、成形性、生産性にも優れた複合成形体の製造方法およびその方法により製造された複合成形体を提供する。
【解決手段】予め成形した繊維強化樹脂Aを予備成形体として型内に配置し、該型内の前記繊維強化樹脂A周りに溶融した樹脂Bを供給して前記繊維強化樹脂Aをインサート成形するに際し、繊維強化樹脂Aの表面の一部に、樹脂Bと同一樹脂からなる樹脂体を予め接合して樹脂体一体化予備成形体を形成し、該樹脂体一体化予備成形体を型内に配置して、樹脂Bによるインサート成形を行うことを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
積層体及びその製造方法
【課題】金属層除去後の吸湿はんだ試験における絶縁基材間の剥離が抑制された積層体と、その製造方法の提供。
【解決手段】絶縁基材11、12、13及び14の表面を粗面化し、粗面化された表面同士を向かい合わせて、絶縁基材11、12、13及び14を重ねて加熱プレスし、絶縁基材11の表面に金属層15を、絶縁基材14の表面に金属層16をそれぞれ設けて、積層体1とする。金属層15及び16のいずれか一方は設けなくてもよい。
(もっと読む)
透明複合シート
【課題】光学異方性が小さい透明複合シートを提供する。
【解決手段】透明複合シートは、硬化性組成物を硬化させた硬化物と、該硬化物中に埋め込まれたガラス繊維とを有する。上記硬化性組成物は、正の屈折率異方性を有する高分子を形成する第1の単量体と、負の屈折率異方性を有する高分子を形成する第2の単量体とを含み、波長589nmにおける前記硬化物の屈折率と波長589nmにおける前記ガラス繊維の屈折率との差が0.01以下、ガラス繊維に沿って前記高分子が一軸配向した透明複合シートの、波長550nmにおける面内位相差が5nm以下である。
(もっと読む)
41 - 60 / 997
[ Back to top ]