
Fターム[4F072AB09]の内容
強化プラスチック材料 (49,419) | 繊維状物質一般 (9,726) | 繊維状物質の材質 (5,762) | 無機繊維(←アスベスト) (3,619) | ガラス繊維 (1,832)
Fターム[4F072AB09]に分類される特許
41 - 60 / 1,832
無機強化ポリエステル樹脂組成物及びそれからなる成形品
【課題】 低分子量のポリエステルを反応性化合物にて、加水分解発生の原因となる末端カルボン酸を効率よく封鎖し、流動性が高く、低圧での射出成形が可能であり、更に機械特性・長期耐久性、生産性向上という特徴を兼ね備えた無機強化ポリエステル樹脂組成物を提供する。
【解決手段】 (1)ポリエステル、(2)無変性ポリオレフィン、(3)無機粒子状充填剤、(4)無機補強繊維及び(5)反応性化合物を、質量比で(1)/(2)/(3)/(4)/(5)=100/5〜15/0.3〜3/1〜50/0.5〜3の割合で含有し、(1)ポリエステルが還元粘度0.40dl/g以上0.65dl/g以下のポリブチレンテレフタレートであり、(5)反応性化合物がポリカルボジイミドであることを特徴とする無機強化ポリエステル樹脂組成物。
(もっと読む)
プリプレグの製造方法及びプリプレグの製造装置
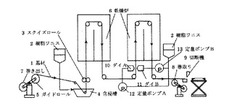
【課題】平坦で含浸性に優れたプリプレグの製造方法等を提供する。
【解決手段】繊維布からなる基材を、溶剤又は樹脂ワニスを収容した含浸槽に浸漬し、含浸槽上空に設置された2本のスクイズロール又はカットバーの間を通過、乾燥後、基材搬送路の両側に対向して配置した一対のダイにより、樹脂ワニスを両面に塗布し、乾燥することを特徴とするプリプレグの製造方法等である。
(もっと読む)
繊維強化ポリプロピレン系樹脂組成物及びその成形体
【課題】 低収縮で、シボ転写性、耐傷付性、成形外観性が良好であり、発泡させることなく成形体表面の触感が滑らかで且つソフトであり、さらに高剛性・高衝撃強度・高耐熱性である繊維強化ポリプロピレン系樹脂組成物、その製造方法及び成形体の提供。
【解決手段】 メタロセン系触媒を用いて逐次重合するなどの4条件を満たすプロピレン−エチレンブロック共重合体、特定の繊維及び必要に応じ特定の変性ポリオレフィン、MFRなどの2条件を満たす熱可塑性エラストマー、特定のプロピレン系重合体樹脂、特定の脂肪酸アミドを含有した繊維強化ポリプロピレン系樹脂組成物などによる。
(もっと読む)
繊維強化熱可塑性樹脂成形品の製造方法、該製造方法で使用される金型、該製造方法で製造される成形品

【課題】連続繊維強化熱可塑性樹脂層と、不連続繊維強化熱可塑性樹脂層とが積層したシート材料を金型でプレス成形した際に、金型を問題なく開くことができ、バリの発生も抑制できる繊維強化熱可塑性樹脂成形品の製造方法と、該製造方法で使用される金型と、該製造方法で製造される成形品との提供。
【解決手段】連続繊維強化熱可塑性樹脂層の少なくとも片面の一部に、不連続繊維強化熱可塑性樹脂層が積層したシート材料をプレス成形し、繊維強化熱可塑性樹脂成形品を製造するための金型として、キャビティの外周縁には、上金型21と下金型22とを閉めた時に不連続繊維強化熱可塑性樹脂層のキャビティ外への流出を防止する枠状の堰部30が、連続繊維強化熱可塑性樹脂層をキャビティ外へと延出させる隙間Cを形成しつつ設けられている金型を用いる。
(もっと読む)
熱硬化性樹脂組成物、並びにこれを用いたプリプレグ、積層板及び多層プリント配線板
【課題】良好な樹脂硬化性、すなわちプリプレグ積層時に、高温かつ長時間の処理を必要とせず、且つワニスやプリプレグの硬化性や保存安定性が良好であり、耐薬品性、耐熱性、接着性に優れる樹脂組成物、及びこれを用いたプリプレグ、積層板、多層プリント配線板を提供する。
【解決手段】1分子中に少なくとも2個のN−置換マレイミド基を有するマレイミド化合物(a)と、1分子中に少なくとも2個の1級アミノ基を有するアミン化合物(b)を有機溶媒中で反応させて製造される不飽和マレイミド基を有する樹脂組成物(A)、熱硬化性樹脂(B)及び、イソシアネートマスクイミダゾールやエポキシマスクイミダゾールなどの変性イミダゾール化合物(C)を含有する熱硬化性樹脂組成物を使用する。
(もっと読む)
炭素繊維強化樹脂組成物およびその成形品
【課題】炭素繊維強化により、優れた機械的特性、外観・意匠性を有する成形品を得ることのできる炭素繊維強化樹脂組成物を提供すること。
【解決手段】
(A)熱可塑性ポリアミド樹脂100重量部に対して、(B)炭素繊維10〜300重量部を配合してなる炭素繊維強化樹脂組成物であって、示差走査熱量計(DSC)を用いた熱分析により得られる(A)熱可塑性ポリアミド樹脂の融点(Tm)と降温結晶化の発熱ピーク温度(Tc)との差が0℃以上50℃以下であることを特徴とする炭素繊維強化樹脂組成物。
(もっと読む)
プリプレグ、基板および半導体装置
【課題】薄膜化に対応することが可能であり、かつプリプレグの両面に異なる用途、機能、性能または特性等を付与することができるプリプレグ、及び上記プリプレグを有する基板および半導体装置を提供する。
【解決手段】プリプレグ10は、シート状基材1のコア層11と、前記コア層の一方面側に形成される第1樹脂層2および他方面側に形成される第2樹脂層3とを有し、第1樹脂層上に導体層を形成して使用されるプリプレグであって、前記第1樹脂層を構成する第1樹脂組成物と、前記第2樹脂層を構成する第2樹脂組成物が異なることを特徴とする。また、基板は、上記に記載のプリプレグを積層して得られることを特徴とする。また、半導体装置は、上記に記載の基板を有することを特徴とする。
(もっと読む)
織物基材及び繊維強化複合材料
【課題】強化繊維のクリンプが無く、しかも形態保持性及び賦形性が良く繊維強化複合材料の強化繊維基材に適した織物基材を提供する。
【解決手段】織物基材10は、繊維束からなり互いに平行に配列された複数の強化繊維用経糸11と、繊維束からなり互いに平行にかつ強化繊維用経糸11と交差する方向に配列された複数の強化繊維用緯糸12とを備えている。強化繊維用緯糸12より細い糸条からなり、強化繊維用緯糸12と同方向に延びる補助緯糸13は、強化繊維用経糸11に対して強化繊維用緯糸12の反対側に配列されている。強化繊維用経糸11より細い糸条からなる補助経糸14a,14bは、強化繊維用経糸11と同方向に延びかつ強化繊維用経糸11同士の間に配列され、強化繊維用緯糸12に係合した状態での折り返し及び補助緯糸13に係合した状態での折り返しが混在した状態で配列されている。
(もっと読む)
均一な厚みを有する薄肉成形体およびその製造方法
【課題】強化繊維と熱可塑性樹脂とを含む繊維強化複合材料から構成され、表面が平滑であり、均一な厚さを有する薄肉成形体およびその製造方法を提供する。
【解決手段】平均繊維長が5mm以上100mm以下の強化繊維と熱可塑性樹脂とを含む繊維強化複合材料から構成される薄肉成形体であって、
強化繊維体積含有率(Vf=100×強化繊維の体積/(強化繊維の体積+熱可塑性樹脂の体積))が5〜80%であり、
1.5mm以下の均一な厚みを有し、
下記式(1)
臨界単糸数=600/D (1)
(ここでDは強化繊維の平均繊維径(μm)である)
で定義される臨界単糸数以上で構成される強化繊維束(A)について、強化繊維全量に対する割合が20Vol%以上99Vol%以下であることを特徴とする薄肉成形体。
(もっと読む)
表面が平滑で均一な厚みを有する成形体およびその製造方法
【課題】強化繊維と熱可塑性樹脂とを含む繊維強化複合材料から構成され、表面が平滑であり、均一な厚さを有する成形体およびその製造方法を提供する。
【解決手段】平均繊維長が5mm以上100mm以下の強化繊維と熱可塑性樹脂とを含む繊維強化複合材料から構成される成形体であって、
強化繊維体積含有率(Vf=100×強化繊維の体積/(強化繊維の体積+熱可塑性樹脂の体積))が5〜80%であり、
表面が平滑で、
均一な厚みを有し、
下記式(1)
臨界単糸数=600/D (1)
(ここでDは強化繊維の平均繊維径(μm)である)
で定義される臨界単糸数以上で構成される強化繊維束(A)について、強化繊維全量に対する割合が20Vol%以上99Vol%以下であることを特徴とする成形体。
(もっと読む)
レーザー溶着用熱可塑性樹脂組成物、成形品及び成形品の製造方法
【課題】機械的強度が良好でレーザー溶着特性に優れた熱可塑性樹脂組成物を提供する。
【解決手段】少なくとも1種のポリエステル樹脂又はポリアミド樹脂を含む熱可塑性樹脂(A)100重量部に対して、繊維長さ方向に垂直な断面が下記式による扁平率1.5以上の扁平形状であるガラス繊維(B)10〜150重量部を配合してなることを特徴とする、レーザー溶着用熱可塑性樹脂組成物。
扁平率=ガラス繊維断面の長径(D2)/ガラス繊維断面の短径(D1)
(もっと読む)
樹脂組成物、樹脂シート、プリプレグシート、樹脂硬化物シート、構造体、および動力用又は光源用半導体デバイス
【課題】硬化前における保存安定性に優れ、硬化後における高い熱伝導率を達成可能な樹脂組成物を提供する。
【解決手段】多官能エポキシ樹脂を含むエポキシ樹脂と、下記一般式(I)で表される構造単位を有するノボラック樹脂を含む硬化剤と、窒化物粒子を含む無機充填材と、を含有し、前記無機充填材が50体積%〜85体積%で含有される。一般式(I)中、R1は水素またはメチルを、l、mは1〜2、nは1〜15を表す。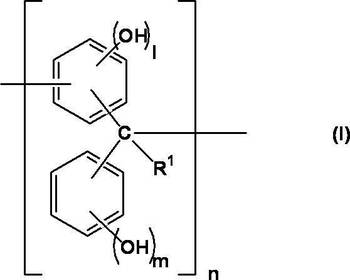 (もっと読む)
(もっと読む)
繊維強化プラスチック組成物、及び水まわり製品
【課題】優れた撥水性および水の転がり性を有し、安価で、曲面などの複雑形状品にも適用可能で、長期的な耐久性に優れ、浴室などの紫外線が殆ど入らない屋内においても良好な防汚効果を発揮し得る成形体を製造可能な繊維強化プラスチック組成物、並びに、水まわり製品を提供する。
【解決手段】少なくとも不飽和樹脂を含む基体樹脂と、前記基体樹脂100質量部に対して、2質量部〜4質量部の、数平均分子量が5,000〜20,000であり、片末端に反応性基を有するシリコーン化合物と、を含有する繊維強化プラスチック組成物である。
(もっと読む)
半芳香族ポリアミド樹脂組成物ペレットおよびそれを成形してなる成形体
【課題】高い耐熱性に加えて、機械的特性を向上させた半芳香族ポリアミド樹脂組成物を提供する。
【解決手段】テレフタル酸成分と炭素数8〜12の直鎖脂肪族ジアミン成分とからなる半芳香族ポリアミド100質量部および繊維状強化材5〜300質量部を含有する半芳香族ポリアミド樹脂組成物ペレットであって、前記繊維状強化材が無機繊維であるか、融点または分解温度のいずれか低い方が前記半芳香族ポリアミドの融点を超える有機繊維であり、前記繊維状強化材の長さと前記半芳香族ポリアミド樹脂組成物ペレットの長さが実質的に等しく、前記繊維状強化材の表面における半芳香族ポリアミドによる被覆率が50%以上である半芳香族ポリアミド樹脂組成物ペレット。
(もっと読む)
シリカ微粒子保持ガラス繊維織物及び繊維強化樹脂成形体
【課題】良好な平滑性を有すると共に、樹脂含浸性に優れたガラス繊維織物を提供する。
【解決手段】ガラス繊維織物のガラスフィラメント表面にシリカ微粒子が融着されてシリカ微粒子を保持するシリカ微粒子保持ガラス繊維織物。
(もっと読む)
熱硬化性組成物、ワニス、プリプレグ、金属張積層板、及びプリント配線板
【課題】硬化物の、電気絶縁性、耐熱性、及び難燃性に優れた熱硬化性組成物を提供。
【解決手段】ベンゾオキサジン化合物を含む熱硬化性化合物と、下記式(1)で表されるホスファゼン化合物とを含有することを特徴とする熱硬化性組成物である。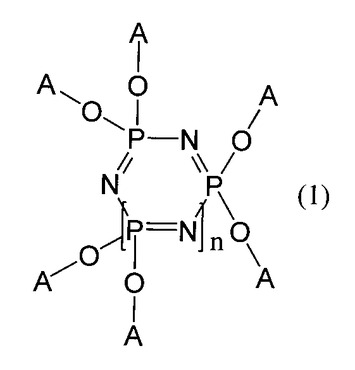 (もっと読む)
(もっと読む)
ランダムマット基材からの成形体の製造方法
【課題】強化繊維と熱可塑性樹脂を含んでなる、寸法安定性、外観、成形性に優れた成形体の製造方法を提供する。
【解決手段】平均繊維長5〜100mmの強化繊維と熱可塑性樹脂を含み、強化繊維の目付が25〜3000g/m2であるランダムマット基材を、以下の工程1および工程2を含んで、工程3により成形する成形体の製造方法であって、下記(1)で定義される臨界単糸数以上で構成される強化繊維束(A)の強化繊維全量に対する割合が20Vol%以上99Vol%以下であり、工程2における搬送に要する時間を15秒以下とする成形体の製造方法。工程1.基材を、熱可塑性樹脂樹の軟化温度以上に加熱する工程、工程2.加熱した基材を金型内に搬送する工程、工程3.金型温度を熱可塑性樹脂の軟化温度未満に調節し、基材を成形する工程。臨界単糸数=600/D(1)(ここでDは強化繊維の平均繊維径(μm)である)
(もっと読む)
ナイロンポリマー複合材料
【課題】水分吸収率が十分に低く、変形の発生を実質的に防ぐことができ、反りが少なく、同時に耐衝撃性が向上した、ナイロン系樹脂複合材料の提供。
【解決手段】ナイロン系樹脂複合材料は、100重量部の基礎樹脂と、1〜30重量部の耐衝撃性改良材とを含み、前記基礎樹脂は、主鎖にベンゼン環を含む変性ナイロン系熱可塑性樹脂20〜80重量%と、断面アスペクト比が1.5以上である板状の補強繊維20〜80重量%とからなる。
(もっと読む)
繊維強化プラスチック成形材料の製造方法
【課題】樹脂コンパウンドを繊維に充分に含浸させることができ、熟成時間が短く、しかもコストを抑えることができる繊維強化プラスチック成形材料の製造方法を提供する。
【解決手段】樹脂コンパウンドとその増粘剤と繊維とを収納容器2に収納する。収納容器2を公転させると共に自転させて前記増粘剤を含む樹脂コンパウンドと繊維を攪拌する。
(もっと読む)
繊維強化プラスチック成形材料の製造方法及び製造装置
【課題】繊維を均一に分布でき、且つ外観の良い成形材料を製造できる繊維強化プラスチック成形材料の製造方法及び製造装置を提供する。
【解決手段】回転体4に形成された散布室6の内面に樹脂コンパウンド2を塗布する。この樹脂コンパウンド2の表面に繊維3を散布する。この繊維3を回転体4の回転に伴う遠心力により樹脂コンパウンド2に食い込ませる。
(もっと読む)
41 - 60 / 1,832
[ Back to top ]