
Fターム[4F072AB27]の内容
強化プラスチック材料 (49,419) | 繊維状物質一般 (9,726) | 繊維状物質の集合性 (2,997) | 多方向性のもの (2,277)
Fターム[4F072AB27]の下位に属するFターム
織布 (1,118)
マット、不織布 (623)
ネット、編物、格子状物 (267)
抄造物(←紙状物) (117)
Fターム[4F072AB27]に分類される特許
141 - 152 / 152
強化繊維プリプレグ製造用樹脂フィルムの製造方法および製造装置
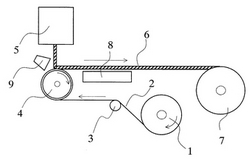
【課題】塗布斑や目付バラツキの小さい強化繊維プリプレグ製造用樹脂フィルムの製造方法および製造装置を提供する。
【解決手段】樹脂供給手段から計量、吐出される樹脂をバックアップロール上を走行する離型フィルムに塗布する際に、離型フィルムが減圧吸引把持手段上を走行する、あるいは、コーティングロール上に計量された
樹脂が転写によりバックアップロール上を走行する離型フィルムに塗布する際に、離型フィルムが減圧吸引把持手段上を走行し、かつ、コーティングロール速度C、離型フィルム速度Fが次の関係にある強化繊維プリプレグ製造用樹脂フィルムの製造方法。
C/F≧1.0 ・・・・(1)
また、バックアップロールを備えたコーターからなる強化繊維プリプレグ製造用樹脂フィルム製造装置において、コーターで樹脂を塗布される、もしくは塗布された、走行する離型フィルムを減圧吸引把持する手段を設けた強化繊維プリプレグ製造用樹脂フィルム製造装置。
(もっと読む)
シートモールディングコンパウンドで使うポリマー/WUCSマット

強化繊維の束と結合材料とで形成されたモールディングマット(295)の製造方法を提供する。強化繊維は、好ましくはウェットユースのチョップドストランドガラス繊維(WUCS)である。結合材料は、強化繊維より低い融点を有するいずれの熱硬化性材料でもよい。ウェットユースのチョップドストランドガラス繊維を部分的に広げ、かつ結合繊維をフィラメント化し、強化繊維と結合繊維をブレンドし、強化繊維と結合繊維をシートに形成し、かつシートを結合することによって、モールディングマットを形成することができる。結合工程の際、結合繊維の融点より高いが、ガラス繊維の融点より低い温度にシートを加熱する。このようにして形成されたモールディングマットをシートモールディングコンパウンド中の強化材料として使用することができる。 (もっと読む)
熱可塑性ポリエステル樹脂組成物及びその成形品
【課題】 強化繊維を含有しながらも金型転写性にすぐれ、成形品の表面光沢にすぐれ、電気・電子部品等に用いられる端子類のような金属インサートを有するインサート成形品に適用した場合の気密性にもすぐれたポリエステル樹脂組成物を提供する。
【解決手段】 熱可塑性ポリエステル樹脂30〜95重量部、強化繊維5〜70重量部(合計100重量部)を主成分とする原料を押出機で溶融混練し、製造されたペレット状樹脂組成物を、更に複数回押出機で溶融混練する。
(もっと読む)
炭素繊維樹脂組成物の製造方法
【課題】導電性と力学的性質に優れた、炭素繊維チョップドストランドと熱可塑性樹脂の組成物、及び、それを用いて成形した繊維強化複合材料を提供する。
【解決手段】炭素繊維ストランドの体積抵抗率Sbの平均値が1.4×10-3〜1.6×10-3(Ω・cm)の範囲にあり、そのバラツキが±6%の範囲にある炭素繊維チョップドストランドと、熱可塑性樹脂を混合し、繊維強化樹脂成形板としたときの表面電気抵抗R(Ω/□)が、5.0×10以下で、そのバラツキが±50%の範囲にあり、且つ、引張強度が80MPa以上である樹脂組成物によって課題が達成される。
(もっと読む)
防音材およびその成型物
【課題】 ガラス繊維や当該布帛を用いた防音材および当該材料を用いてなる各種の成型物を提供すること。
【解決手段】 シラン変性ポリウレタン樹脂をガラス繊維または当該布帛に含浸させてなることを特徴とする防音材;当該防音材を用いてなる層(A)を含有することを特徴とする成型物を用いる。
(もっと読む)
耐衝撃性繊維強化複合材
耐衝撃性繊維強化複合材は、引張強度が17cN/dtex以上、引張り弾性率が450cN/dtex以上の高強度繊維fにて形成される繊維シート2と、マトリックス樹脂3とを有する耐衝撃性繊維強化複合材1において、マトリックス樹脂3として、エチレン−メタクリル酸共重合体の分子間を金属イオンで架橋したアイオノマー樹脂を、繊維fに対して3〜100重量%含有する。耐衝撃性繊維強化複合材は、刃物に対する耐刃性能及び弾丸や破片などの高速飛翔体から人体などを保護するための耐弾性能に優れ、且つ、軽量の、防刃チョッキ、防弾チョッキ、防弾ヘルメット、防刃手袋など身体の一部及び全体を刃物、弾丸から守護する衣料、具材、また、警棒、警杖、刺股、盾など携帯用防護用具、更には、車両、舟艇、航空機、ヘリコプターなどに用いる防護材、防弾板などを好適に作製することができる。 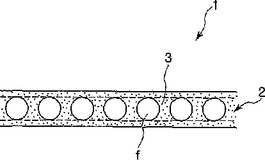 (もっと読む)
(もっと読む)
金属アミドおよび金属アルコキシド触媒を使用する環状アミドの開環重合
金属アミド種が環状アミドの開環重合を触媒することが見出された。この反応は高度な真空または高度に反応性である活性化種を必要とせず、そして高温で実行可能である。 (もっと読む)
複合材製インサートおよびその製造方法、ならびにそのようなインサートを備えるサンドイッチ構造の作製方法
【課題】本発明は、補強インサートならびにその製造方法に関する。
【解決手段】このインサートは、ファイバ区間(15、16)を形成するように層(10〜14)を通過する一体化ファイバによって互いに一体化されたファイバの重なった層(10〜14)を備え、これらの区間(15、16)のうちの少なくともいくつかが直線である。これらのファイバ区間(15、16)および層(10〜14)は硬化樹脂(17)中に埋め込まれる。さらに、インサートを構成するファイバの総密度がインサートの体積の50%〜60%であり、ファイバ区間はインサートの体積の3%〜10%を占める。本発明は、少なくとも1つのそのようなインサートを備えるサンドイッチ構造の作製方法にも関する。
(もっと読む)
繊維強化エポキシ樹脂複合材料、及びその成形加工品
【課題】 木材などリグノセルロース物質をフェノール類に液化溶解したものを原料として合成したエポキシ樹脂をマトリックス樹脂とし、繊維にて強化して高性能で付加価値の高い繊維強化エポキシ樹脂複合材料を得ることを課題とする。
【解決手段】 リグノセルロース物質をフェノール類と加熱反応させて得た液化溶解物をエポキシ樹脂化し、該樹脂と繊維を混合・成形することによって、天然物を主原料とすることを特徴とする。
(もっと読む)
繊維強化複合体、及び繊維強化複合体を含む建築用構造物
本発明は、繊維強化複合体と、この繊維強化複合体を含むドア外板のような建築物用の構成材とを提供する。また、建築用構造物に使用しうる繊維強化複合体を製造するための方法及びシステムをも提供する。一実施形態において、本発明は、長繊維噴射(LFI)技術を用いて製造された長繊維のガラス繊維及びポリウレタンを含む繊維強化複合体を提供する。 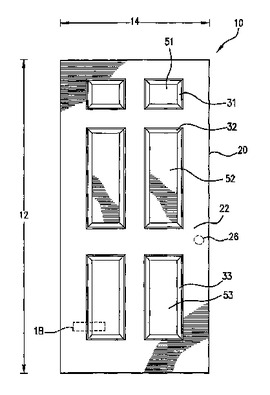 (もっと読む)
(もっと読む)
熱可塑性成形プロセス及び装置
方法は、熱可塑性材料を加熱して、繊維と配合するための溶融した熱可塑性材料を作ることを含む。溶融した熱可塑性材料を繊維と配合して、重量濃度の繊維を有する溶融した複合材料を作る。次いで、別々に制御された材料を供給する動的ダイを通して溶融した複合材料を押し出し、下部モールドの上に重力降下させる。下部モールドは、下部モールド及び上部モールドのモールドキャビティに合う所定量の溶融した複合材料を下部モールド上に堆積させるために、複合材料の流れを受け取りながら空間的及び時間的に移動させることができる。上部モールドを所定量の溶融した複合材料に押し付けて下部モールドの上に閉じ、物品を形成することができる。 (もっと読む)
エポキシ樹脂含浸ヤーンおよび予備成形物を製造するためのその使用
強化繊維フィラメントとヤーンに浸潤する樹脂とで構成されるヤーンであって、前記樹脂は繰り返し融解することができ、かつ室温まで冷却することによって凝固させることができ、前記ヤーンのフィラメントは前記樹脂によって互いに少なくとも部分的に結合しており、前記ヤーンはその総重量に対して2.5〜25重量%の浸潤樹脂を含有し、前記浸潤樹脂は少なくとも2種のエポキシ樹脂E1とE2の混合物で構成され、E1は樹脂の2,000〜2,300mmol/kgの範囲のエポキシ値を有し、E2は樹脂の500〜650mmol/kgの範囲のエポキシ値を有し、そして前記混合物中のエポキシ樹脂E1およびE2の重量比E1:E2は、前記浸潤樹脂混合物が樹脂の550〜2,100mmol/kgの範囲のエポキシ値を有するように選択されることを特徴とする前記ヤーン、前記ヤーンを含んでなる予備成形物、前記予備成形物を製造するための方法、および複合材料を製造する際のその使用が提供される。 (もっと読む)
141 - 152 / 152
[ Back to top ]