
Fターム[4F072AB34]の内容
強化プラスチック材料 (49,419) | 繊維状物質一般 (9,726) | 樹脂中の繊維の密度、分布、充填率 (127)
Fターム[4F072AB34]に分類される特許
21 - 40 / 127
高意匠性ランダムマット
【課題】繊維強化複合材料成形の先駆体として用いられるランダムマットを提供する。
【解決手段】繊維長10〜100mmの強化繊維と熱可塑性樹脂とから構成され、強化繊維が25〜3000g/m2の目付けにて実質的に2次元ランダムに配向しており、式(1)で定義される臨界単糸数以上で構成される強化繊維束(A)について、マットの繊維全量に対する割合が0Vol%超30Vol%未満であり、かつ強化繊維束(A)中の平均繊維数(N)が下記式(2)を満たすことを特徴とするランダムマット。
臨界単糸数=600/D (1)
1.0×104/D2<N<2.5×104/D2 (2)
(ここでDは強化繊維の平均繊維径(μm)である)
(もっと読む)
成形材料およびその製造方法
【課題】射出成形を行う際に強化繊維の成形品中への分散が良好であり、優れた耐熱性、力学特性を有する成形品を容易に環境汚染なく製造できる成形材料を提供する。
【解決手段】連続した強化繊維束(A)1〜50重量%と、ポリアリーレンスルフィド(B)0.1〜15重量%からなる複合体に、熱可塑性樹脂(C)35〜98.9重量%が接着されてなる成形材料であって、さらに該複合体が、該成分(B)中の硫黄原子に対し0.001〜20モル%の0価遷移金属化合物(D)または低原子価鉄化合物(E)を含む成形材料およびその製造方法。
(もっと読む)
繊維強化樹脂複合材料
【課題】優れた強度及び耐衝撃性、振動減衰特性を兼ね備えた繊維強化樹脂複合材料を提供することにある。
【解決手段】有機繊維からなる繊維構造体と、無機繊維からなる繊維構造体とが積層され、これらに樹脂が含浸されてなる繊維強化樹脂複合材料であって、該繊維強化樹脂複合材料全体における有機繊維:無機繊維の体積比が10:90〜50:50であり、該繊維強化樹脂複合材料の少なくとも一方の表面から、該繊維強化樹脂複合材料の厚みの1/3に相当する外層部分には、有機繊維からなる繊維構造体のみ、もしくは、無機繊維からなる繊維構造体および有機繊維からなる繊維構造体が配されており、該外層部分に含まれる有機繊維の体積比率が、該外層部分に含まれる有機繊維および無機繊維の全体積を基準として10%以上であることを特徴とする繊維強化樹脂複合材料とする。
(もっと読む)
積層体の製造方法
【課題】オートクレーブを用いない大気圧下のオーブン成形であっても、樹脂枯れ、ピンホールの発生、未含浸部分の発生が抑えられたスキン材を形成できる積層体の製造方法を提供する。
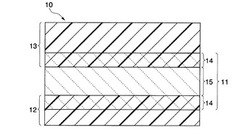
【解決手段】補強繊維からなる基材(A)11と、基材(A)11の一方の面に貼り合わされた熱硬化性樹脂からなる樹脂フィルム(B)12と、基材(A)11の他方の面に貼り合わされた熱硬化性樹脂からなる樹脂フィルム(C)13とを有し、樹脂フィルム(B)12および樹脂フィルム(C)13の熱硬化性樹脂の一部が基材(A)11に含浸したプリプレグ10であって、基材(A)11への熱硬化性樹脂の含浸率が、10〜60%であり、樹脂フィルム(B)12の重さX(g/m2)と樹脂フィルム(C)13の重さY(g/m2)とが、下記式(1)の関係を満足するプリプレグ10をスキン材に用いる。0.3≦X/Y≦0.7・・・(1)
(もっと読む)
繊維強化樹脂ペレット
【課題】本発明は、機械的特性、流動性等に優れ、特に曲げ弾性率、生産性に優れた繊維強化樹脂ペレットを提供することをその課題とするものである。
【解決手段】熱可塑性樹脂(A)、重量平均繊維長が0.1〜0.5mmの短繊維状充填材(B1)および繊維長が3〜30mmの長繊維状充填材(B2)を配合してなる繊維強化樹脂組成物からなる繊維強化樹脂ペレットであって、長繊維状充填材(B2)の全てがペレットと同じ長さで配列していることを特徴とする繊維強化樹脂ペレット。
(もっと読む)
繊維強化プラスチック平板およびその製造方法

【課題】強化繊維として、例えば長さ1インチ程度のガラス繊維等のように平板厚みよりも長い長繊維を含有するSMCまたはBMCによる繊維強化プラスチック平板において、強度を維持しつつ平板の反りを低減することができる繊維強化プラスチック平板およびその製造方法を提供すること。
【解決手段】シートモールディングコンパウンド(SMC)またはバルクモールディングコンパウンド(BMC)による成型品である繊維強化プラスチック平板において、前記成型品の平板厚みよりも全長が長い長繊維と、この平板厚みよりも全長が短い短繊維および/または放射状針状結晶とを含有することを特徴としている。
(もっと読む)
電子機器ハウジング用の薄肉成形体
【課題】耐衝撃性に優れ、吸水による寸法変化の少ない、携帯電話機等の電子機器のハウジングや内部シャーシ用として適した薄肉成形体とその製造方法を提供する。
【解決手段】ガラス長繊維束にPA11、12,610、612から選ばれるPAを溶融させた状態で含浸させ一体化した後に5〜15mmの長さに切断した繊維束を含み、(a)引張呼びひずみが2%以上であり、かつ絶乾状態での曲げ弾性率が10GPa以上であることと、(b)ノッチ有りシャルピー衝撃強度が30kJ以上であることを同時に満たす、ガラス繊維の含有量が40〜70質量%の樹脂組成物から得られる、厚みが0.8〜2.0mmで含有されているガラス繊維の重量平均繊維長が0.5〜1.5mmである薄肉成形体。
(もっと読む)
エポキシ樹脂組成物、プリプレグ、金属張積層板、プリント配線板および半導体装置
【課題】多量の無機充填材を均一に含み、基材への含浸性が良好なエポキシ樹脂組成物を提供すること、さらには該エポキシ樹脂組成物を用いて、耐熱性に優れたプリプレグ、該プリプレグを用いて作製した金属張積層板、該金属張積層板及び/又は前記プリプレグ又は前記エポキシ樹脂組成物を用いて、耐熱性優れたプリント配線板を提供すること、またプリント配線板を用いて作製した、性能に優れる半導体装置を提供することにある。
【解決手段】エポキシ樹脂と、平均粒子径が1nm以上100nm以下のアルミナ粒子、酸化チタン粒子、または酸化亜鉛粒子であるX粒子と、平均粒子径が0.1μmより大きく5.0μm以下であるシリカ粒子と、を含むことを特徴とするエポキシ樹脂組成物。
(もっと読む)
無機繊維巻きテープとその製造方法
【課題】円筒状芯材に無機繊維テープが巻き付けられた無機繊維巻きテープを提供する。
【解決手段】無機繊維(炭素繊維は含まない)とオレフィン系樹脂を含む複合体からなる無機繊維テープが、円筒状芯材に巻き付けられた無機繊維巻きテープであって、式(I)から求められる無機繊維テープの幅(W)が5〜100mmの範囲であり、前記無機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである無機繊維巻きテープ。2.5×10-5×N×d≦W≦5.0×10-4×N×d(I)(Wは無機繊維テープの幅であり、Nは無機繊維テープを構成する無機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは無機繊維の繊維径で5〜30μmである。)3.0×F×t≦D(II)(Fは無機繊維量で、20〜60質量%の範囲であり、tは無機繊維テープの厚みで、0.1〜1.0mmである。)
(もっと読む)
炭素繊維織物プリプレグおよび炭素繊維強化複合材料
【課題】高い面方向の導電性を有し、熱サイクルによる疲労耐性に優れ、なおかつ高い引張強度を発現する繊維強化複合材料、ならびにそれを得るために好適なプリプレグを提供すること。
【解決手段】少なくとも以下の[A]、[B]、[C]を含んで構成されており、[B]が[A]の片面または両面に配置されてなる、または[B2]が[A]の炭素繊維束の側面に配置された形態を有するプリプレグ。
[A]2軸以上の炭素繊維織物
[B][B1]金属線からなるメッシュまたは不織布、および[B2]金属線から選ばれる少なくとも1種[C]少なくとも以下の[C1]、[C2]、[C3]を含む熱硬化性樹脂組成物
[C1]熱硬化性樹脂
[C2]コアシェルゴム粒子
[C3]前記[C1]熱硬化性樹脂に可溶な熱可塑性樹脂
(もっと読む)
炭素繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた炭素繊維巻きテープの提供。
【解決手段】炭素繊維と芳香族ポリアミド樹脂又は脂肪族ポリアミド樹脂を含む複合体からなる炭素繊維テープが、円筒状芯材に巻き付けられた炭素繊維巻きテープであって、特定式から求められる炭素繊維テープの幅(W)が5〜100mmの範囲であり、前記幅の炭素繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである炭素繊維巻きテープ。4.5×F×t≦D≦50×F×t(II)(式(II)中、Fは炭素繊維量で20〜60質量%の範囲であり、tは炭素繊維テープの厚みで0.1〜0.5mmの範囲である。)
(もっと読む)
シート材、配管部材及びシート材の製造方法
【課題】シート材により、耐食性を有する配管部を容易かつ短時間に形成する。
【解決手段】粘着性を有する紫外線効果樹脂を伸延して所定厚さの第一紫外線硬化樹脂層2を形成し、第一紫外線硬化樹脂層2の上に第一ガラス繊維マット3を敷設し、第一ガラス繊維マット3の上に、粘着性を有する紫外線硬化樹脂を塗布して所定厚さの第二紫外線硬化樹脂層4を形成し、第二紫外線樹脂層4の上に第二ガラス繊維マット5を敷設し、第二ガラス繊維マット5の上に、粘着性を有する紫外線硬化樹脂を塗布して所定厚さの第三紫外線硬化樹脂層6を形成することにより、シート材1を形成する。このシート材1を配管部に貼り付け、紫外線を照射する。
(もっと読む)
湾曲形状を有する繊維強化プラスチック成形品
【課題】高強度化、軽量化に加えて、従来の方法では達成できなかった湾曲形状を有する繊維強化プラスチック成形品の良好な外観を得ることができ、この特性が要求される用途に適した湾曲形状を有する繊維強化プラスチック成形品を提供する。
【解決手段】連続繊維束を有する連続繊維強化シートを含む少なくとも3層以上からなる積層体からなり、意匠面を構成する最表層11から2層目に不織布シート13が挟まれるとともに、最表層11の連続繊維束の配向方向に直交する方向に湾曲してなることを特徴とする湾曲形状を有する繊維強化プラスチック成形品10。
(もっと読む)
ワニス組成物、それを用いたプリプレグ及び金属箔張積層板
【課題】本発明は、ドリル加工性の良好な金属箔張積層板及びそれに用いるプリプレグを提供する。
【解決手段】熱硬化性樹脂と無機充填剤を含むワニスをガラス織布またはガラス不織布に含浸、乾燥して半硬化状態としたプリプレグにおいて、該無機充填剤の充填率が前記のワニスの全樹脂成分の40〜70重量%であり、前記無機充填剤の中の50重量%以上が平均粒径0.4〜0.7μmの合成球状シリカであるおよび金属箔張積層板。
(もっと読む)
炭素繊維強化複合材料用エポキシ樹脂組成物、プリプレグおよび炭素繊維強化複合材料
【課題】優れた耐衝撃性と導電性とを兼ね備えた炭素繊維強化複合材料を提供可能なプリプレグを提供する。
【解決手段】[A]炭素繊維と[B]熱硬化性樹脂を含み、かつ下記(1)、(2)の少なくともいずれか一方を満たすプリプレグ。(1)[C]熱可塑性樹脂の粒子または繊維、および[D]導電性の粒子または繊維を含み、[[C]の配合量(重量部)]/[[D]の配合量(重量部)]で表される重量比が1〜1000である。(2)[E]熱可塑性樹脂の核または芯が導電性物質で被覆された導電性の粒子または繊維を含む。
(もっと読む)
炭素繊維強化複合材料、その製造方法及びそれを用いたエレベータかご
【課題】成形時の樹脂のハンドリング性に優れ、成形後の高い難燃性及び機械的強度を兼ね備えた炭素繊維強化複合材料性を提供すること。
【解決手段】積層された炭素繊維基材に熱硬化性樹脂と水酸化アルミニウム、水酸化マグネシウム、三酸化アンチモン、五酸化アンチモン及び赤燐からなる群から選択される少なくとも1種の無機充填剤とを含有する熱硬化性樹脂組成物を含浸、硬化させてなる炭素繊維強化複合材料であって、炭素繊維強化複合材料全体における熱硬化性樹脂に対する無機充填剤の体積充填率が10体積%以上120体積%以下であり且つ炭素繊維基材の積層厚み方向に上層、中層及び下層に3等分したときに、上層における熱硬化性樹脂に対する無機充填剤の体積充填率が、中層及び下層それぞれにおける熱硬化性樹脂に対する無機充填剤の体積充填率の2倍以上であることを特徴とする炭素繊維強化複合材料。
(もっと読む)
ゴム組成物
【課題】加硫によるメタ型全芳香族ポリアミド短繊維の強度低下を抑制し、加硫後の強度を維持することができるゴム組成物を提供する。
【解決手段】スキンコアを有さず緻密な凝固形態となるよう凝固浴の成分あるいは条件を適宜調節し、特定倍率の範囲内で可塑延伸を行い、さらに、その後の熱延伸工程を特定条件で実施して得られるメタ型全芳香族ポリアミド繊維から得られる短繊維を、ゴムに対して特定量配合する。
(もっと読む)
繊維強化樹脂積層体
【課題】不連続の強化繊維とマトリックス樹脂からなる繊維強化樹脂積層体に関し、特に、軽量、高剛性といった繊維強化樹脂の利点を保持しながら、吸収エネルギーに優れる繊維強化樹脂積層体を提供すること。
【解決手段】不連続の強化繊維(A)2,3、4とマトリックス樹脂(B)を有してなる繊維強化樹脂積層体1であって、該繊維強化樹脂積層体は、少なくとも積層単位(1)および(2)有しており、該積層単位(1)に含まれる強化繊維(A1)の屈曲度H1の平均が1.0以上1.1未満であり、該積層単位(2)に含まれる強化繊維(A2)の屈曲度H2の平均が1.1以上1.5以下であり、かつ、該積層単位(1)に含まれる強化繊維の体積分率V1が該積層単位(2)に含まれる強化繊維の体積分率V2よりも5%以上高い繊維強化樹脂積層体。
(もっと読む)
炭素繊維複合材料
【課題】熱可塑性樹脂をマトリクスとした炭素繊維複合材料を提供する。
【解決手段】繊維長10mm超100mm以下の炭素繊維と熱可塑性樹脂とから構成され、炭素繊維が実質的に2次元ランダムに配向しており、式(1)で定義される臨界単糸数以上で構成される炭素繊維束(A)について、繊維全量に対する割合が0Vol%超30Vol%未満であり、かつ炭素繊維束(A)中の平均繊維数(N)が下記式(2)を満たすことを特徴とする複合材料。
臨界単糸数=600/D (1)
1.0×104/D2<N<2.5×104/D2 (2)
(ここでDは炭素繊維の平均繊維径(μm)である)
(もっと読む)
繊維強化熱可塑性プラスチックおよびその製造方法
【課題】表面に摘み皺の少ない炭素繊維ウェブを用いた場合に力学特性及び品質に優れる繊維強化熱可塑性プラスチック及びその製造方法を提供することを目的とする。
【解決手段】強化繊維ウェブに熱可塑性樹脂を含浸させてなる繊維強化熱可塑性プラスチックにおいて、
前記強化繊維ウェブは、少なくとも強化繊維束(a)と強化繊維束(b)とからなり、前記強化繊維束(a)は繊維長5〜15mm、前記強化繊維束(b)は繊維長5mm未満であり、前記強化繊維束(a)と強化繊維束(b)の強化繊維の繊維径が同一の繊維径を有するとともに、前記強化繊維束(a)を30〜99重量%、前記強化繊維束(b)を1〜70重量%を含んでなることを特徴とする繊維強化熱可塑性プラスチック。
(もっと読む)
21 - 40 / 127
[ Back to top ]