
Fターム[4F072AB34]の内容
強化プラスチック材料 (49,419) | 繊維状物質一般 (9,726) | 樹脂中の繊維の密度、分布、充填率 (127)
Fターム[4F072AB34]に分類される特許
81 - 100 / 127
長繊維強化樹脂ペレット
【課題】ペレット輸送時の縦割れや、長繊維フィラーのペレットからの脱離が極度に抑制され、ペレットの外観に優れ、更に、成形時の長繊維フィラーの解繊性にも優れ、極めて高い耐熱性と、耐衝撃性有する成形体を成形可能な長繊維フィラー強化樹脂ペレットを提供すること。
【解決手段】 長繊維フィラーと熱可塑性樹脂混合物とから構成されるペレットであって、前記長繊維フィラーが、前記ペレット中に、前記ペレットの長さ方向を中心軸方向として、ペレット中にスパイラル状に配されており、かつ、前記ペレットが、長繊維フィラー含有量の少ないスキン層部分と長繊維フィラー含有量の多いコア部分とを有し、前記コア部分の断面積が、前記ペレット断面積の30%〜70%の範囲であり、前記熱可塑性樹脂混合物が、ポリフェニレンエーテルと、ポリフェニレンエーテル以外の熱可塑性樹脂からなる、長繊維フィラー強化樹脂ペレットを提供すること。
(もっと読む)
摩擦伝動ベルト及びそれを用いた自動車の補機駆動ベルト伝動装置
【課題】ベルト走行時における異音の発生を抑制する効果の極めて優れる摩擦伝動ベルトを提供する。
【解決手段】摩擦伝動ベルトBは、ゴム製のベルト本体10の少なくともプーリ接触部分13表面に露出するように短繊維14及びカーボンブラック18が分散して配されている。短繊維14は、JIS L 1013に準じて測定される初期引張抵抗度が100cN/dtex以上である主鎖に芳香族を含まないポリマーで形成された高弾性短繊維を含み、且つ、カーボンブラック18は、JIS K 6217−1に準じて測定されるよう素吸着量が40g/Kg以下、及び/又は、JIS K 6217−2に準じて測定される窒素吸着比表面積が40m2/g以下である大粒径カーボンブラックを含む。
(もっと読む)
繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置

【課題】繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置において、寸法を過度に大きくすることなく、一部の層に十分な樹脂を含浸させた繊維強化樹脂製容器を得ることである。
【解決手段】カーボン繊維30に樹脂を含浸させることにより得た樹脂含浸繊維32をライナー12に巻き付けるためのライナー回転装置36と、ライナー回転装置36のライナー12を配置する部分の下側に設けて、樹脂を収容した樹脂補充槽22とを備える。樹脂補充槽22は、補充槽上下移動機構38により上下方向に移動可能とする。樹脂補充槽22の上下位置を、ライナー12に巻き付けた樹脂含浸繊維32の巻き層の数に応じて変えることにより、ライナー12に巻き付けた複数の樹脂含浸繊維32の巻き層の内径寄り部分に含浸させた樹脂量が、巻き層の他の部分の少なくとも一部に含浸させた樹脂量よりも多くなるようにする。
(もっと読む)
繊維強化樹脂シートに貫通孔を形成する方法
【課題】繊維強化樹脂シートに繊維を孔部にて掻き分けた貫通孔を孔の周縁部が強固に補強され態様に形成する。
【解決手段】孔となる部分の繊維を孔の両側に掻き分けるとき、掻き分けの度合が所望の孔の大きさに合わせた最小限度より幾分大きくされても、繊維掻き分け後の応力集中による繊維強化樹脂シートの強度低下に大差はなく、それよりも繊維の掻き分け度を幾分大きくし、余裕部に新たに繊維強化された樹脂の層を付加する方が貫通孔の強度増大により有効であるとの認識に基づき、繊維強化樹脂シートの貫通孔用繊維掻き分けの余裕部に孔の周縁部強化に有効な環状構造体を組み込む。
(もっと読む)
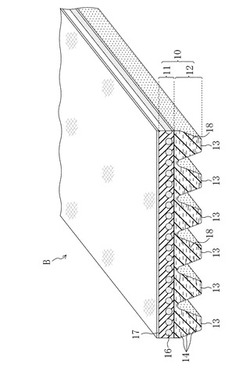
繊維強化複合材料
【課題】織物状繊維樹脂部と、短繊維樹脂部との厚さ方向の境界部に発生する応力を緩和させ、該部分の強度低下を抑えることがきる繊維強化複合材料を提供する。
【解決手段】 織物状強化繊維16及び樹脂を少なくとも含む織物状繊維樹脂部15と、短強化繊維12及び樹脂13を少なくとも含む短繊維樹脂部11と、を少なくとも有した繊維強化複合材料10であって、該繊維強化複合材料10は、前記織物状繊維樹脂部15の織物状強化繊維16の繊維量が、短繊維樹脂部11に隣接した織物状繊維樹脂部15の幅方向Bの端部17に進むに従って減少するように構成されてなる。
(もっと読む)
熱可塑性樹脂補強用複合糸及びそれを用いた樹脂含有ストランドの製造方法
【課題】擦過性に優れ、ポリプロピレン等の熱可塑性樹脂の含浸性に優れる熱可塑性樹脂補強用複合糸及びそれを用いた樹脂含有ストランドの製造方法、さらに該製造方法により製造される樹脂含有ストランドを提供する。
【解決手段】芯部と鞘部で構成される芯鞘型複合糸からなる熱可塑性樹脂補強用複合糸であって、芯部に炭素繊維が、鞘部に融点が80〜200℃の有機繊維がそれぞれ配され、かつ両繊維の重量比率が、炭素繊維100重量部に対し有機繊維が5〜100重量部である熱可塑性樹脂補強用複合糸とする。上記の熱可塑性樹脂補強用複合糸を、溶融された熱可塑性樹脂浴中に浸漬し、鞘部の有機繊維を溶融しつつ、芯部の炭素繊維間に熱可塑性樹脂を含浸する樹脂含有ストランドを製造する。かかる方法により製造された樹脂含有ストランドであり、炭素繊維の重量が該樹脂含有ストランドの重量に対して5〜70質量%である樹脂含有ストランドとする。
(もっと読む)
繊維強化複合材料の製造方法、および繊維強化複合材料
【課題】強化繊維への含浸性が優れるため、得られる繊維強化複合材料の機械特性に優れ、生産性やコストに優れた繊維強化複合材料の製造方法を提供する。
【解決手段】環式ポリアリーレンスルフィドを少なくとも50重量%以上含み、かつ重量平均分子量が10,000未満であるポリアリーレンスルフィドプレポリマーを、200〜300℃で加熱融解して溶融粘度10Pa・s以下の融解液とし、ついで強化繊維基材が配置された成形型内に前記ポリアリーレンスルフィドプレポリマーの融解液を注入し、前記強化繊維束に前記ポリアリーレンスルフィドプレポリマーの融解液を含浸させた後、300〜400℃で加熱してポリアリーレンスルフィドプレポリマーを重合する、繊維強化複合材料の製造方法。
(もっと読む)
プリプレグおよび繊維強化複合材料
【課題】
優れた成形性を有するプリプレグを提供し、また、それを用いて、機械特性、難燃性に優れた繊維強化複合材料を提供することにある。
【解決手段】
環式ポリアリーレンスルフィドを少なくとも50重量%以上含み、かつ重量平均分子量が10,000未満であるポリアリーレンスルフィドプレポリマーを含有することを特徴とする樹脂組成物を強化繊維に含浸せしめてなるプリプレグであり、かかるプリプレグ中の前記ポリアリーレンスルフィドプレポリマーを含有する樹脂組成物を重合せしめて得られる繊維強化複合材料である。
(もっと読む)
ピッチ系炭素繊維及び炭素繊維強化複合材料
【課題】成形材料全体としての熱伝導性が極めて高く、しかも機械特性に優れる炭素繊維強化材料の開発。
【解決手段】平均直径が8〜12μm、繊維長が20〜500μmであるピッチ系炭素繊維であって、該ピッチ系炭素繊維の六角網面の面間隔が0.3365〜0.3375nmであり、結晶成長方向の微結晶サイズ(Lc)が30〜50nmであり、繊維軸と交差する方向の微結晶サイズ(La)が45〜100nmであり、灰分が0.1重量%以下であって、該ピッチ系炭素繊維が体積分率で10〜500体積%を含有する炭素繊維強化複合材料の厚さ方向の熱伝導率が少なくとも1W/(m・K)あることを特徴とする。
(もっと読む)
炭素繊維補強熱可塑性樹脂複合材料
【課題】適切な熱伝導率を有し、熱可塑性樹脂との成形体中に占める炭素繊維含有率を高めることができる炭素繊維強化材を提供すること。
【解決手段】ピッチ系炭素繊維からなる平均繊維径が5〜15μm、繊維径に対する繊維径分布の比が5〜15%、平均繊維長が10〜100μm、アスペクト比が1乃至20である短繊維Aと、ピッチ系炭素繊維からなる平均繊維径が5〜15μmであり、繊維径に対する繊維径分布の比が5〜15%、平均繊維長が0.1〜1mmである短繊維Bとを重量比1対99乃至99対1の比率で混合してなる炭素繊維集合体であって、該炭素繊維集合体の六角網面の成長方向に由来する結晶子サイズは10nm以上であることを特徴とするピッチ系炭素繊維集合体に熱可塑性樹脂を含浸させて得られる炭素繊維強化複合材料。
(もっと読む)
耐衝撃性に優れた軽量繊維補強樹脂組成物およびそれからなる成形体
【課題】 密度が1000kg/m3以下と軽量であるにもかかわらず、耐衝撃性および曲げ特性に優れた繊維補強樹脂成形体を提供する。
【解決手段】 溶融異方性芳香族ポリエステルショートカット糸が変性ポリプロピレン樹脂中に含有されてなり、ノッチ付き試験片のシャルピー衝撃強度が39kJ/m2以上、3点曲げ強度が35MPa以上、密度が1000kg/m3以下である繊維補強樹脂組成物およびそれからなる成形体。
(もっと読む)
耐衝撃性に優れた軽量繊維補強樹脂組成物およびそれからなる成形体
【課題】 密度が1000kg/m3以下と軽量であるにもかかわらず、耐衝撃性および曲げ特性に優れた繊維補強樹脂成形体を提供する。
【解決手段】 溶融異方性芳香族ポリエステル繊維のショートカット糸がポリプロピレン樹脂中に含有されてなり、ノッチ付き試験片のシャルピー衝撃強度が8.5kJ/m2以上、3点曲げ強度が45MPa以上、密度1000kg/m3以下である繊維補強樹脂組成物およびそれからなる成形体。
(もっと読む)
成型ハニカムの製造方法及びそれにより製造されたハニカム
本発明は、ハニカムを製造する方法であって、ハニカムは、ハニカムの面を形成するエッジを有するセルを含み、面は、複数の点で画定され、点の少なくとも2つが、異なる接平面に位置しており、
a)融点が120℃〜350℃の熱可塑性材料と、1デニール当たり600グラム(1dtex当たり550グラム)以上の弾性率を有する高弾性率繊維とを含む複数のシートから、拡張したセルを有するハニカムを形成する工程と、
b)ハニカムを熱硬化性樹脂で含浸する工程と、
c)熱硬化性樹脂を硬化または部分的に硬化して、硬化または部分的に硬化したハニカムを形成する工程と、
d)硬化または部分的に硬化したハニカムを、接着剤の平行な線の面に垂直な方向にプレスして、熱硬化性樹脂の少なくとも一部を破断する工程と、
e)プレスしたハニカムを、接着剤の平行な線の面に垂直な方向に引き離して、破断点を有するハニカムを形成する工程と、
f)破断点を有するハニカムを、モールド内または型上で、曲げる、成型する、または成形する工程と、
g)ハニカムを加熱して、熱可塑性材料を破断点まで流す工程と、
h)モールドまたは型の形状を実質的に保持するためにハニカムを冷却する工程と
を含む方法に関する。
本発明はまた、この方法により製造された成型ハニカムであって、25パーセント未満のハニカムセルが、180度を超える凹角を有するハニカムに関する。
(もっと読む)
印刷配線板用樹脂組成物並びにこれを用いた樹脂ワニス、プリプレグ及び金属張積層板
【課題】高周波帯域での良好な誘電特性、低吸湿性及び熱膨張特性に優れ、かつ金属箔との間の高い引き剥がし強さと良好な成形性を満足する印刷配線板用熱硬化性樹脂組成物、並びにそれを用いた樹脂ワニス、プリプレグ及び金属張積層板を提供する。
【解決手段】(A)側鎖に1,2−ビニル基を有する1,2−ブタジエン単位を分子中に40%以上含有し、かつ化学変性されていないブタジエンポリマー及び(B)マレイミド化合物、又は(A)成分と(B)成分とのプレポリマーを成分としてなる樹脂組成物であって、(B)成分が、一般式(2):
で表される化合物からなる印刷配線板用樹脂組成物、並びにそれを用いた樹脂ワニス、プリプレグ及び、金属張積層板に関する。
(もっと読む)
強化繊維積層体およびその製造方法
【課題】成形体にした際に優れた表面品位を得ることができる一方向強化繊維基材の利点を維持しつつ、取扱い性や賦形性、成形の際の樹脂含浸性を大幅に改善可能な、強化繊維積層体およびその製造方法を提供する。
【解決手段】強化繊維を一方向に引き揃えた一方向強化繊維基材が2層重ねられ、該2層の一方向強化繊維基材が、層間に介在された熱可塑性樹脂からなる結着材で互いに固着され、該2層の一方向強化繊維基材を一体的に扱うことが可能な強化繊維積層体、およびその製造方法。
(もっと読む)
繊維強化複合材料
本開示は、繊維強化複合材料に関する。ある実施形態において、複合材料が、PLLA繊維材料及び繊維材料と同じ化学元素組成を有さないマトリックス材料を含む。他の繊維強化複合材料も開示される。 (もっと読む)
複合材部品の製造方法
複合材部品を製造する方法において、部品成形環境(3)にプリフォーム(5)を装填する工程と、この環境を、溶液中または懸濁液中に触媒材料を運んだ溶媒で満たす工程と、この液体(6)を型から排出し、それによりプリフォームおよびまたは成形環境の内表面に、触媒材料の残留物を残存させる工程と、成形環境を加熱し、その加熱後または加熱と同時に、このような条件下で、プリフォームおよびまたは成形環境の表面にカーボンナノチューブの構造物を成長させるように、炭素を含んだガス(7)を導入する工程と、炭素を含んだガスを除去する工程と、プリフォームとカーボンナノチューブの構造物を通過して樹脂が分散する成形環境に液状の樹脂材料(9)を導入し、樹脂が硬化されまたは固定されたら、完成した複合材部品を形成する工程とを含む。  (もっと読む)
(もっと読む)
プラスチック外輪を有する球面すべり軸受およびその製造方法
【課題】複数の工程や異なる材料の加工を必要としない球面すべり軸受用の外輪を提供すること。
【解決手段】本発明は、内側のすべり層26と外側の支持層28を有し、すべり層26と支持層28が巻回された繊維複合材料からなる、球面すべり軸受20用の外輪22に関する。外輪22はちょうど1個の切れ目を特徴とする。また本発明はこのような外輪22を有する球面すべり軸受20、ならびにプラスチック含浸繊維からなるすべり層26および支持層28を1個の巻き取り心棒に逐次巻きつけ、硬化の後にこうして作られた巻回体に外輪22を形成する外輪22の製造方法に関する。すべり層26と支持層28は本発明に基づき1本の円柱形巻き取り心棒に巻きつけられ、外輪22にこれを開くちょうど1個の切れ目を設け、相補形の内輪24を収容するための部分球面状の輪郭が得られるように、その内側のすべり層26材料を削除する。
(もっと読む)
補強材・放熱材に適する炭素繊維集合体
【課題】成形材料全体としての熱伝導性が極めて高く、しかも機械特性に優れる炭素繊維強化材料の開発。
【解決手段】平均直径が1〜20μmの範囲、繊維長が1〜100μm、アスペクト比が1乃至100であるピッチ系炭素繊維Aと、繊維平均直径が2〜40μmの範囲、平均繊維長が0.1〜150mmの炭素繊維Bとを、繊維A対繊維Bとの重量比が1対99乃至99対1の比率となるように混合して得られる炭素繊維集合体であって、該炭素繊維集合体におけるピッチ系炭素繊維Aの六角網面成長方向の微結晶サイズが5nm以上であり、該炭素繊維集合体はその厚さが0.05〜5mmであって、その空隙率が50〜95体積%であるピッチ系炭素繊維を含む集合体を平面状に成形してなる炭素繊維集合体。
(もっと読む)
繊維複合材料及びその製造方法
【課題】原材料の使用量を抑え製造工程を簡略化することができ、また、繊維材料の優れた機能を維持し高フレキシビリティで低熱膨張である高透明性の繊維複合材料を提供する。
【解決手段】平均繊維径が4〜200nmであり50μm厚可視光透過率が3%以上である繊維集合体と、この繊維集合体表面をコートし平滑化するコート層とを備え、50μm厚可視光透過率が60%以上である繊維複合材料である。このような繊維集合体では、表面をコート層でコートし平滑化することで、表面の凹凸形状に起因した光の散乱が抑えられ、高透明な繊維複合材料を得ることができる。
(もっと読む)
81 - 100 / 127
[ Back to top ]