
Fターム[4F072AC06]の内容
強化プラスチック材料 (49,419) | 繊維、基材の前処理(←処理剤) (1,205) | 化学的処理 (968) | 接着処理、カップリング処理(←処理剤) (707)
Fターム[4F072AC06]の下位に属するFターム
多段接着処理(←プライマー処理) (11)
高分子化合物による処理 (481)
低分子化合物による処理 (75)
Fターム[4F072AC06]に分類される特許
61 - 80 / 140
繊維用集束剤
【課題】繊維束又は繊維束からなる繊維製品とマトリックス樹脂との複合材料を製造する際に、マトリックス樹脂が繊維束間へ含浸し易くし、かつ繊維束の形態安定性を向上させる繊維用集束剤を提供する。
【解決手段】下記(A)、(B)及び水性分散媒を含有する水性分散体状の繊維用集束剤であって、(A)の平均粒子径が10〜80℃において0.01〜2μmである繊維用集束剤。(A)軟化点が90〜150℃の熱可塑性樹脂(B)25℃での表面張力が45mN/m以下であり、80℃での粘度が100mPa・s以下であって、10〜150℃において(A)を溶解しない界面活性剤
(もっと読む)
長繊維強化熱可塑性樹脂粒子
【課題】成形時の強化繊維の開繊性が良好で、優れた外観性を有し、かつ機械強度の高い成形体が得られる長繊維強化熱可塑性樹脂粒子を提供する。
【解決手段】メタロセン触媒を用いて製造された熱可塑性樹脂、不飽和カルボン酸又はその誘導体で変性された変性ポリオレフィン樹脂及び強化繊維を含有してなり、下記要件(1)〜(5)を満たす長繊維強化熱可塑性樹脂粒子;(1)熱可塑性樹脂及び変性ポリオレフィン樹脂の合計100重量%中、不飽和カルボン酸又はその誘導体の変性量が0.01〜2重量%;(2)熱可塑性樹脂、変性ポリオレフィン樹脂及び強化繊維の合計100重量%中、熱可塑性樹脂及び変性ポリオレフィン樹脂が20〜70重量%;(3)熱可塑性樹脂、変性ポリオレフィン樹脂及び強化繊維の合計100重量%中、強化繊維が30〜80重量%;(4)長繊維強化熱可塑性樹脂粒子25gを20L容のチェンバー内に密閉して65℃で1時間放置した時に長繊維強化熱可塑性樹脂粒子から放散されるアセトアルデヒドの量が3.0μg/m3以下;(5)長繊維強化熱可塑性樹脂粒子中の樹脂成分の融点が150℃以上。
(もっと読む)
長繊維強化粒子ブレンドおよびその成形体
【課題】成形時の強化繊維の開繊性が良好で、優れた外観性を有する成形体が得られる長繊維強化粒子ブレンドを提供する。
【解決手段】メタロセン触媒を用いて製造された熱可塑性樹脂(A1)、不飽和カルボン酸又はその誘導体で変性された変性ポリオレフィン樹脂(A2)及び強化繊維(A3)を含有してなる長繊維強化熱可塑性樹脂粒子(A)10〜90重量%と、希釈用ポリオレフィン樹脂粒子(B)90〜10重量%とからなり、下記要件(1)〜(4)を満たす。(1)(A1)及び(A2)の合計100重量%中、不飽和カルボン酸又はその誘導体の変性量が0.01〜2重量%、(2)(A1)、(A2)及び(A3)の合計100重量%中、(A1)及び(A2)が合計で20〜70重量%、(3)(2)と同様中、(A3)が30〜80重量%、(4)密閉して65℃で1時間放置したときに(A)から放散されるアセトアルデヒドの量が3.0μg/m3以下。
(もっと読む)
長繊維強化ポリアミド組成物
【課題】表面美麗性に優れるとともに、機械的特性に一層優れ、耐疲労性にも優れた成形品を与え得る長繊維強化ポリアミド組成物やそれからなるペレットを提供すること。
【解決手段】テレフタル酸単位を40〜100モル%含有するジカルボン酸単位と炭素数4〜18の脂肪族ジアミン単位を60〜100モル%含有するジアミン単位を有するポリアミド(I)、ニグロシンおよび/またはその誘導体(II)ならびに繊維長が3mm以上である繊維状強化材(III)を、ポリアミド(I)100質量部に対して、ニグロシンおよび/またはその誘導体(II)が0.01〜10質量部および繊維状強化材(III)が5〜300質量部となる割合で含み、引き抜き成形法により得られるかまたは繊維状強化材(III)が互いに略平行に配列している長繊維強化ポリアミド組成物、およびそれからなるペレット。
(もっと読む)
ガラス繊維強化芳香族ポリカーボネート樹脂組成物
【課題】扁平断面ガラス繊維と平均繊維長と平均繊維径の比(アスペクト比)が10以下である円状断面ガラス短繊維で強化された良好な機械的強度、低異方性、難燃性を併せ持つガラス繊維強化樹脂組成物を提供する。
【解決手段】芳香族ポリカーボネート樹脂(A成分)40〜99重量部および繊維断面の長径が10〜50μm、長径と短径の比が1.5〜8である扁平断面ガラス繊維(B−1成分)とB−1成分を除く繊維状充填材(B−2成分)である強化充填材(B成分)1〜60重量部、並びにA成分とB成分の合計100重量部に対し、0.001〜20重量部の難燃剤(C成分)よりなる樹脂組成物であって、該強化充填材(B成分)の(B−1成分)と(B−2成分)の重量比が30/70〜99/1であるガラス繊維強化樹脂組成物。
(もっと読む)
炭素繊維織物および繊維強化プラスチックの製造方法
【課題】
繊維強化プラスチックに成形したときに、優れた力学特性(特に、湿熱処理後の高温環境下の圧縮強度など)を発現し、かつ、生産性にも優れた炭素繊維織物の製造方法、および得られた炭素繊維織物を用いた繊維強化プラスチックの製造方法を提供する。
【解決手段】
炭素繊維糸条、および、前記炭素繊維糸条より総繊度が細繊度でかつ紡糸時に直接付着された、接着成分を必須成分として含有する表面処理剤が付着した補助繊維糸条からなる炭素繊維織物の製造方法であって、前記補助繊維糸条がコア部に連続して巻き取られたパッケージ中において、連続した補助繊維糸条のパッケージ巻始側に位置する表面処理剤の付着量が過多な非製品部と、パッケージ巻終側に位置する表面処理剤の付着量が実質的に一定の製品部とが存在し、かつ、非製品部と製品部との巻姿が実質的に異なるように巻き取られており、前記コア部の露出範囲または前記パッケージの巻姿の形態によりパッケージ内の非製品部と製品部とを判別して、前記補助繊維糸条の製品部のみを用いて製織する炭素繊維織物の製造方法。
(もっと読む)
炭素繊維織物および繊維強化プラスチックの製造方法
【課題】
繊維強化プラスチックに成形したときに、優れた力学特性(特に、湿熱処理後の高温環境下の圧縮強度など)を発現し、かつ、生産性にも優れた炭素繊維織物の製造方法、および得られた炭素繊維織物を用いた繊維強化プラスチックの製造方法を提供する。
【解決手段】
炭素繊維糸条、および、前記炭素繊維糸条より総繊度が細繊度でかつ紡糸時に直接付着された、接着成分を必須成分として含有する表面処理剤が付着した補助繊維糸条からなる炭素繊維織物の製造方法であって、前記補助繊維糸条がコア部に連続して巻き取られたパッケージ中において、連続した補助繊維糸条のパッケージ巻始側に位置する表面処理剤の付着量が過多な非製品部と、パッケージ巻終側に位置する表面処理剤の付着量が実質的に一定の製品部とが存在し、前記パッケージの重量を製織中にモニタリングすることによりによりパッケージ内の非製品部と製品部とを判別して、前記の補助繊維糸条の製品部のみを用いて製織する炭素繊維織物の製造方法。
(もっと読む)
樹脂組成物
【課題】 自動車の外板部材用途に好適な成形体が得られる樹脂組成物の提供。
【解決手段】 (A)ポリアミド系樹脂を含む樹脂、(B)マレイミド系単量体単位を有する重合体及び(C)強化繊維を含有し、(C)成分の強化繊維が長さ方向に束ねられ、少なくとも(A)及び(B)成分により一体化されている強化繊維束を含む樹脂組成物であり、(B)成分のマレイミド系単量体単位を有する重合体中のマレイミド系単量体単位の含有量が40質量%以上である、樹脂組成物。
(もっと読む)
フルオロポリマーでコーティングした物品
物品はファブリックおよびその上のフルオロポリマーコーティング層を含む。このファブリックは、ヤーンを含むウォーブンファブリックである。 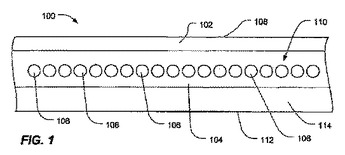 (もっと読む)
(もっと読む)
熱伝導性樹脂グラファイトコンポジット及びその製造方法
【課題】樹脂に熱伝導性フィラー等が配合された熱伝導性樹脂成形品であって、樹脂に配合された熱伝導性フィラー等の欠落が抑制された熱伝導性樹脂成形品を提供する。
【解決手段】熱硬化性樹脂又は導電性ポリマーを水又は有機溶媒で溶解した溶液中に、黒鉛化処理された炭素繊維を分散させ、その溶液を沈降法又は吸引法により炭素繊維をケーキ化し、該ケーキを硬化成形する熱伝導性樹脂グラファイトコンポジット。ここで、得られたケーキの空隙には熱硬化性樹脂組成物を含浸させてから硬化成形を行うことが好ましい。
(もっと読む)
ゴム補強用合成繊維
【課題】高温において優れたゴム・合成繊維間接着を実現することが可能なゴム補強用合成繊維を提供すること。
【解決手段】ブロックポリイソシアネート及びエポキシを含む前処理剤と、レゾルシン・ホルマリン・ラテックス系の接着処理剤が付着しているゴム補強用合成繊維であって、ブロックポリイソシアネートのブロック剤がジメチルピラゾールであることを特徴とする。また、ブロックポリイソシアネートのイソシアネート骨格がイソシアヌレートであることや、ブロックポリイソシアネートの官能基が3官能以上であり、ブロック剤の解離温度が140℃以下であること、エポキシの官能基が4官能以上であり、エポキシ当量が160〜200であること、エポキシ成分がソルビトール、グリセリン、エチレングリコールのいずれかのポリグリシジルエーテルであることが好ましい。
(もっと読む)
薄層石英ガラスクロスを含むプリプレグ、およびそれを用いた配線板
【課題】加工性を劣化させること無く、誘電正接、重量、厚さ、コストを低減した高周波対応配線板材料およびそれを用いた電子部品を提供することを目的とする。
【解決手段】石英ガラス繊維の密集度が疎の石英ガラスクロスを基材とし、誘電正接が低い熱硬化性樹脂組成物を含浸したプリプレグとその硬化物を絶縁層とする電子部品。
(もっと読む)
ガラス繊維強化ポリアミド樹脂複合材の製造方法及びガラス繊維基材の処理方法
【課題】ガラス繊維強化ポリアミド樹脂複合材における、吸水率が高くなり、機械的強度も不充分である問題を回避し、マトリックス樹脂中の未重合モノマーによるボイド発生がなく、曲げ強度等の機械的強度の向上したガラス繊維強化ポリアミド樹脂複合材の製造方法及びその製造方法に使用するガラス繊維基材の処理方法を提供する。
【解決手段】(1)ガラス繊維基材をアミノ基含有シラン化合物又はその塩の酸性水性液と接触させる工程(A−1)、及び、前記工程(A−1)を経たガラス繊維基材をアルカリ液で処理する工程(A−2)、を含むガラス繊維基材の処理工程(A)、並びに、(2)前記処理工程(A)を経たガラス繊維基材に、ε−カプロラクタムを含有する重合性組成物を含浸させ、アニオン重合させる工程(B)を含む、ガラス繊維強化ポリアミド樹脂複合材の製造方法。
(もっと読む)
熱可塑性樹脂組成物および成形品
【課題】
射出成形品の剛性、衝突延性、成形加工性、塗装外観および塗装密着性の特性に優れ、各部位による差異がなく設計することが可能な熱可塑性樹脂組成物および成形品を提供する。
【解決手段】
グラフト共重合体、ビニル系共重合体、変性ビニル系共重合体、ポリアミドおよび繊維強化材からなり、特定条件のグラフト共重合体、ビニル系共重合体およびポリアミドを選定してなる熱可塑性樹脂組成物と、その熱可塑性樹脂組成物を射出成形してなる成形品。
(もっと読む)
ジメタクリレート化合物含有重合性組成物、プリプレグ及びそれを用いた積層体。
【課題】硬化時の流動性に優れたプリプレグ、ピール強度に優れた積層体、及びそれらを与える重合組成物を提供することにある。
【解決手段】シクロオレフィンモノマーとメタセシス重合触媒と、架橋剤とを含む重合性組成物に、特定のジメタクリレート化合物を添加し、強化繊維に含浸させた後に重合することで得られるプリプレグ。前記プリプレグを、該プリプレグ同士、及び/又は他材料と積層した後に硬化してなる積層体。
(もっと読む)
ガラス維強化樹脂ペレットの製造方法

【課題】機械的強度に優れたガラス繊維強化樹脂ペレット及びその製造方法、ガラス繊維強化樹脂成形品の製造方法を提供すること。
【解決手段】ガラス繊維束を、熱溶融した熱可塑性樹脂とともに、貫通孔が形成されたダイスの当該貫通孔に通して引き抜き、樹脂含浸ガラス繊維束を得る引抜工程と、樹脂含浸ガラス繊維束を切断してペレットを得る切断工程と、有機シランの水系液に接触させることにより、樹脂含浸ガラス繊維束及び/又はペレットに、有機シランの加水分解物及び/又は加水分解縮合物を付着させる付着工程と、付着工程で得られた樹脂含浸ガラス繊維束及び/又はペレットを乾燥する乾燥工程と、を備える。この製造方法により得られるガラス繊維強化樹脂ペレットを用いて、射出成形によりガラス繊維強化樹脂成形品を製造すると、機械的強度に優れたガラス繊維強化樹脂成形品を製造することができる。
(もっと読む)
アクリル樹脂組成物とその製造方法
【課題】十分な強度や硬度、そして温度変化に対する寸法安定性を有すると共に、優れた耐衝撃性および耐ケミカルクラック性を有するアクリル樹脂組成物とその製造方法を提供する。
【解決手段】アクリル樹脂と、弾性率がアクリル樹脂の15%以下である粒状添加剤と、メタクリロイルオキシ基、アクリロイルオキシ基、およびビニル基から選ばれる少なくとも1種の官能基を有するシランカップリング剤で表面処理した無機充填材とを含有することを特徴とする。
(もっと読む)
型枠により粗紡から繊維複合材料または繊維強化プラスチックの部品を製造する方法、および同方法を実施するための型枠
型枠(1)により粗紡(R)から繊維複合または繊維強化プラスチック部品を製造する方法。同方法は、適用装置(13)により粗紡(R)を張引することにより乾燥繊維から形成される粗紡(R)を型枠表面(3)に適用する工程において、張引力は所定の配向にて偏向装置間に作用される適用工程と、バインダー材料を張引された粗紡(R)に適用する工程と、製造される部品のためのプリフォームが形成されるように温度および圧力を作用させることにより繊維ストランドおよびバインダー材料の構造体を連結する工程と、プリフォームを偏向装置から分離し型枠(1)から取り払う工程とを含み、プリフォームが偏向装置から分離されたときに射出工程または注入工程が部品を製造すべく行われる。さらに、型枠(1)および方法を実施する装置。 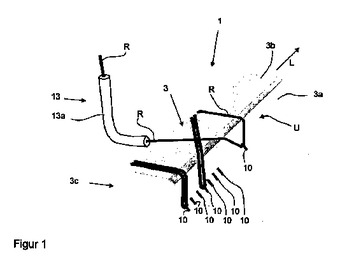 (もっと読む)
(もっと読む)
ガラス繊維強化樹脂ペレットの製造方法
【課題】 熱可塑性樹脂として液晶ポリマーなどの融点の高い樹脂を用いる場合でも、射出成形時の成形不良を抑制でき、且つ、射出成形後の成形品中に含まれるガラス繊維の繊維長の長いガラス繊維強化樹脂ペレットの製造方法を提供すること。
【解決手段】 ガラス繊維をサイズ剤で複数本束ねたガラス繊維束を、熱溶融した熱可塑性樹脂とともに、貫通孔が形成されたダイスの当該貫通孔に通して引き抜く引き抜き工程と、引き抜き工程で得られる樹脂含浸ガラス繊維束を切断してペレット化する第1ペレット化工程と、第1ペレット化工程で得られるペレットを、熱溶融した前記熱可塑性樹脂とともに混練した後、ペレット化する第2ペレット化工程とを含むガラス繊維強化樹脂ペレットの製造方法。
(もっと読む)
プリプレグ及びその製造方法とこれを用いたプリント配線板
【課題】本発明は、厚み方向において強固な結合力が働き、折り曲げ時などの機械強度が向上するとともに、熱伝導率を高めることができるプリプレグを提供することを目的とする。
【解決手段】開口率が50%以下であり、厚みが10μm以上300μm以下のガラス織布13と、このガラス織布13に含浸された半硬化樹脂体14とからなり、前記半硬化樹脂体14は半硬化された樹脂と、その樹脂体中に分散されたアルミナ、窒化アルミ、窒化ホウ素、炭化ケイ素、窒化ケイ素、シリカ、酸化亜鉛、酸化チタン、酸化錫、ジルコン珪酸塩、酸化マグネシウムから選ばれた少なくとも1種類以上からなる無機フィラー29とからなり、前記無機フィラー29はリン酸エステル、カルボン酸エステル、スルホン酸エステルから選ばれた少なくとも1種類以上の表面処理剤30により表面処理を施されていることを特徴とするプリプレグ11である。
(もっと読む)
61 - 80 / 140
[ Back to top ]