
Fターム[4F072AG02]の内容
強化プラスチック材料 (49,419) | 予備成形品 (4,017) | 予備成形品の種類 (2,408) | 補強材のプリフォーム (246)
Fターム[4F072AG02]に分類される特許
61 - 80 / 246
プリフォームの製造装置及び製造方法
【課題】シート状のプリプレグを賦形する際の位置ズレ及びシワの発生を効果的に抑制する。
【解決手段】シート状のプリプレグを成形型により予め、平面状の本体部と、該本体部の少なくとも一側から屈曲して延びる側面部とを有するプリフォームの製造装置及び方法であって、前記成形型の可動型が、プリプレグからなるプリフォーム基材2の本体形成部のみを固定型と共に挟圧するメイン型と、前記メイン型とは別個に作動して前記プリフォーム基材2の側面形成部をその中央側から外側へ伸ばしつつ固定型に押し付ける側面形成手段(ローラ16)とを有し、前記メイン型が前記本体形成部を挟圧して前記本体部を形成した状態で、前記側面形成手段(各ローラ16)が前記側面形成部をその中央側から外側へ伸ばしつつ固定型11に押し付けて前記側面部を形成する。
(もっと読む)
ダーツを設けたパイプリフォームの強化材、その強化材を含むパイプリフォーム、およびパイプリフォームの強化方法

【課題】三次元のパイあるいはT型のプリフォーム(101)のための強化材(201)、その製法、ならびにその強化材を含むコンポジット構造物の提供。
【解決手段】強化材(201)は操り織りファブリックであって、幅、長さ、厚さ(t)で別れた第1面(212)および第2面(213)をもつ。操り織りファブリックの第1面は、プリフォームのダーツ構成部分に添付する。操り織りファブリック強化材は、単一の層あるいは多層のファブリックであり、プログラム可能なテークアップ機構を用いて織ることができる。
(もっと読む)
繊維強化複合材料のプリフォーム及びその製造方法
【課題】プリフォームを三次元繊維構造体で構成した場合に、形状保持性及び繊維束のほつれ防止性を付与するバインダ繊維が繊維強化複合材料の成形型に貼り付くことによる脱型不良の発生を防止する。
【解決手段】プリフォームは組糸12及び芯糸13で組織された三次元ブレイディング11で構成され、組糸12は連続繊維の繊維束14の外側にバインダ繊維15が螺旋状に巻き付けられた糸条16で形成されている。バインダ繊維15は三次元ブレイディング11の内部に位置し、かつ繊維束14に融着している。繊維束14に対するバインダ繊維15の巻き付けピッチは、組糸12が三次元ブレイディング11の表面に露出する部分12aの長さより大きく、かつ、バインダ繊維15が三次元ブレイディング11の内部側にのみ位置する巻き付け状態となるように設定されている。
(もっと読む)
繊維強化複合材料のプリフォーム及びその製造方法
【課題】曲げ部を有するプリフォームを取り扱う場合に曲げ部やその近傍が変形し難く、そのプリフォームを使用した繊維強化複合材料の曲げ部における強度低下を抑制することができる繊維強化複合材料のプリフォームを提供する。
【解決手段】プリフォーム11は、連続繊維からなる二次元繊維基材が複数積層されて少なくとも2軸配向となる積層繊維群が、曲げ部11aと平面部11bとが連続する立体的な形状に形成されている。二次元繊維基材はバインダ繊維14bにより互いに接合されており、曲げ部11aのバインダ繊維量が他の部分のバインダ繊維量より多い。二次元繊維基材は、連続繊維からなる繊維束14aの外側にバインダ繊維14bが螺旋状に巻き付けられた強化繊維14で織られた織物で構成されている。
(もっと読む)
織りプリフォーム、コンポジットおよびその製造方法
【課題】3次元織りプリフォーム、そのプリフォームを組み込んだ強化コンポジット、およびそれらの製造方法の提供。
【解決手段】織りプリフォームは、2または3以上のたて糸操りファブリック層を含む。たて糸操りファブリックは、ダーツ部分と、ダーツのない部分とを含む。たて糸操りファブリックのダーツ部分をダーツのない部分に互いに結合し、それにより、プリフォームの全部分の周辺および半径の方向に連続ファイバが存在するようにする。一つのたて糸操りファブリックにおけるダーツのない部分は、他のたて糸操りファブリックにおけるダーツ部分を補強する。たて糸操りファブリックは、差動テークアップ機構を備える織機で織ることができる。たて糸操りファブリックは、単一あるいは多層のファブリックである。最終のプリフォームは、航空機の窓フレームの一部分になる。
(もっと読む)
織りプリフォーム、コンポジットおよびその製造方法
【課題】3次元織りプリフォーム、そのプリフォームを組み込んだ強化コンポジット、およびそれらの製造方法の提供。
【解決手段】織りプリフォームは、1または2以上のたて糸操りファブリック層を含む。たて糸操りファブリックの一部分を型に押し付けることにより、起立脚(20)を形成する。プリフォームは、その起立脚および本体部分のジャグル(15)を含む。本体部分および起立脚は、一体に織ることにより、プリフォームを横切る連続ファイバを設ける。たて糸操りファブリックの一部分には、たて糸方向にストレッチ・ブロークン・カーボン・ファイバがあり、別の部分には、一般のカーボン・ファイバがある。たて糸操りファブリックは、差動テークアップ機構を備える織機で織ることができる。たて糸操りファブリックは、単一あるいは多層のファブリックである。プリフォームあるいはコンポジットは、航空機の窓フレーム(10)の一部分になる。
(もっと読む)
ドライ繊維プリフォームの自動生産のための方法及び装置
本発明は、樹脂浸透法による負荷担持複合部材製造用として意図される長尺織布プリフォームを製造するための装置及び方法に関する。
より具体的には、本発明の主題である装置及び方法は、例えば、航空機機体フレーム又はフレームセグメントの実現のために意図される事実上円形のプリフォーム製造用として設計される。
本発明は、同一平面には無い少なくとも二つのウィングを含む形状を有するプリフォームを製造するために、長尺形状の長さ全体に亘って、少量の結合剤を含む繊維性バンドをゆっくりと連続的に積層するための方法を提供する。
(もっと読む)
硬化性エポキシ樹脂組成物及びこれから製造された複合材
強化材とエポキシ樹脂組成物とを含んだ硬化性エポキシ樹脂複合材組成物、及び、そのような組成物から複合材を調製する方法;ここにおいて少なくとも1種のアルカノールアミンと前記少なくとも1種のスチレン化フェノールの組合せは、少なくとも1種のエポキシ樹脂と少なくとも1種のアルカノールアミン硬化剤との反応速度を上昇させるとともに、前記エポキシ樹脂組成物の硬化による複合材の熱的及び機械的特性を維持するのに十分な量で、前記エポキシ樹脂組成物中に存在する。 (もっと読む)
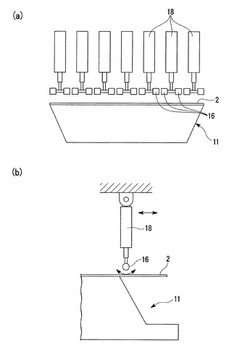
自動化ドレープ形成装置
従来技術では、ドレープ形成操作は主に手動で実行され、積層速度をきわめて高速にすることができなかった。
本発明は、積層繊維プリフォームであって、樹脂を含浸して、複合材料から構成される成形部を製造するプリフォームを形成するドレープ形成工程を実施するための自動化装置に関する。本発明は、より詳細には、パネル、特に、基本的に二次元に延びるきわめて厚いパネルなどの成形部を製造するためのプリフォームの製造に関する。本発明の装置は、布積層ヘッド(10)をスペースを介して移動させ方向づけることが可能なマニプレータ(1)を含み、ここにおいて、該布積層ヘッドは、表面に通じる一つの吸引口を含み、工具や布積層ヘッド(10)とは別の作業台で織布を一枚ずつ把捉することが可能な巻胴と、次いで、該織布を圧縮する手段及び加熱する手段を含み、この織布をプリフォーム(70)上に連続的に載せるよう設計される手段とを含む。
(もっと読む)
繊維基材及びこの繊維基材を用いた樹脂製歯車
【課題】加工代を少しでも少なくすることが可能な、繊維基材及びこの繊維基材を用いた樹脂製歯車を、提供する。
【解決手段】円筒形状に編んだ布を円筒形状の外側へ裏返しながら又は内側へ折り返しながら巻き込み、ドーナツ形状とした繊維基材であって、その内径円形形状が維持され、その外径円形形状が、外力により変形されている。好ましくは、外径円形形状の変形後の形状が、元の外接円形に均等間隔にて接触する突出部と、突出部と突出部の間が元の外接円形から離間する窪み部で形づくられている。
(もっと読む)
FRPの製造方法
【課題】本発明は、未含浸部分やボイド等が形成されにくく、品質の優れたFRPを低コストに歩留まりを高くして得ることが可能なFRPの製造方法を提供せんとするものである。
【解決手段】本発明のFRPの製造方法は、少なくとも次の(A)〜(F)の工程からなる。
(A)少なくとも強化繊維基材からなるプリフォームを成形型面上に配置するセット工程、(B)成形型の少なくとも成形部をバッグ材で覆い、少なくとも減圧吸引口および樹脂注入口を設けて密閉する密閉工程、(C)成形部を減圧吸引口から吸引により減圧する減圧工程、(D)熱風を加熱媒体として、成形型を含め成形部を加熱する加熱工程、(E)成形型の温度Tmとバッグ材の温度Tvとが共に室温以上であり、かつその温度差ΔTが10℃以内である時に、樹脂注入口から樹脂を注入し、少なくとも強化繊維基材に樹脂を含浸させる注入工程、(F)成形型を含め成形部を室温以上の所定の温度Tpcに保持し、樹脂を固化させる固化工程。
(もっと読む)
三次元隆起構造部を含む繊維強化ポリウレタン成形品
本発明は、リブ、支柱またはドームのような構造部を有する繊維強化ポリウレタン成形品に関し、この構造部も繊維強化されている。 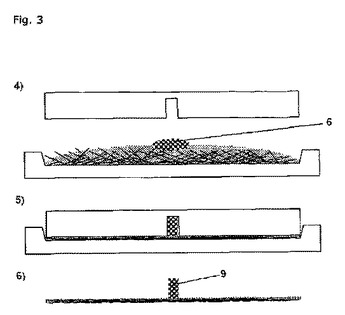 (もっと読む)
(もっと読む)
高性能接着剤組成物
本明細書では、ナノサイズのコア−シェル粒子を含有するエポキシ樹脂、アミン末端ポリエーテルスルホンを含有する1種以上の熱可塑性強化剤および少なくとも1種の多官能エポキシ樹脂に加えて当該接着剤組成物を400°F以下で完全に硬化させる少なくとも1種のアミン系硬化剤から生じさせた熱硬化性接着剤組成物を提供する。前記組成物は航空宇宙用複合材料/金属/ハニカム構造物を結合させる能力を有する接着フィルムを生じさせる目的で用いるに有用であり、それには、航空機の前または後縁、航空機の前または後縁、音響ナセル構造物、水平および垂直尾翼および他の様々な構造物の結合ばかりでなく他の高性能産業用途も含まれる。 (もっと読む)
FRP筒体
【課題】高強度、高剛性で、しかも外観に優れるFRP筒体を提供する。
【解決手段】プルワインド法において、マンドレルの先端部から繊維軸が筒軸方向の強化繊維層と、繊維軸が筒軸方法に対し+θ°及び−θ°をなす強化繊維層との少なくとも3層の強化層を連続的に成形しながら他端に引き抜いていく中で、比較的粘度の低いシクロオレフィンモノマーと重合触媒とを含んでなる成形用組成物を含浸させ、硬化して得ることができるFRP筒体。
(もっと読む)
積層複合材板及び構造体
【課題】積層複合材板を折り曲げ加工することによって構造体を成形する際に、均質な構造体を確実に成形する。
【解決手段】積層複合材板1の各繊維層の繊維方向を曲げ軸と同じ方向及び曲げ軸に直交する方向以外の方向となるように設定する。これにより、積層複合材板1に含まれる繊維を曲げ荷重に対抗しないようにし、ひいては積層複合材板1の各繊維層を隣接する繊維層との間で曲げ荷重の増大に対して徐々に滑るようにする。
(もっと読む)
コンベヤ用カバー
【課題】軽量で機械的強度が高く、追加工が容易で、自己消火性能を有するだけでなく、不燃性能が極めて高いコンベヤ用カバーの提供。
【解決手段】液状レゾール型フェノール樹脂に、難燃剤であるホウ酸と、酸性硬化剤を含有する樹脂組成物を強化繊維基材に含浸して硬化した難燃性FRP製のコンベヤ用カバーにおいて、厚さは、3mm〜7mmとし、前記樹脂組成物中のホウ酸は、フェノール樹脂100重量部に対して50〜100重量部とし、ISO5660−1準拠のコーンカロリーメーター試験における20分間の加熱下で、防火上有害な変形を生じずに、最大発熱速度が200kW/m2以下、総発熱量が8MJ/m2以下となることを特徴とするコンベヤ用カバーを、解決手段とする。
(もっと読む)
湾曲形状防煙垂壁の形成方法、湾曲形状防煙垂壁用パネル及び湾曲形状防煙垂壁
【課題】搬送コストを低減してガラス繊維シートに皺のない湾曲形状防煙垂壁を形成する。
【解決手段】湾曲形状防煙垂壁1は、レール2と、端部方立3と、中間方立4と、パネルジョイント5と、湾曲形状防煙垂壁用パネル6とにより構成され、この湾曲形状防煙垂壁用パネル6は、防煙垂壁用パネル本体10と、外枠20とにより構成され、この防煙垂壁用パネル本体10は、可撓性、柔軟性及び弾性を有して変形可能に形成された枠体11と、この枠体11の一方の面に取り付けられたガラス繊維シート12とにより構成されている。そして、防煙垂壁用パネル本体10と外枠20とを分離して搬送し、施工現場において防煙垂壁用パネル本体10を曲げて外枠20にはめ込んで湾曲形状防煙垂壁用パネル6を形成し、この湾曲形状防煙垂壁用パネル6を配置することで、湾曲形状防煙垂壁を形成する。
(もっと読む)
炭素繊維不織布、炭素繊維強化樹脂シートおよび炭素繊維強化樹脂成形体
【課題】金属材料と比べて軽量であり、面内で等方的に高弾性、高熱伝導、低熱膨張といった優れた特性を有し、金属材料の代替材料として発錆の問題を解決すると共に、大幅な軽量化を達成することが可能な炭素繊維強化樹脂成形体を提供する。
【解決手段】炭素繊維の短繊維が二次元ランダムに分散している不織布であって、該炭素繊維の繊維軸方向の引張弾性率が400GPa以上で、繊維軸方向の熱伝導率が60W/mK以上であり、かつ、該炭素繊維のうち、繊維長が5〜50mmのものの重量割合が60wt%以上である炭素繊維不織布。この炭素繊維不織布を用いた炭素繊維強化樹脂成形体。
(もっと読む)
繊維マトリックス及び繊維マトリックスの作成方法
三次元繊維構造の形成方法を開示する。本方法は、a)液体担体、繊維、及びバインダーを含む出発物質を提供する工程、b)出発物質を基板に通過させ、基板上に繊維を堆積させる工程、c)三次元繊維マトリックスを形成する工程、及びd)バインダーを硬化する工程を含む。基板上の出発物質の流れが無秩序であり、高い割合の空隙を含有する三次元構造内に繊維が配置されるように、基板上への材料の流れを調整してもよい。このプリフォームは、湿潤状態で加圧してもよく、圧力下で硬化する。繊維は、炭素繊維を含んでもよい。再生炭素繊維が特に有用であることがわかった。得られたプリフォームは確率的であってもよく、融蝕用途及びブレーキ用途での使用に最適である。 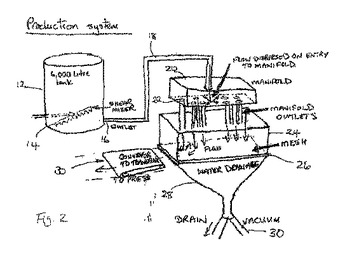 (もっと読む)
(もっと読む)
ポリアミド複合物品
本発明は、工業用織物の布地の形態をとる補強材料の含浸に使用される高メルトフローのポリアミドを複合材料の製造のために使用することに関する。本発明の分野は、複合材料及びそれらの製造方法の分野である。 (もっと読む)
61 - 80 / 246
[ Back to top ]