
Fターム[4F072AG04]の内容
強化プラスチック材料 (49,419) | 予備成形品 (4,017) | 予備成形品の種類 (2,408) | プレミックス、バルク(←BMC) (53)
Fターム[4F072AG04]に分類される特許
1 - 20 / 53
炭素短繊維、炭素短繊維の製造方法、炭素短繊維強化樹脂組成物、及び炭素短繊維強化セメント組成物
【課題】 複合材の材料として用いた際に、マトリックス成分と優れた親和性を示す炭素短繊維を提供することを課題とする。
【解決手段】 本発明は、炭素繊維強化樹脂複合材料を、常圧過熱水蒸気と接触下、分解ガスが充満する雰囲気で、前記複合材料中のマトリックス樹脂を300℃〜600℃で加熱分解することにより、水素原子、窒素原子、及び酸素原子から選択された1種以上の原子により炭素短繊維表面が化学修飾されている炭素短繊維を提供する。
(もっと読む)
強化繊維用サイジング剤及びその用途
【課題】 本発明の目的は、優れた耐熱性を有し、熱可塑性マトリックス樹脂を補強するために用いられる強化繊維に対して、優れた接着性と開繊性を同時に付与できる強化繊維用サイジング剤と、それを用いた合成繊維ストランド及び繊維強化複合材料を提供することにある。
【解決手段】 本発明は、熱可塑性マトリックス樹脂を補強するために用いられる強化繊維用サイジング剤であって、ポリプロピレン、エチレン−プロピレン共重合体、プロピレン−ブテン共重合体及びエチレン−プロピレン−ブテン共重合体から選ばれる少なくとも1種に対し、不飽和カルボン酸及びその酸無水物から選ばれる少なくとも1種を0.1〜20重量%グラフト共重合してなる酸変性ポリオレフィン樹脂、ビニルエステル化合物及び水を必須に含有するものである。
(もっと読む)
繊維強化基材
【課題】熱可塑性樹脂をマトリクスとした繊維強化複合材料であり、面内方向において特定の方向に配向しておらず等方性であり、かつハンドリング性、賦型性に優れた炭素繊維樹脂複合基材を提供する。
【解決手段】繊維長5mm以上100mm以下の炭素繊維と熱可塑性樹脂とから構成され、炭素繊維が熱可塑性樹脂によって溶着された面状体であり、空孔率が70%以上99%未満であり、熱可塑性樹脂の存在量が、炭素繊維100重量部に対し、3〜1000重量部である複合基材。
(もっと読む)
繊維強化プラスチック成形材料の製造方法
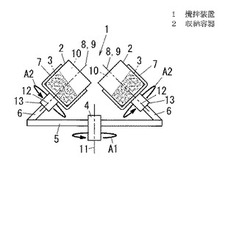
【課題】樹脂コンパウンドを繊維に充分に含浸させることができ、熟成時間が短く、しかもコストを抑えることができる繊維強化プラスチック成形材料の製造方法を提供する。
【解決手段】樹脂コンパウンドとその増粘剤と繊維とを収納容器2に収納する。収納容器2を公転させると共に自転させて前記増粘剤を含む樹脂コンパウンドと繊維を攪拌する。
(もっと読む)
繊維強化プラスチック成形材料の製造方法及び製造装置

【課題】繊維を均一に分布でき、且つ外観の良い成形材料を製造できる繊維強化プラスチック成形材料の製造方法及び製造装置を提供する。
【解決手段】回転体4に形成された散布室6の内面に樹脂コンパウンド2を塗布する。この樹脂コンパウンド2の表面に繊維3を散布する。この繊維3を回転体4の回転に伴う遠心力により樹脂コンパウンド2に食い込ませる。
(もっと読む)
炭素繊維束及びその製造方法、並びに熱可塑性樹脂組成物。
【課題】ポリオレフィン系樹脂、特にポリプロピレン樹脂との良好な界面接着性を発現できる炭素繊維束を提供する。
【解決手段】分子内にカルボキシル基を有し、その少なくとも一部が塩基性化合物で中和されてなる変性1−プロペン・1−ブテン共重合物が炭素繊維束に対して0.1質量%から8.0質量%付与されている炭素繊維束。
(もっと読む)
高意匠性ランダムマット
【課題】繊維強化複合材料成形の先駆体として用いられるランダムマットを提供する。
【解決手段】繊維長10〜100mmの強化繊維と熱可塑性樹脂とから構成され、強化繊維が25〜3000g/m2の目付けにて実質的に2次元ランダムに配向しており、式(1)で定義される臨界単糸数以上で構成される強化繊維束(A)について、マットの繊維全量に対する割合が0Vol%超30Vol%未満であり、かつ強化繊維束(A)中の平均繊維数(N)が下記式(2)を満たすことを特徴とするランダムマット。
臨界単糸数=600/D (1)
1.0×104/D2<N<2.5×104/D2 (2)
(ここでDは強化繊維の平均繊維径(μm)である)
(もっと読む)
繊維強化プラスチック平板およびその製造方法
【課題】強化繊維として、例えば長さ1インチ程度のガラス繊維等のように平板厚みよりも長い長繊維を含有するSMCまたはBMCによる繊維強化プラスチック平板において、強度を維持しつつ平板の反りを低減することができる繊維強化プラスチック平板およびその製造方法を提供すること。
【解決手段】シートモールディングコンパウンド(SMC)またはバルクモールディングコンパウンド(BMC)による成型品である繊維強化プラスチック平板において、前記成型品の平板厚みよりも全長が長い長繊維と、この平板厚みよりも全長が短い短繊維および/または放射状針状結晶とを含有することを特徴としている。
(もっと読む)
複合材組成物
【課題】未硬化複合材組成物、硬化複合材料及び硬化複合材料の製造方法を提供する。
【解決手段】未硬化複合材組成物は未硬化樹脂及び三軸ブレイド10を含有する。三軸ブレイドは、長手方向軸11を有し、長手方向軸に対して第1バイアス角度22で第1バイアス方向21に延在する第1バイアス繊維20、長手方向軸に対して第2バイアス角度32で第2バイアス方向31に延在する第2バイアス繊維30及び長手方向軸に平行な方向に延在する軸繊維14を含み、第1バイアス繊維、第2バイアス繊維及び軸繊維のトウサイズが実質的に同じであり、トウサイズが約1k〜約11kの範囲である。
(もっと読む)
成型用樹脂組成物の製造方法
【課題】高い機械的強度や耐衝撃性を有し、高い耐水性や耐湿性を有するとともに優れた寸法安定性を有する工具ホルダーを作ることが可能な成型用樹脂組成物の製造方法を提供する。
【解決手段】この製造方法は、フェノール樹脂と綿糸や綿布とを加熱しつつ混練し、綿糸や綿布にフェノール樹脂を含浸させた樹脂含浸繊維材料を作る第1混練工程11と、第1混練工程11によって作られた樹脂含浸繊維材料を乾燥させる乾燥工程12と、乾燥工程12によって乾燥させた樹脂含浸繊維材料を冷却する第1冷却工程13と、第1冷却工程13によって冷却された樹脂含浸繊維材料とフェノール樹脂とガラス繊維とを加熱しつつ混練し、樹脂含浸繊維材料とフェノール樹脂とガラス繊維とを混和させた成型用樹脂組成物を作る第2混練工程14と、第2混練工程14によって作られた成型用樹脂組成物を冷却する第2冷却工程15とを有する。
(もっと読む)
成型用樹脂組成物
【課題】機械的強度や熱剛性、耐衝撃性が高い工具ホルダーを作ることができ、高い耐水性や耐湿性を有するとともに優れた寸法安定性を有する工具ホルダーを作ることができる成型用樹脂組成物を提供する。
【解決手段】成型用樹脂組成物17は、液状フェノール樹脂(熱硬化性合成樹脂)とガラス繊維(無機繊維)と綿糸全体や綿布全体(天然繊維材料)に液状フェノール樹脂を含浸させた樹脂含浸繊維材料とを混和することから作られている。樹脂含浸繊維材料では、綿糸や綿布100重量%に対するフェノール樹脂の含浸量が20〜40重量%の範囲にある。成型用樹脂組成物17では、フェノール樹脂100重量%に対するガラス繊維の含有量が5〜15重量%の範囲にあり、フェノール樹脂100重量%に対する樹脂含浸繊維材料の含有量が100〜150重量%の範囲にある。
(もっと読む)
連続繊維複合材料構造体およびその製造方法ならびにそれを用いた複合成形体
【課題】強度および剛性の高い複合材料構造体を精度良く高い生産性で提供する。
【解決手段】互いに実質的に平行に配列した連続繊維束と熱可塑性樹脂とからなる捩れを有する構造体であって、連続繊維束は座屈する事無く、連続繊維束の配向方向に直行する方向における構造体の幅方向の中心部を結んだ骨格線について、下記(A)および(B)
(A)1/(20×d)以上の捩率を有する部分を含み、
(B)1/(20×d)以上の捩率を有する部分の捩れ角の合計が60度以上である
(dは捩れを付与する前の、連続繊維の配向方向に直行する方向における構造体の幅)
を満足することを特徴とする連続繊維複合材料構造体。
(もっと読む)
成形材料及び成形体
【課題】透明性及び高強度を維持しつつ、生産性の向上に寄与した植物繊維の高分散化を実現し、かつ、硬化時に植物繊維が再凝集しない成形材料を提供する。
【解決手段】植物繊維を水溶性エポキシ樹脂に分散させ繊維含有分散液を調製する。ミキサーを用いて撹拌後、硬化剤を加え、ディスパーを用いて更に撹拌する。この成形材料を所定条件下で真空乾燥し、この成形材料中に含まれる水分を除去する。得られた成形材料に対して加熱加圧を行い、成形体を形成する。
(もっと読む)
セルロース含有熱可塑性樹脂の製造方法、セルロース含有熱可塑性樹脂及びその成形体
【課題】セルロースを含有しているため機械特性が高く、成形体と成したときに反り、曲がりが発生しないうえ、射出成形、押出成形等に対応可能な流動特性をもったセルロース含有熱可塑性樹脂を作製できるセルロース含有熱可塑性樹脂の製造方法、セルロース含有熱可塑性樹脂及びその成形体を提供する
【解決手段】乾式解繊機により解繊された繊維状セルロースと熱可塑性樹脂と酸無水物とをバッチ式密閉型混練装置を用いて高温高圧水蒸気環境下で溶融混練するセルロース含有熱可塑性樹脂の製造方法において、高温高圧水蒸気環境における温度範囲が150〜370℃であり、かつ圧力範囲が0.20MPa以上で飽和水蒸気圧までの間であることを特徴とするセルロース含有熱可塑性樹脂の製造方法及びその製造方法で作成したセルロース含有熱可塑性樹脂。
(もっと読む)
炭素繊維複合材料
【課題】熱可塑性樹脂をマトリクスとした炭素繊維複合材料を提供する。
【解決手段】繊維長10mm超100mm以下の炭素繊維と熱可塑性樹脂とから構成され、炭素繊維が実質的に2次元ランダムに配向しており、式(1)で定義される臨界単糸数以上で構成される炭素繊維束(A)について、繊維全量に対する割合が0Vol%超30Vol%未満であり、かつ炭素繊維束(A)中の平均繊維数(N)が下記式(2)を満たすことを特徴とする複合材料。
臨界単糸数=600/D (1)
1.0×104/D2<N<2.5×104/D2 (2)
(ここでDは炭素繊維の平均繊維径(μm)である)
(もっと読む)
熱硬化型(メタ)アクリル系樹脂組成物とそれを用いたシートモールディングコンパウンド、バルクモールディングコンパウンドおよび成形品
【課題】製造適性およびSMCやBMCの取扱い性と成形性に優れるとともに、外観、耐熱性、耐溶剤性に優れた成形品を得ることができる熱硬化型(メタ)アクリル系樹脂組成物とそれを用いたSMC、BMC、および成形品を提供する。
【解決手段】シートモールディングコンパウンドまたはバルクモールディングコンパウンドを調製するための熱硬化型(メタ)アクリル系樹脂組成物であって、重量平均分子量50000〜500000の(メタ)アクリル系重合体粉末(A)、メタクリル酸メチル単量体(B)、沸点150℃以上のものを含む多官能(メタ)アクリル系単量体(C)、無機充填材(D)、および有機過酸化物(E)を含有することを特徴とする。
(もっと読む)
セラミックマトリクス複合体の前駆物質スラリ組成物及びシート成形コンパウンド
【課題】セラミックマトリクス複合体(CMC)物品を製造時における時間短縮を図る。
【解決手段】熱可塑性樹脂、適切な硬化剤、セラミック成分、炭素質固体成分及び任意に使用される適切な溶剤を含み、前記熱可塑性樹脂は、ポリエステル、ビニルエステル、エポキシ樹脂、ビスマレイミド樹脂及びポリイミド樹脂から選択された少なくとも1つの樹脂であり、前記炭素質固体成分は、熱分解時に適切な量の炭素チャーを生成し、且つ前記溶剤の除去後、硬化前の前駆物質スラリ組成物は70体積%までの固体を含む前駆物質スラリ組成物。シート整形コンパウンドは、前駆物質スラリ組成物から形成された第1の外側膜及び第2の外側膜と、第1の外側膜と第2の外側膜との間に支持された無作為に分散された補強材料とを含む。
(もっと読む)
熱硬化型(メタ)アクリル系樹脂組成物とそれを用いたシートモールディングコンパウンド、バルクモールディングコンパウンドおよび成形品
【課題】製造適性およびSMCやBMCの取扱い性と成形性に優れるとともに、外観、耐熱性、耐溶剤性に優れた成形品を得ることができる熱硬化型(メタ)アクリル系樹脂組成物とそれを用いたSMC、BMC、および成形品を提供する。
【解決手段】シートモールディングコンパウンドまたはバルクモールディングコンパウンドを調製するための熱硬化型(メタ)アクリル系樹脂組成物であって、重量平均分子量50000〜500000の(メタ)アクリル系重合体粉末(A)、メタクリル酸メチル単量体(B)、沸点150℃以上のものを含む多官能(メタ)アクリル系単量体(C)、無機充填材(D)、有機過酸化物(E)、およびメタクリル酸メチル単量体(B)よりも沸点の低い有機溶剤(F)を含有することを特徴とする。
(もっと読む)
アミノ樹脂を含むダイズコンポジット材料およびその製造方法
【課題】硬化後に可とう性および強度の双方を保持し、かつ天然産物もしくは天然産物由来の物質を主として含んでなる、安価な熱硬化性バインダーで強化されたコンポジット材料を提供する。
【解決手段】43ミクロン以下のメッシュ粒子サイズの脱脂ダイズ粉体、少なくとも1種のエマルション(コ)ポリマーのポリマー粒子、1種以上のアミノ樹脂、および、場合によっては1種以上の還元糖を含む水性バインダー組成物から得られるコンポジット材料、該材料を製造および使用する方法。
(もっと読む)
繊維強化ポリ乳酸含有樹脂組成物及び射出成形体
【課題】曲げ弾性率及び衝撃強度などの優れた物性バランスを持つ成形体を形成することができ、製品性能を改良し得る繊維強化されたポリ乳酸含有樹脂組成物及び射出成形体の提供。
【解決手段】成分(A):ポリプロピレン系樹脂、成分(B):ポリ乳酸系樹脂、成分(C):有機繊維、成分(D):酸変性ポリオレフィン系樹脂又は/及びヒドロキシ変性ポリオレフィン系樹脂、および成分(E):エポキシ変性ポリオレフィン系樹脂を含むことを特徴とする繊維強化ポリ乳酸含有樹脂組成物;各成分の含有量が、樹脂組成物全体に対し、成分(A)7〜91.4重量%、成分(B)4〜40重量%、成分(C)4〜40重量%、成分(D)0.1〜3重量%、成分(E)0.5〜10重量%であることが好ましい;工程(I):成分(B)、成分(E)を溶融混練すること、工程(II):工程(I)で得られる組成物、成分(A)、成分(C)、成分(D)を、成分(C)が可塑化しない温度で溶融混練することで製造することが好ましい。
(もっと読む)
1 - 20 / 53
[ Back to top ]