
Fターム[4F072AG12]の内容
強化プラスチック材料 (49,419) | 予備成形品 (4,017) | 予備成形品の細部 (1,608) | 形状 (266)
Fターム[4F072AG12]の下位に属するFターム
Fターム[4F072AG12]に分類される特許
1 - 20 / 89
炭素繊維強化樹脂成形品及びその製造方法
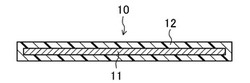
【課題】炭素繊維のロスの発生を抑制した炭素繊維強化樹脂成形品及びその製造方法を提供する。
【解決手段】炭素繊維がシート状基材に固定されて構成された内部構造材11と、該内部構造材を被覆するように設けられた樹脂被覆層12と、を備えた炭素繊維強化樹脂成形品10であり、内部構造材が炭素繊維とそれ以外の繊維との複合糸で形成され、成形型のキャビティに炭素繊維がシート状基材に固定されて構成された内部構造材を配置し、該キャビティ内に未固化樹脂材料を供給する成型工程を含む炭素繊維強化樹脂成形品の製造方法。
(もっと読む)
アラミド心線及び動力伝動用ベルト

【課題】アラミド繊維のホツレを防止することができ、また耐屈曲疲労性が高く、ゴムとの接着性に優れたアラミド心線を提供する。
【解決手段】アラミド繊維コードを、クレゾールノボラック型エポキシ樹脂の固形分質量をレゾルシン・ホルマリン・ラテックスの固形分質量1に対して0.2〜0.4の割合で混合した第1のレゾルシン・ホルマリン・ラテックス液に浸漬して乾燥させる工程と、さらに前記第1のレゾルシン・ホルマリン・ラテックス液と同じ組成であって、固形分濃度が前記第1のレゾルシン・ホルマリン・ラテックス液より小さい第2のレゾルシン・ホルマリン・ラテックス液で処理をした工程と、前記処理をしたアラミド繊維コードをゴム糊に浸漬して乾燥させる工程と、を経て作製されたてアラミド心線である。
(もっと読む)
炭素繊維強化プラスチックおよびその製造方法
【課題】成形時の炭素繊維の流動性に優れ、成形品の高い機械特性を発現可能な、炭素繊維強化プラスチックおよびその製造方法を提供する。
【解決手段】炭素繊維の集合体を含む複数の小片とマトリックス樹脂からなる炭素繊維強化プラスチックであって、前記炭素繊維の集合体を含む小片が、炭素繊維を含む抄紙または不織布を切断したものであることを特徴とする炭素繊維強化プラスチック、およびその製造方法。小片の面積が1〜50cm2、小片の厚みが0.1〜2mm、小片を構成する炭素繊維の重量平均繊維長が1〜50mmの範囲にあるのが好ましい。
(もっと読む)
中空繊維強化構造部材を製造するための方法
【課題】一方で製造コストを低減させ、他方で品質を改良した中空繊維構造部材を提供する。
【解決手段】特には航空機用の中空繊維強化構造部材を製造するための方法であって、環状の第一ブレイディング層2を設けるステップと、たて繊維及びよこ繊維を有する少なくとも1つの織物層を備える平らな補強体を第一ブレイディング層上に位置付けるステップと、第一ブレイディング層2及び補強体の周りに第二ブレイディング層3を設けるステップと、第一ブレイディング層2、補強体、及び第二ブレイディング層3の組合せを型内に位置付けるステップと、組合せに樹脂を含浸させるステップと、樹脂が含浸された組合せを型から取り出すステップと、を備える方法。
(もっと読む)
糸条、シート状の強化繊維基材、プリフォーム及び繊維強化複合材料の製造方法
【課題】シート状の強化繊維基材を賦形して形成されたプリフォームの形体安定性を確保するために必要なバインダーの使用量を、粉末のバインダーを使用した場合に比べて減らす。
【解決手段】糸条14を、熱可塑性のエポキシ樹脂を主成分とし、かつ収束剤及びバインダーの機能を兼ね備えた樹脂組成物のエマルジョンで処理、乾燥するサイジング処理により前記樹脂組成物の被膜16が表面に形成された糸条14が得られる。その糸条14で形成されたシート状の強化繊維基材17が積層された状態で賦形されてプリフォーム20が形成される。
(もっと読む)
ドライプリフォーム、複合材料からなる環状構造体、及びその製造方法
【課題】高強度且つ軽量で、形成が容易であり、且つ、設計の自由度の高い環状ドライプリフォーム及びこれを用いた複合材料からなる環状構造体を提供する。
【解決手段】マンドレル20の外周に捲回され、マンドレル20の環方向(0°方向)と交差する方向(+θ方向)と平行に引き揃えられ、マンドレル20の環方向で少なくとも一周は継ぎ目なく連続した強化繊維からなる第1の強化繊維層11を設ける。
(もっと読む)
ハニカム用基材及びその製造方法
【課題】 航空機の部材や建築構造部材等として、火災防止や軽量性が重要とされる分野に主として用いられる、軽量で十分な機械的強度を有し、耐熱性、難燃性、低吸湿で寸法安定性に優れるハニカム用基材を提供する。
【解決手段】 ポリフェニレンサルファイド繊維からなる織布又は不織布を支持体とするハニカム用基材であって、支持体の繊維間空隙が多孔質のポリアミドイミド樹脂で満たされていることを特徴とする。
(もっと読む)
筒状成形体用樹脂組成物及び筒状成形体
【課題】側面に開口部を有し、強度が高く、高い内圧がかかっても破損し難い筒状成形体を提供する。
【解決手段】筒状成形体の材料として、熱可塑性樹脂と繊維状充填材とを含む樹脂組成物を用いる。熱可塑性樹脂としては、液晶ポリエステルが好ましく用いられる。繊維状充填材としては、ガラス繊維が好ましく用いられる。樹脂組成物中の繊維状充填材の含有量は、熱可塑性樹脂100質量部に対して、10〜150質量部であることことが好ましい。
(もっと読む)
プリプレグ連続体およびプリプレグ
【課題】例えば保管等を行なう際に小型化に有利なプリプレグ連続体、および、かかるプリプレグ連続体から製造されるプリプレグを提供すること。
【解決手段】プリプレグ連続体40は、長尺な薄板状をなす繊維基材2と、繊維基材2の一方の面に形成された第1の樹脂層3と、繊維基材2の他方の面に形成された第2の樹脂層4とを備え、その長手方向の途中で切断されて、切断されたものがプリプレグとなるものである。このプリプレグ連続体40の長手方向の途中には、第1の樹脂層3の一部および第2の樹脂層4の一部がそれぞれその幅方向にわたって欠損した欠損部401が複数形成されている。
(もっと読む)
ランダムマット
【課題】繊維強化複合材料成形の先駆体として用いられるランダムマットを提供する。
【解決手段】繊維長10〜100mmの強化繊維と熱可塑性樹脂とから構成され、強化繊維は25〜3000g/m2の目付けにて実質的に2次元ランダムに配向しており、式(1)で定義される臨界単糸数以上で構成される強化繊維束(A)について、繊維全量に対する強化繊維束(A)の割合が30Vol%以上90Vol%未満であり、かつ強化繊維束(A)中の平均繊維数(N)が下記式(2)を満たすことを特徴とするランダムマット。
臨界単糸数=600/D (1)
6×104/D2<N<2×105/D2 (2)
(ここでDは強化繊維の平均繊維径(μm)である)
(もっと読む)
繊維複合体の製造方法
【課題】製造時における湿分等の影響を受けず、優れた機械的特性を備えており、且つ軽量な繊維複合体の製造方法を提供する。
【解決手段】本発明の繊維複合体の製造方法は、補強繊維同士が熱可塑性樹脂により結着された構造を有する繊維複合体の製造方法であって、補強繊維は、植物性繊維及び無機繊維のうちの少なくとも一方であり、熱可塑性樹脂からなる殻壁を有する熱膨張性カプセル及び吸湿剤を含有する混合物を、補強繊維と熱可塑性樹脂繊維とが含まれたマットの表裏いずれか一面に供給する供給工程と、マットの一面を押圧することにより、マットの一面に供給された熱膨張性カプセルをマットの他面側へ向かって分散させる分散工程と、マットを構成する熱可塑性樹脂繊維を溶融する溶融工程と、マット内に分散された熱膨張性カプセルを加熱して膨張させる膨張工程と、を備える。
(もっと読む)
扁平形状繊維強化プラスチック線材及びその製造方法、並びに、繊維強化シート
【課題】成形スピードの制約や、一度に製造できる本数制約を除去し、且つ離型剤を使用せず、成形後の目粗し等の作業をなくし、製造コストの大幅削減と製品品質の大幅アップを図ることのできる扁平形状繊維強化プラスチック線材及びその製造方法、並びに、繊維強化シートを提供する。
【解決手段】樹脂含浸され、撚りが入った強化繊維束f2を、所定の強さにて緊張させて強化繊維束f2の横断面を円形状とし、その後、横断面が円形状とされた強化繊維束f2の上下面に樹脂との離型性を持った高密度織物63、64を配置した状態で、加熱された2枚の平板27a1、27a2の間に引き込み、強化繊維の横断面を扁平形状に成形しながら樹脂を1次硬化させる工程、及び、横断面が扁平形状の1次硬化された強化繊維束f3を、加熱された硬化炉27bを通し、2次硬化させる工程、を備え、連続した扁平形状繊維強化プラスチック線材2を製造する。
(もっと読む)
有機繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた有機繊維巻きテープと、その製造方法の提供。
【解決手段】式(I)から求められる有機繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の有機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである有機繊維巻きテープ。2.5×10-5×N×d≦W≦2.5×10-4×N×d(I)(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)1.0×F×t≦D(II)(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
(もっと読む)
補強シート及びこれを用いたシート状構造材
【課題】シート材に高い伸び率及び良好な引張強度を付与し、かつ加工性及び環境特性にも優れた補強シート及びこれを用いたシート状構造材を提供することを目的とする。
【解決手段】本発明は、接着剤が含浸可能な補強シートであって、天然繊維を含む組成物を抄紙して得られ、抄紙方向に対して略垂直に設けられた複数の直線状切り込み部を有することを特徴とする補強シートである。上記直線状切り込み部の一端又は両端をそれぞれ囲うように設けられた非直線状切り込み部を有するとよい。上記非直線状切り込み部は、中心が上記直線状切り込み部上にあり、中心角が120度以上240度以下の略円弧形であるとよい。上記組成物が熱可塑性合成繊維及び/又は非熱可塑性化学繊維をさらに含むとよい。上記直線状の配設密度が10個/100cm2以上30個/100cm2以下であるとよい。
(もっと読む)
炭素繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた炭素繊維巻きテープの提供。
【解決手段】炭素繊維と芳香族ポリアミド樹脂又は脂肪族ポリアミド樹脂を含む複合体からなる炭素繊維テープが、円筒状芯材に巻き付けられた炭素繊維巻きテープであって、特定式から求められる炭素繊維テープの幅(W)が5〜100mmの範囲であり、前記幅の炭素繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである炭素繊維巻きテープ。4.5×F×t≦D≦50×F×t(II)(式(II)中、Fは炭素繊維量で20〜60質量%の範囲であり、tは炭素繊維テープの厚みで0.1〜0.5mmの範囲である。)
(もっと読む)
樹脂−金属複合材料の製造方法、樹脂−金属複合材料、及びタイヤ
【課題】樹脂材料と金属鋼線との接着性に優れた樹脂−金属複合材料の製造方法、それにより得られた樹脂−金属複合材料、及び、該樹脂−金属複合材料を備えたタイヤを提供する。
【解決手段】金属鋼線の表面に、少なくともシランカップリング剤を含み且つ真鍮板に対する接触角が80°以下である処理液を付与した後、樹脂材料を付与する樹脂材料層形成工程を有する樹脂−金属複合材料の製造方法。
(もっと読む)
プリプレグ、その製造方法及び積層板
【課題】本発明の目的は、成形性、表面平滑性、低熱膨張、寸法安定性に優れたプリプレグ、その製造方法、および積層板を提供するものである。
【解決手段】
ガラス基材の片面又は両面に樹脂層を有するプリプレグであって、前記ガラス基材は板ガラスであり、ロール形態可能な板ガラスであることが好ましい。板ガラスの表面粗さパラメータRa値が0.1nm以上0.5nm以下、板ガラスの熱膨張係数が0.5ppm以上、6.0ppm以下、板ガラスの軟化点が800℃以上で1700℃以下であることが好ましい。
また、板ガラスに樹脂を塗工またはラミネートし、乾燥してなるプリプレグの製造方法であって、 樹脂が熱硬化性樹脂であることが好ましい。
(もっと読む)
複合容器の製造方法、及び、複合容器
【課題】FW成形中に繊維層を硬化させながら巻付けることができ、FW成形後に加熱炉で硬化させることが不要な複合容器の製造方法を提供する。
【解決手段】 容器を形作るライナー5に光硬化性の樹脂が予め含浸されたトウプリプレグ11をFW法により巻付けて繊維層を形成する。そして、ライナー5へのトウプリプレグ11の巻付け中にライナー5外部から光照射部7から光を照射することで、ライナー5に巻付けられたトウプリプレグ11の樹脂をライナー5の表面に近い側から離れる側に向けて徐々に硬化させる。
(もっと読む)
強化繊維プリフォームの作製方法及び強化繊維プリフォーム
【課題】 強度の高いフランジ付の強化繊維プリフォームを容易に作製することができる、ブレイダー装置を用いた強化繊維プリフォームの作製方法及び、強化繊維プリフォームを提供する。
【解決手段】 少なくとも第1筒状部21と第2筒状部22とを含む組成物12を、ブレイダー装置BRを用いて継ぎ目無く作製する工程と、第1筒状部21を変形させ、第1筒状部21の壁を第2筒状部22に対して突出させてフランジ部31を形成する工程と、を備える強化繊維プリフォームの作製方法とする。
(もっと読む)
強化繊維成形体及びその製造方法
【課題】強度・剛性が向上する等の強化繊維成形体を得る。
【解決手段】この発明の強化繊維成形体は、四角形状である基材5aは、各頂点からそれぞれ周方向に離れた切込み始点Aから内側に切込み終点Bまで切断されて形成された切込み部6a〜6dと、隣接した各切込み終点B同士を結ぶ第1の折線イと、各切込み終点Bから外側方向に延びた第2の折線ロを有し、基材5aは、第1の折線イで折曲されて底面部の構成要素である底面及び側面部の構成要素である側面となる本体部5a1と、第2の折線ロで折曲されて隣接した側面に重層して連結した重ね部5a2とから構成されている。
(もっと読む)
1 - 20 / 89
[ Back to top ]