
Fターム[4F072AG15]の内容
強化プラスチック材料 (49,419) | 予備成形品 (4,017) | 予備成形品の細部 (1,608) | 形状 (266) | 端縁の処理 (16)
Fターム[4F072AG15]に分類される特許
1 - 16 / 16
細幅プリプレグの製造方法、および繊維強化プラスチック
【課題】本発明は、複雑形状の繊維強化プラスチックを成形した際、繊維の隙間や目付ばらつきを最小限にできる、高品位、高精度な細幅プリプレグを安価に提供せんとするものである。
【解決手段】本発明の細幅プリプレグの製造方法は、繊維が一方向に引き揃えられた繊維束に樹脂が含浸されてなるヤーンプリプレグを繊維方向に分割して分割プリプレグとし、該分割プリプレグの、分割前の前記ヤーンプリプレグの端部に相当する箇所同士を一体化する、もしくは繊維が一方向に引き揃えられた繊維束を繊維方向に分割して分割繊維束とし、該分割繊維束の、分割前の前記繊維束の端部に相当する箇所同士を一体化し一体化繊維束とすると同時もしくはその後に、樹脂を含浸することにより細幅プリプレグとする。
(もっと読む)
炭素繊維基材及び炭素繊維強化プラスチック

【課題】CFRPの層間の剥離強さ(層間剪断強さ)を向上させることのできる炭素繊維基材、及びCFRPを提供すること。その上で、望ましくは、構成する炭素繊維マルチフィラメント糸の所望の強度を維持することのできる炭素繊維基材、及び所望の強度を維持することのできるCFRPを提供すること。
【解決手段】炭素繊維強化プラスチック用の炭素繊維基材であって炭素繊維マルチフィラメント糸で形成されている炭素繊維基材において、積層面に炭素繊維マルチフィラメント糸の一部のフィラメントを切断して得られた毛羽を有することを特徴とする。積層面における平均毛羽長さは、1mm以上であり、積層面における毛羽密度に平均毛羽長さを乗じて得られる総毛羽長さは、20〜200cm/cm2であることを特徴とする。積層面における平均毛羽長さは、2.5mm以下であることを特徴とする。
(もっと読む)
SMCの製造方法
【課題】樹脂コンパウンドとガラス繊維の比率の幅方向のバラツキを抑えることができるSMCの製造方法を提供する。
【解決手段】連続的に供給される2枚のフィルム2,2’上に樹脂コンパウンド1,1’を供給して塗布し、一方のフィルム2の樹脂コンパウンド1上にガラス繊維3を散布し、その上に他方のフィルム2’上の樹脂コンパウンド1’の塗布面を合わせて上下2枚のフィルム2,2’間に樹脂コンパウンド1,1’とガラス繊維3を挟み込んだ状態で上下から加圧してガラス繊維3間に樹脂コンパウンド1,1’を含浸させるSMCの製造方法において、フィルム2,2’上に樹脂コンパウンド1,1’を供給するに際して、樹脂コンパウンド1,1’の粘度に応じて樹脂コンパウンド1,1’の供給幅を調整してフィルム2,2’上の樹脂コンパウンド1,1’のフィルム幅方向の樹脂幅を調整する。
(もっと読む)
三次元隆起構造部を含む繊維強化ポリウレタン成形品
本発明は、リブ、支柱またはドームのような構造部を有する繊維強化ポリウレタン成形品に関し、この構造部も繊維強化されている。 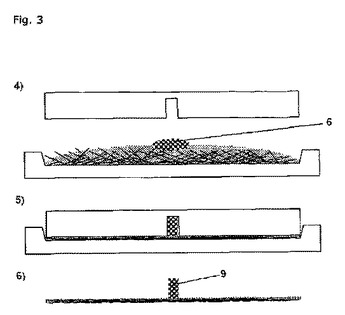 (もっと読む)
(もっと読む)
長繊維強化樹脂成形体とその製造方法
【課題】角部のない縁部を備え、物性や外観が良好で、生産性にも優れた長繊維強化樹脂成形体とその製造方法を提供する。
【解決手段】縁部が充填材12aを内包し、かつ、縁部の端面13が凸曲面状をなすように一体成形された長繊維強化樹脂成形体10A。充填材12aとしては、SMCが好適に使用される。具体的には、長繊維強化樹脂成形体本体10Aの縁部に、充填材12aを備えた縁部材12が一体化された形態である。また、縁部が充填材を内包するように巻き込まれている形態も挙げられる。これらは、縁部12が充填材12aを内包するプリプレグを圧縮成形して、縁部の端面13が凸曲面状である長繊維強化樹脂成形体10Aを一体成形することにより製造できる。
(もっと読む)
プリプレグの製造方法
【課題】連続的にプリプレグを製造する場合であっても、全体にわたって外観性状の良好なプリプレグを得ることができるプリプレグの製造方法を提供すること。
【解決手段】本発明のプリプレグの製造方法は、繊維からなるシート状基材に、液晶ポリエステル及び溶媒を含む組成物を供給する工程と、組成物が供給されたシート状基材を、当該組成物を含む状態でのシート状基材の厚さよりも間隔が狭められた一対のロール間を通過させる工程と、一対のロール間を通過した後のシート状基材から、組成物に含まれる溶媒の少なくとも一部を除去して、シート状基材に液晶ポリエステルが含浸したプリプレグを得る工程とを有する。
(もっと読む)
ノンクリンプファブリックの順応性を高める方法及び該方法を用いて作製される輪郭成形複合材料部材
自己順応性ノンクリンプファブリックの作製方法であって、ファブリックを固定するための少なくとも1つの第1のパラメータと、ファブリックの順応性を得るための少なくとも1つの第2のパラメータとを調整するステップを含み、第1及び第2のパラメータは、ステッチの種類、ステッチ間隔、ステッチ密度、ステッチ材料、ステッチ重さ、ステッチ張力、及びこれらを組み合わせたものから選択される、方法。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する繊維強化プラスチックの製造方法を提供する。
【解決手段】少なくとも、(a)プリプレグ基材1に、刃を配置した抜き型を押し当てて複数の断続的な切込2を挿入し、短繊維群4を形成する切込挿入工程、(b)前記工程と同時または連続して、前記短繊維群4を含むプリプレグ基材1を所定形状に切り抜く切抜工程、(c)前記プリプレグ基材1を複数枚積層する積層工程、(d)成形型の屈曲部8の少なくとも一部に前記短繊維群4をあてがい、前記成形型の屈曲部8に沿わせる成形工程を経て繊維強化プラスチック9を成形する、繊維強化プラスチックの製造方法。
(もっと読む)
強化繊維樹脂構造体の製造方法
【課題】短時間でかつ安価に繊維強化樹脂からなる繊維強化樹脂構造体を製造する方法を提供する。
【解決手段】賦形型20の表面22に強化繊維基材30を配置して、強化繊維基材30を複数の稜線32を有する立体形状に賦形し、立体形状の強化繊維基材31に対して樹脂42を含浸させることにより繊維強化樹脂からなる構造体10を製造するための製造方法であって、該製造方法において、賦形型20の表面22に強化繊維基材30を配置後、少なくとも立体形状の強化繊維基材31の稜線32に沿って樹脂41を配置する工程と、立体形状の強化繊維基材21の各稜線32に対して所定の間隔をあけてヒータ12を並設し、ヒータ12により稜線32に配置された樹脂42を加熱して、樹脂42を強化繊維基材30の稜線32に含浸させる工程と、を少なくとも含んでなる。
(もっと読む)
繊維強化樹脂製賦形品およびその製造方法
【課題】側面部に円弧状の隅角部が形成されているにもかかわらず、成形品の隅角部の強度低下が防止された繊維強化樹脂製賦形品を提供する。
【解決手段】本発明の繊維強化樹脂製賦形品1は、底面部10と底面部10より立ち上がった側面部20とを有し、側面部20に円弧状の隅角部21が形成され、底面部10には、一方向に配向した繊維11が含まれ、隅角部21の円弧の頂点Aを境界とした際の片側の第1側面部20aには、第1側面部20aの立ち上がり方向に対して85°〜90°で配向した繊維22が含まれ、もう一方の片側の第2側面部20bの、第1側面部20a側の部分には、第1側面部20a内の繊維22が、第2側面部20bの立ち上がり方向に対して90°〜95°で配向するように入り込み、第2側面部20bの残部には、第2側面部20bの立ち上がり方向に対して平行に配向した繊維23が含まれている。
(もっと読む)
プリフォーム作製装置
【課題】種々の異なった内部組織による層からなるプリフォーム製品の作製を可能とし、多品種小ロットのプリフォーム製品の作製に対して、極めて効率的に適用が可能なプリフォーム作製装置を提供すること。
【解決手段】マンドレルMのまわりに強化繊維材を積層状に形成してプリフォームPfを作製するプリフォーム作製装置PMであって、強化繊維材を一方向あるいは複数方向に配列させたシート状材Sをマンドレルの軸線に対して0度方向に挿入するシート状材挿入装置1と、前記マンドレルの軸線に対する組角度が±θ度の組糸Y、Yと、軸線に対する角度が0度の中央糸yとを選択的に組み合わせて組織するブレイディング装置2と、前記マンドレルのまわりにワインド材Wを巻回しながら層を形成するワインディング装置3とを、それぞれユニットとしてライン状に配置してなることを特徴とするプリフォーム作製装置。
(もっと読む)
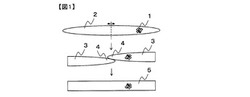
繊維強化複合材料、繊維強化複合材料の成形方法、一対のプリプレグ及び一対のプリプレグ製造方法
【課題】繊維強化複合材料及び繊維強化複合材料の成形方法において、成形コストをより低減することである。
【解決手段】繊維束に樹脂を含浸した一方のプリプレグ28における端30と、繊維束に樹脂を含浸した他方のプリプレグ32における端34とを連結し、長尺プリプレグ40として成形される繊維強化複合材料であって、一方のプリプレグ28における端30と、他方のプリプレグ32における端34との連結部42は、一方のプリプレグ28における端30に、突起36が形成され、他方のプリプレグ32における端34に、一方のプリプレグ28における端30に形成された突起36を嵌め込む嵌め込み溝38が形成され、一方のプリプレグ28における端30に形成された突起36を、他方のプリプレグ32における端34に形成された嵌め込み溝38に嵌め込んで連結される。
(もっと読む)
繊維強化熱可塑性樹脂シートとその製造方法
【課題】比較的低いVfでも優れた機械的特性を有し、且つ、安価な繊維強化熱可塑性樹脂シートを提供すること。
【解決手段】熱可塑性樹脂と強化繊維とからなるチョップドストランド・プリプレグであって、プリプレグの繊維体積含有率(Vf)が20〜50%、プリプレグの繊維軸方向の長さが15〜100mm、プリプレグの厚さが0.13mm以下のものが、繊維配向が二次元ランダムになるようにシート状に積層されており、シート状の積層物が10cm2当たり1〜400箇所を点溶着され一体化されている繊維強化熱可塑性樹脂シート。点溶着は、超音波溶着機を用いる方法で、あるいは、樹脂の融点以上に温度を保持した針状突起物を、シート状の積層物の厚さ方向に貫通させる方法で行われる。
(もっと読む)
強化繊維基材、プリフォーム、複合材料およびその製造方法
【課題】
一方向性基材を並行方向に並べる際にできる基材間の隙間を、成形品の段階まで適正な間隔に保つことができ、なおかつ、一方向性基材を複数枚積み重ねた積層体の状態でも高い柔軟性を維持できる強化繊維基材を提供する。
【解決手段】
一方向に並行するように引きそろえられた複数本の強化繊維糸条を、該強化繊維糸条に交差するように延在した補助糸により拘束することにより平面形態を保持した少なくても二枚の一方向性基材を含む強化繊維基材であって、該強化繊維糸条方向に並行な端部を持つ一方向性基材同士が、互いに重なり合わず、該端部の位置で、接続手段により繋がれていることを特徴とする強化繊維基材。
(もっと読む)
衝撃吸収部材の製造方法
【課題】 構造部材に使用される衝撃吸収部材であって、従来よりもさらに大きなエネルギー吸収量を実現する衝撃吸収部材の製造方法を提供する。
【解決手段】 中空の構造部材200と、その表面の全部又は一部を覆う、繊維強化部材100とからなる衝撃吸収部材300の製造方法であって、硬化後に繊維強化部材100となるプレプリグ150を形成するプレプリグ形成工程と、繊維強化部材100が、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性を有し、異なる前記特性が前記構造部材の表面上に交互に形成されるようにプレプリグ150を構造部材200上に配置するプレプリグ配置工程と、プレプリグ150を硬化させて繊維強化部材100を形成するプレプリグ硬化工程とを含む。
(もっと読む)
ウレタンベルト
【課題】 ガラス繊維コードとエラストマー部との一体化性に優れるウレタンベルトを提供する。
【解決手段】 ウレタン歯付ベルト1はベルト長手方向に沿って複数の歯部2と、心線3を埋設した背部4からなり、歯部2と背部4は注型ウレタンエラストマーにより成形されてなり、背部に埋設された心線3が、ガラス繊維フィラメントをシランカップリング剤、バインダー樹脂を含む処理剤で処理した後、該ガラス繊維フィラメントを集束して下撚りを施し、次いで、下撚りコードをポリウレタン樹脂分散溶液で処理した後、該下撚りコードを複数本あわせて上撚りを施したガラス繊維コードである。
(もっと読む)
1 - 16 / 16
[ Back to top ]