
Fターム[4F072AH16]の内容
強化プラスチック材料 (49,419) | 予備成形品の製造 (4,741) | 供給 (639) | 供給手段、装置 (172)
Fターム[4F072AH16]の下位に属するFターム
Fターム[4F072AH16]に分類される特許
1 - 20 / 56
プリプレグの製造方法及びプリプレグの製造装置
【課題】平坦で含浸性に優れたプリプレグの製造方法等を提供する。
【解決手段】繊維布からなる基材を、溶剤又は樹脂ワニスを収容した含浸槽に浸漬し、含浸槽上空に設置された2本のスクイズロール又はカットバーの間を通過、乾燥後、基材搬送路の両側に対向して配置した一対のダイにより、樹脂ワニスを両面に塗布し、乾燥することを特徴とするプリプレグの製造方法等である。
(もっと読む)
繊維強化基材

【課題】面内方向において等方性であり、かつハンドリング性、賦型性に優れた炭素繊維樹脂複合基材を提供する。
【解決手段】繊維長5mm以上100mm以下の炭素繊維6と熱可塑性樹脂とから構成され、炭素繊維が熱可塑性樹脂によって溶着された面状体であり、空孔率が5%以上70%未満であり、熱可塑性樹脂の存在量が、炭素繊維100重量部に対し、50〜1000重量部である複合基材。
(もっと読む)
熱可塑等方性プリプレグ
【課題】等方性の繊維強化熱可塑性プリプレグを加熱成形する際に、等方性を維持したまま加熱基材を流動させることで、トリミングの必要の無い複雑形状の成形物を提供する。
【解決手段】繊維長10mm超100mm以下の強化繊維と熱可塑性樹脂とから構成され、強化繊維が実質的に2次元ランダムに配向したマットであり、それを板状に成形し、熱可塑等方性プリプレグとしたときに面配向度が90%以上となるランダムマット、およびこれを積層し板状に成形した熱可塑等方性プリプレグ。
(もっと読む)
2−フェニル−4,4’−ジアミノジフェニルエーテル類を用いた成形性に優れたレジントランスファー成形用末端変性イミドオリゴマー、その混合物、およびそれらを含むワニス、ならびに、レジントランスファー成形により作製された耐熱性に優れるそれらの硬化樹脂およびそれらの繊維強化硬化樹脂。
【課題】低溶融粘度等の成形性に優れた、レジントランスファー成形に適した新規な末端変性イミドオリゴマー並びに当該末端変性イミドオリゴマーを用いて作製された熱的、機械的特性の高い硬化樹脂および繊維強化硬化樹脂の提供。
【解決手段】n=0のオリゴマーを10モル%以上含有する下式(1)のレジントランスファー成形用末端変性イミドオリゴマー。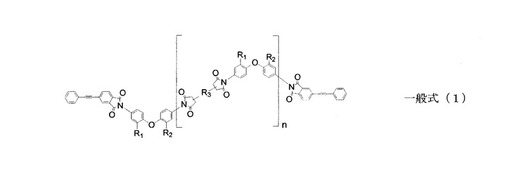
(式中、R1およびR2R3は特定の基)
(もっと読む)
繊維樹脂複合構造体の製造方法および成形体の製造方法
【課題】機械的特性に優れた成形体を効率よく製造可能な成形体の製造方法、および、成形されることで前記成形体を簡単に製造することができる繊維樹脂複合構造体を効率よく製造可能な繊維樹脂複合構造体の製造方法を提供すること。
【解決手段】成形体は、繊維片2と、樹脂等からなるマトリックス3とで構成されたものである。このような成形体の製造方法は、繊維片2の集合体からなる基材用シート10’に対して、繊維片2同士を解離させる加工を施すことにより、基材用シート10’を所定の形状に裁断し、基材10を得る工程と、基材10に樹脂等を含浸させ、繊維樹脂複合構造体100を得る工程と、繊維樹脂複合構造体100を成形型内で加圧加熱成形し、成形体を得る工程と、を有する。基材用シート10’中の繊維片2同士を解離させる加工には、基材用シート10’にウォータージェットWを噴射するウォータージェット加工が好ましく用いられる。
(もっと読む)
プリプレグの製造方法
【課題】厚みがあるプリプレグを製造する場合でも、繊維基材に樹脂を十分に含浸でき、ドレープ性を有するプリプレグを低コストで製造する方法を提供する。
【解決手段】連続繊維からなる、第一の繊維基材(A1)および第二の繊維基材(A2)で、液状の樹脂組成物が付着した、連続繊維からなる第三の繊維基材(A3)を挟み、該第三の繊維基材(A3)に付着した樹脂組成物を第一の繊維基材(A1)および第二の繊維基材(A2)に含浸させる、プリプレグの製造方法。
(もっと読む)
プリプレグの製造方法
【課題】厚みがあるプリプレグを製造する場合でも、繊維基材に樹脂を十分に含浸でき、ドレープ性を有するプリプレグを低コストで製造する方法を提供する。
【解決手段】連続繊維からなる繊維基材で液状の樹脂組成物を挟み込み、該樹脂組成物を繊維基材に含浸させる、プリプレグの製造方法。
(もっと読む)
ランダムマット
【課題】繊維強化複合材料成形の先駆体として用いられるランダムマットを提供する。
【解決手段】繊維長10〜100mmの強化繊維と熱可塑性樹脂とから構成され、強化繊維は25〜3000g/m2の目付けにて実質的に2次元ランダムに配向しており、式(1)で定義される臨界単糸数以上で構成される強化繊維束(A)について、繊維全量に対する強化繊維束(A)の割合が30Vol%以上90Vol%未満であり、かつ強化繊維束(A)中の平均繊維数(N)が下記式(2)を満たすことを特徴とするランダムマット。
臨界単糸数=600/D (1)
6×104/D2<N<2×105/D2 (2)
(ここでDは強化繊維の平均繊維径(μm)である)
(もっと読む)
繊維複合体の製造方法
【課題】製造時における湿分等の影響を受けず、優れた機械的特性を備えており、且つ軽量な繊維複合体の製造方法を提供する。
【解決手段】本発明の繊維複合体の製造方法は、補強繊維同士が熱可塑性樹脂により結着された構造を有する繊維複合体の製造方法であって、補強繊維は、植物性繊維及び無機繊維のうちの少なくとも一方であり、熱可塑性樹脂からなる殻壁を有する熱膨張性カプセル及び吸湿剤を含有する混合物を、補強繊維と熱可塑性樹脂繊維とが含まれたマットの表裏いずれか一面に供給する供給工程と、マットの一面を押圧することにより、マットの一面に供給された熱膨張性カプセルをマットの他面側へ向かって分散させる分散工程と、マットを構成する熱可塑性樹脂繊維を溶融する溶融工程と、マット内に分散された熱膨張性カプセルを加熱して膨張させる膨張工程と、を備える。
(もっと読む)
有機繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた有機繊維巻きテープと、その製造方法の提供。
【解決手段】式(I)から求められる有機繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の有機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである有機繊維巻きテープ。2.5×10-5×N×d≦W≦2.5×10-4×N×d(I)(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)1.0×F×t≦D(II)(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
(もっと読む)
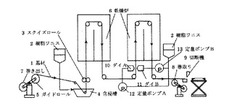
プリプレグの製造方法及びプリプレグの製造装置
【課題】生産性の低下やコストアップになることがなく、プリプレグの内部に残留するボイドや未含浸部を従来よりも減少させることができるプリプレグの製造方法を提供する。
【解決手段】縦糸1と横糸2で織られた基材3にワニス4を含浸させた後、これを乾燥させることによってプリプレグを製造する方法に関する。前記縦糸1と前記横糸2のいずれとも平行とならないように前記ワニス4を前記基材3に接触させて含浸させる。
(もっと読む)
繊維強化樹脂シートの製造装置及びその製造方法
【課題】これまでに比べ、より短い時間かつ安価に、マトリクス樹脂を強化繊維基材内部に均一に含浸することができる繊維強化樹脂シートの製造装置及びその製造方法を提供する。
【解決手段】繊維強化樹脂シートを製造する製造装置は、含浸ロール10に熱可塑性樹脂Pを加圧して供給する樹脂供給部31と、含浸ロール10を回転駆動させるモータ32とを備える。含浸ロール10は、軸芯CL周りの回転方向に対して固定されると共に樹脂供給部31に接続された内筒部11と、内筒部11を内部に内挿すると共に、モータ32に連結された外筒部12と、を備える。内筒部11には搬送方向Lの上流側に向った周方向の位置に、第1のスリット11が形成されており、外筒部12には、軸方向に沿って形成された複数の第2のスリットが、周方向に等間隔に設けられている。
(もっと読む)
エンジニアリング熱可塑性樹脂中の多官能性添加剤
エポキシ硬化剤および熱可塑性ポリマーを含んでなる複合材の作成に使用する強化剤。強化剤を含んでなる組成物および複合材、ならびに強化剤を作成および使用する関連する方法も開示される。  (もっと読む)
(もっと読む)
液状樹脂注入用途のための改質樹脂系及びそれに関連する加工方法
本発明の態様は、液状樹脂注入(LRI)法、LRI法の変形及び他の適した方法における使用のための改質樹脂系を目的とする。1つの態様において、改質樹脂系は、少なくとも1種のベース樹脂、あらかじめ決められた範囲内のある量の粒子及びあらかじめ決められた範囲内のある量の熱可塑性材料の新規な組み合わせを含み、ここで改質樹脂系は、組み合わされると、特定の温度で閾値平均粘度より低い平均粘度及び高いレベルの靭性を有する。改質樹脂系はさらに、硬化剤及び他の適した成分を含むことができる。改質樹脂系は、改質樹脂系の粘度、可使時間、硬化温度、ガラス転移温度又は引張弾性率のような性質に不利に影響を与えることなく、完成された複合製品に必要な靭性及び損傷抵抗性を与えることを少なくとも部分的に担うことができる独特、制御可能且つ一定の形態を示すことが実験的に示された。 (もっと読む)
プリプレグの製造方法及びプリプレグの製造装置
【課題】プリプレグの製造においてボイドの発生を抑制することである。
【解決手段】プリプレグの製造方法は、単繊維40が隣接して束ねられたシート状の繊維束30を開繊し、樹脂17を含浸させるプリプレグの製造方法であって、シート状の繊維束30の厚さ方向を薄くしながら平坦化し、開繊して開繊繊維シート32を成形する開繊工程(S12)と、開繊繊維シート32にスリットを入れて分割し複数本の等幅分割繊維シート34を成形する分割工程(S14)と、各々の等幅分割繊維シート36に樹脂17を含浸し、樹脂含浸繊維シート36を成形する含浸工程(S16)と、各々の樹脂含浸繊維シート36を厚さ方向に揃えて重ね合わせプリプレグ38を成形する重ね合わせ工程(S18)を備える。
(もっと読む)
自動化ドレープ形成装置
従来技術では、ドレープ形成操作は主に手動で実行され、積層速度をきわめて高速にすることができなかった。
本発明は、積層繊維プリフォームであって、樹脂を含浸して、複合材料から構成される成形部を製造するプリフォームを形成するドレープ形成工程を実施するための自動化装置に関する。本発明は、より詳細には、パネル、特に、基本的に二次元に延びるきわめて厚いパネルなどの成形部を製造するためのプリフォームの製造に関する。本発明の装置は、布積層ヘッド(10)をスペースを介して移動させ方向づけることが可能なマニプレータ(1)を含み、ここにおいて、該布積層ヘッドは、表面に通じる一つの吸引口を含み、工具や布積層ヘッド(10)とは別の作業台で織布を一枚ずつ把捉することが可能な巻胴と、次いで、該織布を圧縮する手段及び加熱する手段を含み、この織布をプリフォーム(70)上に連続的に載せるよう設計される手段とを含む。
(もっと読む)
SMCの製造方法
【課題】樹脂コンパウンドとガラス繊維の比率の幅方向のバラツキを抑えることができるSMCの製造方法を提供する。
【解決手段】連続的に供給される2枚のフィルム2,2’上に樹脂コンパウンド1,1’を供給して塗布し、一方のフィルム2の樹脂コンパウンド1上にガラス繊維3を散布し、その上に他方のフィルム2’上の樹脂コンパウンド1’の塗布面を合わせて上下2枚のフィルム2,2’間に樹脂コンパウンド1,1’とガラス繊維3を挟み込んだ状態で上下から加圧してガラス繊維3間に樹脂コンパウンド1,1’を含浸させるSMCの製造方法において、フィルム2,2’上に樹脂コンパウンド1,1’を供給するに際して、樹脂コンパウンド1,1’の粘度に応じて樹脂コンパウンド1,1’の供給幅を調整してフィルム2,2’上の樹脂コンパウンド1,1’のフィルム幅方向の樹脂幅を調整する。
(もっと読む)
複合材料の改良
導電性繊維の構造層及び熱硬化性樹脂の第1の外層を含む硬化性プリプレグであって、熱可塑性粒子及びガラス状カーボン粒子を含むその樹脂層が改善された電気伝導性及び優れた機械的特性を提供する硬化性プリプレグ。 (もっと読む)
樹脂含浸装置及び高圧ガスタンク製造装置
【課題】繊維束を構成する単繊維の損傷を抑制しつつ、単繊維への樹脂の含浸率を向上させる。
【解決手段】複数の繊維からなる繊維束に樹脂を含浸させる樹脂含浸装置は、繊維束を拡げる拡幅ローラーと、拡幅ローラーの内部に樹脂を供給する樹脂供給部と、を備え、拡幅ローラーは、繊維束と接触する外部表面と、拡幅ローラーの内部に供給された樹脂を外部表面に供給する連通孔と、を有する。
(もっと読む)
プリプレグの製造方法
【課題】 従来技術の問題点を解決した上で、空気溜まりを防止し、補強繊維への樹脂含浸むら、プリプレグの外観欠点の発生を防止する、プリプレグの製造方法を提供する。
【解決手段】 重ね合せ体を、加熱、加圧して樹脂組成物を補強繊維に転移、含浸するプリプレグの製造方法において、重ね合せ体の移送方向に多段に設けた含浸ロール直前の重ね合せ体に生じる空気溜まりを、樹脂組成物を担持したシートに重ね合せ体の移送方向に平行な切り込みをカッター刃アレイにより入れることによって排出する、ブリプレグの製造方法。
(もっと読む)
1 - 20 / 56
[ Back to top ]