
Fターム[4F072AH18]の内容
強化プラスチック材料 (49,419) | 予備成形品の製造 (4,741) | 供給 (639) | 供給手段、装置 (172) | 開繊 (40)
Fターム[4F072AH18]に分類される特許
1 - 20 / 40
熱可塑性複合材料形成用等方性ランダムマットの製造方法
【課題】強化繊維と熱可塑性樹脂からなる複合材料用の等方性ランダムマットを効率的に製造する方法を提供する。
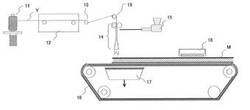
【解決手段】複数の強化繊維からなるストランドYを長手方向に沿って連続的にスリットして複数の細幅ストランドにした状態で、切断・解繊装置14にて平均繊維長3〜100mmに連続的にカットし、カットした強化繊維束に気体を吹付けて開繊させ、これを熱可塑性樹脂供給部15からの粉粒体状又は短繊維状の熱可塑性樹脂とともに、通気性支持体16上に散布し堆積・定着させることにより、上記強化繊維と上記熱可塑性樹脂とが混在する等方性ランダムマットMを形成する。このランダムマットMを加熱加圧することにより、薄肉で物性の良好な熱可塑性複合材料となる。
(もっと読む)
半芳香族ポリアミド樹脂組成物ペレットおよびそれを成形してなる成形体

【課題】高い耐熱性に加えて、機械的特性を向上させた半芳香族ポリアミド樹脂組成物を提供する。
【解決手段】テレフタル酸成分と炭素数8〜12の直鎖脂肪族ジアミン成分とからなる半芳香族ポリアミド100質量部および繊維状強化材5〜300質量部を含有する半芳香族ポリアミド樹脂組成物ペレットであって、前記繊維状強化材が無機繊維であるか、融点または分解温度のいずれか低い方が前記半芳香族ポリアミドの融点を超える有機繊維であり、前記繊維状強化材の長さと前記半芳香族ポリアミド樹脂組成物ペレットの長さが実質的に等しく、前記繊維状強化材の表面における半芳香族ポリアミドによる被覆率が50%以上である半芳香族ポリアミド樹脂組成物ペレット。
(もっと読む)
脂肪族ポリエステル樹脂組成物ペレットおよびそれを成形してなる成形体
【課題】従来の繊維強化脂肪族ポリエステル樹脂よりも機械的特性がさらに向上し、携帯電話の筐体や複写機の部品としても使用可能な脂肪族ポリエステル樹脂組成物ペレットを提供する。
【解決手段】脂肪族ポリエステル樹脂100質量部に対し、ビニロン繊維10〜100質量部を含有させた脂肪族ポリエステル樹脂組成物ペレットであって、含有されるビニロン繊維がロジン系樹脂、テルペン系樹脂またはダイマー酸誘導体樹脂によって表面処理されていることを特徴とする脂肪族ポリエステル樹脂組成物ペレット。
(もっと読む)
繊維強化熱可塑性樹脂成形品とその製造方法、および複合体とその製造方法
【課題】高い機械的特性を示す複合体の材料として好適な繊維強化熱可塑性樹脂成形品とその製造方法、および高い機械的特性を示す複合体とその製造方法を提供する。
【解決手段】断面が開断面形状であるシェル部20と、該シェル部20の内側に設けられたリブ部30とからなる繊維強化熱可塑性樹脂成形品10であって、前記シェル部20が、リブ部30を構成する材料Rよりも曲げ弾性率が高い材料Sを含むことを特徴とする繊維強化熱可塑性樹脂成形品10とその製造方法。該繊維強化熱可塑性樹脂成形品の複数が、リブ部を内側にして接合され、閉断面形状を形成していることを特徴とする複合体とその製造方法。
(もっと読む)
ポリアミド系樹脂組成物ペレット、および該ポリアミド系樹脂組成物ペレットの製造方法
【課題】耐熱性や機械的特性を損なうことなく、軽量で耐衝撃性に優れたポリアミド系樹脂ペレットおよびその製造方法を提供することを目的とする。
【解決手段】本発明のポリアミド系樹脂組成物ペレットは、ポリアミド11および/またはポリアミド12を100質量部とビニロン繊維を1〜100質量部含有することを特徴とする。
(もっと読む)
繊維強化樹脂成形用材料
【課題】常温においても複雑形状への賦形が可能な強化繊維束を一方向に引き揃えた強化繊維を含む繊維強化樹脂成形用材料料を提供する。
【解決手段】強化繊維束を一方向に引き揃えた強化繊維シートの少なくとも一方に、熱可塑性樹脂からなる不織布を当接させ、ガラス転移温度(Tg)以上融点(Tm)未満の温度域で加圧することにより一体化されたことを特徴とする繊維強化樹脂成形用材料。
(もっと読む)
高意匠性ランダムマット
【課題】繊維強化複合材料成形の先駆体として用いられるランダムマットを提供する。
【解決手段】繊維長10〜100mmの強化繊維と熱可塑性樹脂とから構成され、強化繊維が25〜3000g/m2の目付けにて実質的に2次元ランダムに配向しており、式(1)で定義される臨界単糸数以上で構成される強化繊維束(A)について、マットの繊維全量に対する割合が0Vol%超30Vol%未満であり、かつ強化繊維束(A)中の平均繊維数(N)が下記式(2)を満たすことを特徴とするランダムマット。
臨界単糸数=600/D (1)
1.0×104/D2<N<2.5×104/D2 (2)
(ここでDは強化繊維の平均繊維径(μm)である)
(もっと読む)
有機繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた有機繊維巻きテープと、その製造方法の提供。
【解決手段】式(I)から求められる有機繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の有機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである有機繊維巻きテープ。2.5×10-5×N×d≦W≦2.5×10-4×N×d(I)(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)1.0×F×t≦D(II)(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
(もっと読む)
無機繊維巻きテープとその製造方法
【課題】円筒状芯材に無機繊維テープが巻き付けられた無機繊維巻きテープを提供する。
【解決手段】無機繊維(炭素繊維は含まない)とオレフィン系樹脂を含む複合体からなる無機繊維テープが、円筒状芯材に巻き付けられた無機繊維巻きテープであって、式(I)から求められる無機繊維テープの幅(W)が5〜100mmの範囲であり、前記無機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである無機繊維巻きテープ。2.5×10-5×N×d≦W≦5.0×10-4×N×d(I)(Wは無機繊維テープの幅であり、Nは無機繊維テープを構成する無機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは無機繊維の繊維径で5〜30μmである。)3.0×F×t≦D(II)(Fは無機繊維量で、20〜60質量%の範囲であり、tは無機繊維テープの厚みで、0.1〜1.0mmである。)
(もっと読む)
炭素繊維束の選別方法及びプリプレグの製造方法
【課題】
実質的に繊維割れのない優れたプリプレグを製造するのに有用な炭素繊維束を効率的に選別する方法、及びこの選別方法により選別された炭素繊維束を使用するプリプレグの製造方法を提供する。
【解決手段】
炭素繊維束を提供する工程(1)、及び前記炭素繊維束を繊維方向に張力5〜20Nで引張って固定し、該炭素繊維束に対し、振動数10〜15Hzで往復動する衝打手段を5〜10秒間当接させるか、又は振動数10〜15Hzで振動する振動手段を5〜10秒間接触させる工程(2)を有し、工程(2)の後、炭素繊維束において、フィラメント糸条間に幅1mm以上かつ長さ50mm以上の割れが認められない場合、該炭素繊維束をプリプレグ用強化繊維として採用する、炭素繊維束の選別方法、並びに、前記炭素繊維束の選別方法に従って炭素繊維束を選別する工程(I)、及び、工程(I)で選別した炭素繊維束を開繊し、開繊した炭素繊維に、架橋性樹脂を含有する樹脂組成物を含浸させて、プリプレグを得る工程(IIa)、又は、工程(I)で選別した炭素繊維束を開繊し、開繊した炭素繊維に、シクロオレフィンモノマー及びメタセシス重合触媒を含有する重合性組成物を含浸させ、該重合性組成物を塊状重合させることにより、プリプレグを得る工程(IIb)を有する、プリプレグの製造方法。
(もっと読む)
微細セルロース繊維分散液およびセルロース繊維複合体並びにその製造方法
【課題】本発明は、微細セルロース繊維がゴム成分中に均一に分散し、液安定性および製膜性に優れ、微細セルロース繊維と加硫ゴム成分との複合体を生産性よく製造することができる微細セルロース繊維分散液の製造方法を提供することを目的とする。
【解決手段】微細セルロース繊維と、ゴム成分とを含有する微細セルロース繊維分散液の製造方法であって、セルロース繊維と、ゴム成分とを含有する原料分散液中で、セルロース繊維を解繊して、微細セルロース繊維を得る解繊工程を備える、微細セルロース繊維分散液の製造方法。
(もっと読む)
シート状プリプレグの製造方法および装置
【課題】溶融粘度が高い熱可塑性樹脂を使用して、高品位のシート状プリプレグを高い生産性で製造できる、方法を提供する。
【解決手段】帯状強化繊維束2をダイ4内を通過させ、溶融した熱可塑性樹脂に含浸させてシート状のプリプレグを製造する。ダイ4の直上流に、温度制御可能な連結部8を介して、通路内を所定の真空度に減圧可能なシール部7を接続し、帯状強化繊維束2を、シール部7の所定の真空度に減圧された通路内を通過させた後、通路内温度を上流側ではより低く下流側ではより高くなる状態として、該連結部8を通過した帯状強化繊維束2をダイ4内に導入することを特徴とするシート状プリプレグの製造方法および装置1。
(もっと読む)
繊維強化樹脂の水廻り用成形品とその製造方法
【課題】劣化加速試験後の強度および外観の両方に優れた繊維強化樹脂の水廻り用成形品とその製造方法を提供する。
【解決手段】熱硬化性樹脂およびガラス繊維を含む繊維強化樹脂の水廻り用成形品1であって、成形品1の水と接する側の層であり、モノフィラメント化したガラス繊維3を含む表面層2と、繊維束であるガラス繊維5を含む裏面層4とを備え、ガラス繊維3、5の含有量が15〜30質量%であることを特徴とする。
(もっと読む)
プリプレグの製造装置および製造方法
【課題】強化繊維にマトリクス樹脂を含浸し、シート状に成型したプリプレグの製造装置において、熱可塑性樹脂のような粘度の高いマトリクス樹脂では含浸不良を生じていた。
【解決手段】
含浸ダイが前記導電性繊維束に電流を流すための電極を有することを特徴とするプリプレグの製造装置であり、さらには含浸ダイが含浸ダイの中で前記導電性繊維束の糸道を屈曲させる複数のしごきバーを有し、前記しごきバーのうち少なくとも1本が導電性繊維束に電流を流すための電極であることを特徴とするプリプレグの製造装置。
(もっと読む)
炭素長繊維強化ポリアミド複合材料
【課題】平衡吸湿下でも高い剛性を有し、成形上がりで表層結晶化が進行し、生産性の高い、耐熱変形性を有する構造材用ポリアミド複合材料を提供する。
【解決手段】平均30mm以上の炭素長繊維(A)100質量部に対して、ヘキサメチレンテレフタルアミド共重合体(B)30〜250質量部、タルク、クレイ、周期表第1a属金属含有の有機化合物から選ばれた一種以上の結晶核剤(C)0.01〜10質量部を含有することを特徴とする炭素長繊維強化ポリアミド複合材料である。
(もっと読む)
プリプレグの製造方法及びプリプレグの製造装置
【課題】プリプレグの製造においてボイドの発生を抑制することである。
【解決手段】プリプレグの製造方法は、単繊維40が隣接して束ねられたシート状の繊維束30を開繊し、樹脂17を含浸させるプリプレグの製造方法であって、シート状の繊維束30の厚さ方向を薄くしながら平坦化し、開繊して開繊繊維シート32を成形する開繊工程(S12)と、開繊繊維シート32にスリットを入れて分割し複数本の等幅分割繊維シート34を成形する分割工程(S14)と、各々の等幅分割繊維シート36に樹脂17を含浸し、樹脂含浸繊維シート36を成形する含浸工程(S16)と、各々の樹脂含浸繊維シート36を厚さ方向に揃えて重ね合わせプリプレグ38を成形する重ね合わせ工程(S18)を備える。
(もっと読む)
FRPの製造方法
【課題】本発明は、未含浸部分やボイド等が形成されにくく、品質の優れたFRPを低コストに歩留まりを高くして得ることが可能なFRPの製造方法を提供せんとするものである。
【解決手段】本発明のFRPの製造方法は、少なくとも次の(A)〜(F)の工程からなる。
(A)少なくとも強化繊維基材からなるプリフォームを成形型面上に配置するセット工程、(B)成形型の少なくとも成形部をバッグ材で覆い、少なくとも減圧吸引口および樹脂注入口を設けて密閉する密閉工程、(C)成形部を減圧吸引口から吸引により減圧する減圧工程、(D)熱風を加熱媒体として、成形型を含め成形部を加熱する加熱工程、(E)成形型の温度Tmとバッグ材の温度Tvとが共に室温以上であり、かつその温度差ΔTが10℃以内である時に、樹脂注入口から樹脂を注入し、少なくとも強化繊維基材に樹脂を含浸させる注入工程、(F)成形型を含め成形部を室温以上の所定の温度Tpcに保持し、樹脂を固化させる固化工程。
(もっと読む)
複合材料の改善
隙間に熱硬化性樹脂を含む充填一方向導電性繊維の構造層と、熱硬化性樹脂を含み、一方向導電性繊維を本質的に含まない樹脂の第1の外層とを含むプリプレグであって、高温下で硬化させるとき、充填一方向導電性繊維の硬化構造層、及び内部に分散した一方向導電性繊維を含む硬化樹脂の第1の外層を含む硬化複合材料を生ずる、上記プリプレグ。  (もっと読む)
(もっと読む)
セルロース繊維強化ポリアセタール樹脂組成物
【課題】優れた剛性、熱伝導性、摺動性、制振性を兼備し、低比重で灰分も少ないポリアセタール樹脂組成物を提供する。
【解決手段】(a)ポリアセタール樹脂100重量部に対して、(b)解繊されたセルロース繊維10〜150重量部、(c)ヒンダードフェノール系酸化防止剤0.01〜3重量部及び(d)アミノトリアジン化合物、グアナミン化合物、ヒドラジド化合物及びポリアミドから選ばれた少なくとも一種の窒素含有化合物0.01〜3重量部を含有させてなるセルロース繊維強化ポリアセタール樹脂組成物。
(もっと読む)
複合材料構造体を除氷するためのCNTベース抵抗加熱
複合材料構造体は、マトリックス材と、繊維材料に浸出した複数のカーボン・ナノチューブを含むカーボン・ナノチューブ浸出繊維材料と、を含む。カーボン・ナノチューブ浸出繊維材料は、マトリックス材の一部の全体にわたって配置される。複合材料構造体は、カーボン・ナノチューブ浸出繊維材料を介した電流の印加に適合して、これにより複合材料構造体を加熱する。加熱要素は、繊維材料に浸出した複数のカーボン・ナノチューブを包含するカーボン・ナノチューブ浸出繊維材料を含む。カーボン・ナノチューブ浸出繊維材料は、構造体に必要とする熱を与えるのに十分な割合である。 (もっと読む)
1 - 20 / 40
[ Back to top ]