
Fターム[4F072AH20]の内容
強化プラスチック材料 (49,419) | 予備成形品の製造 (4,741) | 供給 (639) | 樹脂と繊維の供給順序(←多段供給) (44)
Fターム[4F072AH20]に分類される特許
1 - 20 / 44
繊維強化ポリプロピレン系樹脂組成物及びその成形体
【課題】 低収縮で、シボ転写性、耐傷付性、成形外観性が良好であり、発泡させることなく成形体表面の触感が滑らかで且つソフトであり、さらに高剛性・高衝撃強度・高耐熱性である繊維強化ポリプロピレン系樹脂組成物、その製造方法及び成形体の提供。
【解決手段】 メタロセン系触媒を用いて逐次重合するなどの4条件を満たすプロピレン−エチレンブロック共重合体、特定の繊維及び必要に応じ特定の変性ポリオレフィン、MFRなどの2条件を満たす熱可塑性エラストマー、特定のプロピレン系重合体樹脂、特定の脂肪酸アミドを含有した繊維強化ポリプロピレン系樹脂組成物などによる。
(もっと読む)
熱可塑性複合材料形成用等方性ランダムマットの製造方法
【課題】強化繊維と熱可塑性樹脂からなる複合材料用の等方性ランダムマットを効率的に製造する方法を提供する。
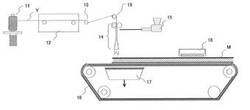
【解決手段】複数の強化繊維からなるストランドYを長手方向に沿って連続的にスリットして複数の細幅ストランドにした状態で、切断・解繊装置14にて平均繊維長3〜100mmに連続的にカットし、カットした強化繊維束に気体を吹付けて開繊させ、これを熱可塑性樹脂供給部15からの粉粒体状又は短繊維状の熱可塑性樹脂とともに、通気性支持体16上に散布し堆積・定着させることにより、上記強化繊維と上記熱可塑性樹脂とが混在する等方性ランダムマットMを形成する。このランダムマットMを加熱加圧することにより、薄肉で物性の良好な熱可塑性複合材料となる。
(もっと読む)
繊維強化プラスチック成形材料の製造方法及び製造装置

【課題】繊維を均一に分布でき、且つ外観の良い成形材料を製造できる繊維強化プラスチック成形材料の製造方法及び製造装置を提供する。
【解決手段】回転体4に形成された散布室6の内面に樹脂コンパウンド2を塗布する。この樹脂コンパウンド2の表面に繊維3を散布する。この繊維3を回転体4の回転に伴う遠心力により樹脂コンパウンド2に食い込ませる。
(もっと読む)
パルプ複合強化樹脂及びその製造方法
【課題】衝撃強度が高く、気泡による意匠性の低下を防止できるパルプ複合強化樹脂の製造方法を得ること。
【解決手段】第1級アミン化合物の水溶液を含むパルプ粉砕物を攪拌しながら、エポキシ基で置換された脂肪族炭化水素基を有する第一の界面活性剤と亜硝酸類化合物とを含む混合液をパルプ粉砕物に塗布する第一工程と、前記混合液を塗布したパルプ粉砕物を攪拌しながら、脂肪族炭化水素基を有する疎水基及びエチレンオキサイド基を有する親水基を有する第二の界面活性剤並びにエラストマーを含む水分散液をパルプ粉砕物に付着させる第二工程と、前記水分散液を付着させたパルプ粉砕物と溶融状態のポリプロピレンとを混練する第三工程とを行う。
(もっと読む)
繊維強化樹脂成形用材料
【課題】常温においても複雑形状への賦形が可能な強化繊維束を一方向に引き揃えた強化繊維を含む繊維強化樹脂成形用材料料を提供する。
【解決手段】強化繊維束を一方向に引き揃えた強化繊維シートの少なくとも一方に、熱可塑性樹脂からなる不織布を当接させ、ガラス転移温度(Tg)以上融点(Tm)未満の温度域で加圧することにより一体化されたことを特徴とする繊維強化樹脂成形用材料。
(もっと読む)
成形材料およびその製造方法
【課題】射出成形を行う際に強化繊維の成形品中への分散が良好であり、優れた耐熱性、力学特性を有する成形品を容易に環境汚染なく製造できる成形材料を提供する。
【解決手段】連続した強化繊維束(A)1〜50重量%と、ポリアリーレンスルフィド(B)0.1〜15重量%からなる複合体に、熱可塑性樹脂(C)35〜98.9重量%が接着されてなる成形材料であって、さらに該複合体が、該成分(B)中の硫黄原子に対し0.001〜20モル%の0価遷移金属化合物(D)または低原子価鉄化合物(E)を含む成形材料およびその製造方法。
(もっと読む)
扁平形状繊維強化プラスチック線材シートの製造方法、及び、扁平形状繊維強化プラスチック線材シート
【課題】成形スピードの制約や、一度に製造できる本数制約を除去し、且つ離型剤を使用せず、成形後の目粗し等の作業をなくし、製造コストの大幅削減と製品品質の大幅アップを図ることのできる扁平形状繊維強化プラスチック線材シートの製造方法を提供する。
【解決手段】樹脂含浸され、撚りが入った強化繊維束を複数本、所定の強さにて緊張させて強化繊維束の横断面を円形状とし、その後、横断面が円形状とされた強化繊維束f2の上下面に樹脂との離型性を持った高密度織物63、64を配置した状態で、加熱された2枚の平板の間に固定用繊維材3と共に引き込み、強化繊維の横断面を扁平形状に成形しながら樹脂を硬化させる工程を有して扁平形状繊維強化プラスチック線材シート1を製造する。
(もっと読む)
有機繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた有機繊維巻きテープと、その製造方法の提供。
【解決手段】式(I)から求められる有機繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の有機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである有機繊維巻きテープ。2.5×10-5×N×d≦W≦2.5×10-4×N×d(I)(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)1.0×F×t≦D(II)(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
(もっと読む)
繊維強化樹脂シートの製造方法
【課題】透明な硬化性樹脂を硬化してなる非通気性のバリア層をキャリアフィルム上に安定して連続的に形成する方法を提供すること。
【解決手段】メッシュ体に透明硬化性樹脂を含浸・硬化してなるコンクリート構造物の補修又は補強用繊維強化樹脂シートの製造方法において、少なくとも下記の工程(1)〜(2)を含む製造方法。
工程(1):キャリアフィルム及びカバーフィルムが共に2軸延伸ポリエチレンテレフタレートフィルムであり、キャリアフィルムの厚みT1が25〜100μm、カバーフィルムの厚みT2が12〜50μmであり、かつ、厚みの比T1/T2が1.5〜5である、キャリアフィルム及びカバーフィルムをそれぞれ選択し、該キャリアフィルム上に、厚みが30〜100μmで非通気性のバリア層を形成するため、透明硬化性樹脂組成物(A)を塗布して液層(a)を形成し、該液層(a)を該カバーフィルムで積層して硬化炉に導き、透明硬化性樹脂組成物(A)を硬化する工程、及び
工程(2):前記キャリアフィルム上の硬化された透明硬化樹脂からなるバリア層の表面からカバーフィルムを剥離して、該剥離されたカバーフィルムを後の工程のカバーフィルムに使用すべく迂回させるカバーフィルムの剥離・迂回工程。
(もっと読む)
熱硬化性樹脂組成物及び繊維強化プリプレグ
【課題】層間の耐衝撃性に優れた複合材料を与え、表面のタック保持性に優れるプリプレグを提供する。
【解決手段】必須成分[A]エポキシ樹脂、[B]熱可塑性樹脂、[C]エラストマー微粒子及び[D]シリカ微粒子を含み、成分[A]100質量部に対して、成分[B]が5質量部以上40質量部以下、成分[C]が12質量部以上40質量部以下である熱硬化性樹脂組成物、及びこの組成物のシート状物をベースの繊維強化プリプレグの片面又は両面に貼り合わせてなる繊維強化プリプレグ。
(もっと読む)
繊維強化熱可塑性樹脂組成物および強化繊維束
【課題】繊維強化熱可塑性樹脂組成物、特にマトリックス樹脂としてポリオレフィン系樹脂を用いた場合に、優れた接着性を発現し、力学特性に優れる繊維強化熱可塑性樹脂組成物および強化繊維束を提供すること。
【解決手段】繊維強化熱可塑性樹脂組成物において、側鎖に、水酸基、カルボキシル基、アミド基およびウレア基より選ばれる少なくとも1種の官能基を有し、凝集エネルギー密度CEDが385〜550MPaである(メタ)アクリル系重合体を0.1〜10質量%、強化繊維を1〜70質量%、熱可塑性樹脂を20〜98.9質量%含んでなることを特徴とする。また、強化繊維束において、強化繊維に前記(メタ)アクリル系重合体が0.1〜30質量%付着されていることを特徴とする。
(もっと読む)
繊維強化成形材料の製造方法
【課題】力学特性に優れる成形品が得られる繊維強化成形材料を効率良く製造する方法を提供する。
【解決手段】少なくとも、次の第1a工程、第2a工程、第3a工程および第4a工程を含む繊維強化成形材料の製造方法などを用いることを特徴とする;第1a:不連続な強化繊維束をシート状の強化繊維基材(A1)に加工する工程;第2a:第1a工程で得られた強化繊維基材(A1)1〜70質量部に、側鎖に水酸基を有する(メタ)アクリル系重合体(B)を0.1〜10質量部を付与する工程;第3a:第2a工程で得られた、(メタ)アクリル系重合体(B)が付与された強化繊維基材(A2)に、熱可塑性樹脂(C)を複合化して、強化繊維基材(A2)1.1〜80質量%および熱可塑性樹脂(C)20〜98.9質量%を含む繊維強化成形材料を得る工程;第4a:第3a工程で得られた繊維強化成形材料を1m/分以上の速度で引き取る工程。
(もっと読む)
塗装繊維強化複合材料及びその製造方法
【課題】 塗膜を形成した繊維強化複合材料及びその製造方法に関し、特に繊維強化樹脂基材表面に堅固で耐摩耗性に優れた塗膜が形成されてなる塗装繊維強化複合材料及びその製造方法を提供する。
【解決手段】 アクリル系炭素繊維およびシクロオレフィンポリマーの架橋体を含む繊維強化樹脂基材表面の少なくとも一部分に塗膜が形成されてなる塗装繊維強化複合材料を用いる。該塗装繊維強化複合材料は、シクロオレフィンモノマー、重合触媒及び架橋剤を含む硬化性組成物を、アクリル系炭素繊維の存在下に重合および架橋してなる繊維強化樹脂基材表面の、少なくとも一部分に塗装することにより製造できる。
(もっと読む)
プリプレグおよびその製造方法
【課題】 耐衝撃性に優れた複合材料を与え、単純かつ容易に製造でき、表面のタック保持性に優れるプリプレグを提供することにある。
【解決手段】
次の構成要素[A]、[B]、[C]からなり、構成要素[C]が片面または両面の表層近傍に局在化したプリプレグと、構成要素[A]に構成要素[B]を含浸し、ベースプリプレグを得、ついでベースプリプレグに構成要素[C]を散布した後、加熱加圧して製造するプリプレグの製造方法である。
[A]:長繊維からなる強化繊維
[B]:マトリックス樹脂
[C]:繊維長が10〜25mmである熱可塑性樹脂の短繊維
(もっと読む)
ガラスクロス含有白色フィルム、金属積層体及びLED搭載用基板
【課題】寸法安定性に優れ、耐熱性が高く、可視光領域において反射率が高く、及び高温熱負荷環境下における反射率の低下が少ない、大面積化に対応可能な、LED実装用プリント配線基板に使用可能なガラスクロス含有白色フィルム、該白色フィルムを用いてなる金属積層体及びLED搭載用基板を提供すること。
【解決手段】熱可塑性樹脂及び無機充填材を含有する樹脂組成物の白色フィルム100と、ガラスクロス400とからなり、所定の反射特性を有するガラスクロス含有白色フィルム。
(もっと読む)
受動電気物品
不織布材料を有する誘電体層を含む受動電気物品。 (もっと読む)
成形材料
【課題】成形性に優れ、強化繊維とプロピレン系樹脂との界面接着性に優れ、力学特性に優れた成形品を得るための成形材料を提供する。
【解決手段】下記成分(A)〜(C)を有してなる成形材料であって、該成分(A)、(B)を有してなる複合体に、該成分(C)が接着されており、下記成分(B)のSP値が6.5〜9であり、かつ下記成分(a)のSP値よりも低いことを特徴とする成形材料。
(A)(a)多官能化合物によりサイジング処理された(b)強化繊維 1〜75質量%
(B)テルペン系樹脂 0.01〜20質量%
(C)プロピレン系樹脂 5〜98.98質量%
(もっと読む)
SMCの製造方法及びSMCの製造装置
【課題】経済的、資源節約の面で有効であり低コストでSMCの製造が可能なSMCの製造方法及びSMCの製造装置を提供する。
【解決手段】離型フィルム6上に樹脂組成物5,5’とガラス繊維7とを含むSMC材料を供給して得られた離型フィルム6とSMC材料からなるシート状の積層物9を搬送しつつ積層物9の上面側及び下面側から加圧してガラス繊維7間に樹脂組成物5,5’を含浸させる含浸工程と、含浸した積層物9を重ねる工程を含むSMCの製造方法であって、前記含浸工程における積層物9の上面側からの加圧は、加圧面がSMC材料に対して離型性を有する加圧手段4によってSMC材料を直接加圧して行う。
(もっと読む)
プリプレグとその製造方法
【課題】複合材料としての耐衝撃性に優れ、かつ後工程(自動積層装置を用いたプリプレグの積層)において、工程通過のために必要な十分な接着性又は積層性を有するプリプレグを提供すること。
【解決手段】強化繊維とこれに含浸せしめられたマトリックス樹脂とからなるプリプレグであって、該マトリックス樹脂が、プリプレグの樹脂層の表層を形成する樹脂組成物Aとプリプレグの樹脂層の内層を形成する樹脂組成物Bとからなり、該樹脂組成物Aは、エポキシ樹脂と少なくとも一部がマイクロカプセル化されたその硬化剤とエポキシ樹脂に可溶性の熱可塑性樹脂とから構成されており、該樹脂組成物Bは、エポキシ樹脂とその硬化剤とエポキシ樹脂に不溶性の熱可塑性樹脂を少なくとも一部含む熱可塑性樹脂とから構成されているプリプレグ。
(もっと読む)
繊維強化複合材料およびその複合成形体
【課題】糸および織物の構造的な特徴を生かし、容易に安価に繊維強化がはかれる繊維強化複合材料を提供する。
【解決手段】炭素繊維束3または/および天然繊維糸4に熱可塑性の合成繊維糸の掛合糸5を巻縫い掛合して複合繊維束糸1を形成し、この巻縫いした複合繊維束糸1を経糸および/または緯糸として所定の大きさの織物状シートを織成してこの織物状シートを加熱して上記合成繊維糸を溶融して炭素繊維束または/および天然繊維糸に一体的に接合した繊維強化複合材料。特に炭素繊維束3の1束ないし複数束または/および天然繊維糸4の1本ないし複数本と熱可塑性の合成繊維糸6を引き揃えて熱可塑性の合成繊維糸の掛合糸5を巻縫い掛合して複合繊維束糸1を形成して繊維強化複合材料を成形することが好ましい。
(もっと読む)
1 - 20 / 44
[ Back to top ]