
Fターム[4F072AH33]の内容
強化プラスチック材料 (49,419) | 予備成形品の製造 (4,741) | 繊維への樹脂の含浸(←塗布) (2,341) | 浸漬 (518) | 浸漬槽の形状、構造 (113) | ダイスの形状、構造 (23)
Fターム[4F072AH33]に分類される特許
1 - 20 / 23
繊維強化樹脂組成物
【課題】軽量で機械的強度の高い成形品が得られる繊維強化樹脂組成物の提供。
【解決手段】(A)熱可塑性樹脂及び(B)レーヨン繊維を含む樹脂含浸長繊維束を含む繊維強化樹脂組成物であって、(B)成分のレーヨン繊維が、繊維径が5〜30μmで、X線配向度が86%以上のものであり、前記樹脂含浸長繊維束が、(B)成分のレーヨン繊維を長さ方向に揃えた状態で2,000〜30,000本束ねたものに(A)成分の熱可塑性樹脂を溶融させた状態で含浸させて一体化した後に、3〜30mmの長さに切断したものである、繊維強化樹脂組成物。
(もっと読む)
ゴム複合体
【課題】耐圧縮性に優れたゴム複合体を提供すること。
【解決手段】単糸繊度の大きいパラ型全芳香族ポリアミド長繊維を、ゴム補強材として特定量用いる。
(もっと読む)
プリプレグの製造方法及びプリプレグの製造装置
【課題】平坦で含浸性に優れたプリプレグの製造方法等を提供する。
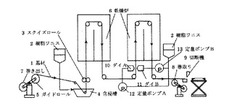
【解決手段】繊維布からなる基材を、溶剤又は樹脂ワニスを収容した含浸槽に浸漬し、含浸槽上空に設置された2本のスクイズロール又はカットバーの間を通過、乾燥後、基材搬送路の両側に対向して配置した一対のダイにより、樹脂ワニスを両面に塗布し、乾燥することを特徴とするプリプレグの製造方法等である。
(もっと読む)
脂肪族ポリエステル樹脂組成物ペレットおよびそれを成形してなる成形体
【課題】従来の繊維強化脂肪族ポリエステル樹脂よりも機械的特性がさらに向上し、携帯電話の筐体や複写機の部品としても使用可能な脂肪族ポリエステル樹脂組成物ペレットを提供する。
【解決手段】脂肪族ポリエステル樹脂100質量部に対し、ビニロン繊維10〜100質量部を含有させた脂肪族ポリエステル樹脂組成物ペレットであって、含有されるビニロン繊維がロジン系樹脂、テルペン系樹脂またはダイマー酸誘導体樹脂によって表面処理されていることを特徴とする脂肪族ポリエステル樹脂組成物ペレット。
(もっと読む)
耐摩耗性成形体用の樹脂組成物
【課題】ギアのような耐摩耗性が要求される摺動部品の製造原料として好適な耐摩耗性成形体用の樹脂組成物を提供する。
【解決手段】繊維状充填材の束にポリアミドを溶融させた状態で含浸させ一体化した後に、5〜15mmの長さに切断した樹脂含浸繊維束を含む樹脂組成物であり、前記ポリアミドが芳香族ポリアミドであり、前記繊維状充填材が炭素繊維等であり、下記摩耗性試験において、目視により表皮がめくれないと確認できるものである、耐摩耗性成形体用の樹脂組成物。<摩耗性試験>ISO178に準拠して上記樹脂組成物から作製した試験片を用いて、往復動摩擦摩耗試験機(AFT−15MS;株式会社オリエンテック製)により下記の条件で摩耗性を評価する。鋼球:直径10mm(2-プロパノールで脱脂したものを使用する),荷重:500g,移動速度:50mm/sec,移動距離:10mm,回数:1000回
(もっと読む)
電子機器ハウジング用の薄肉成形体
【課題】耐衝撃性に優れ、吸水による寸法変化の少ない、携帯電話機等の電子機器のハウジングや内部シャーシ用として適した薄肉成形体とその製造方法を提供する。
【解決手段】ガラス長繊維束にPA11、12,610、612から選ばれるPAを溶融させた状態で含浸させ一体化した後に5〜15mmの長さに切断した繊維束を含み、(a)引張呼びひずみが2%以上であり、かつ絶乾状態での曲げ弾性率が10GPa以上であることと、(b)ノッチ有りシャルピー衝撃強度が30kJ以上であることを同時に満たす、ガラス繊維の含有量が40〜70質量%の樹脂組成物から得られる、厚みが0.8〜2.0mmで含有されているガラス繊維の重量平均繊維長が0.5〜1.5mmである薄肉成形体。
(もっと読む)
繊維強化プラスチックの製造方法

【課題】RTMまたはVaRTM法において、特に厚みが10mm以上である厚い部材に、油圧プレスなどの大型のプレス装置を使用することなく、型の簡易化および加圧装置を小型化することで、より低圧力で樹脂を未含浸なく含浸させるとともにボイドの発生を抑制する。
【解決手段】成形型内に強化繊維基材からなる積層体を配置し、該積層体の両面に樹脂注入口から延在する前記強化繊維基材よりも樹脂流動抵抗が低い樹脂拡散媒体を配置するとともに、樹脂吸引口から延在する樹脂吸引媒体を前記積層体に接触するように配置し、前記成形型内を該樹脂吸引媒体を介して真空吸引することにより減圧した後、該成形型内に前記樹脂拡散媒体を介して樹脂を注入し、前記積層体に樹脂を含浸させる繊維強化プラスチックの製造方法において、樹脂吸引媒体は、実質的に樹脂注入口と反対側に位置する該積層体の厚みによって形成される側壁に沿って接触するように配置することを特徴とする繊維強化プラスチックの製造方法。
(もっと読む)
無機繊維巻きテープとその製造方法
【課題】円筒状芯材に無機繊維テープが巻き付けられた無機繊維巻きテープを提供する。
【解決手段】無機繊維(炭素繊維は含まない)とオレフィン系樹脂を含む複合体からなる無機繊維テープが、円筒状芯材に巻き付けられた無機繊維巻きテープであって、式(I)から求められる無機繊維テープの幅(W)が5〜100mmの範囲であり、前記無機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである無機繊維巻きテープ。2.5×10-5×N×d≦W≦5.0×10-4×N×d(I)(Wは無機繊維テープの幅であり、Nは無機繊維テープを構成する無機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは無機繊維の繊維径で5〜30μmである。)3.0×F×t≦D(II)(Fは無機繊維量で、20〜60質量%の範囲であり、tは無機繊維テープの厚みで、0.1〜1.0mmである。)
(もっと読む)
炭素繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた炭素繊維巻きテープの提供。
【解決手段】炭素繊維と芳香族ポリアミド樹脂又は脂肪族ポリアミド樹脂を含む複合体からなる炭素繊維テープが、円筒状芯材に巻き付けられた炭素繊維巻きテープであって、特定式から求められる炭素繊維テープの幅(W)が5〜100mmの範囲であり、前記幅の炭素繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである炭素繊維巻きテープ。4.5×F×t≦D≦50×F×t(II)(式(II)中、Fは炭素繊維量で20〜60質量%の範囲であり、tは炭素繊維テープの厚みで0.1〜0.5mmの範囲である。)
(もっと読む)
熱可塑性マトリックス中のCNT浸出繊維
複合材料は、熱可塑性マトリックス材料と、該熱可塑性マトリックス材料の少なくとも一部に分散されたカーボンナノチューブ(CNT)浸出繊維材料と、を含む。 (もっと読む)
引抜成形品の製造方法
【課題】割付治具の複数枚とその通糸方法によって、複数本の繊維束の開繊を行うことで、耐振れ性に優れた、軽量の搬送用シャフト製品の製造方法を提供する。
【解決手段】ボビン2から巻きだされた複数本の繊維束に、レジン浴4中で熱硬化性樹脂組成物を含浸させた後、繊維束を均等に割り付けるための割付治具5を介して金型6を通過させながら硬化させる引抜成形品の製造方法であって、割付治具5を複数枚用い、それぞれの割付治具5(5a〜5d)により繊維束が異なる方向から開繊されるように通糸する引抜成形品の製造方法。
(もっと読む)
長繊維強化樹脂ペレットの製造方法
【課題】本発明は、高いガラス含有率を確保しながら、生産速度の向上を図ることができる長繊維強化ペレットの製造方法を提供することを目的とする。
【解決手段】本発明は、溶融状態の熱可塑性樹脂8が供給される樹脂含浸槽4内で、連続した複数のガラス繊維10を束ねてなるガラス繊維束30を複数のロッド3に掛け渡してジグザグに搬送することにより、ガラス繊維束30の断面形状を扁平に変形させてほぐしながら、ガラス繊維束30に溶融状態の熱可塑性樹脂8を含浸させ、その後、樹脂含浸槽4の引き出し孔5を通じてガラス繊維束30を引き出した後、ペレット状に切断する長繊維強化樹脂ペレット50の製造方法であって、引き出し孔5の断面形状は、その長手方向がロッド3の軸線方向に沿った扁平形状をなす。
(もっと読む)
炭素繊維強化熱可塑性樹脂ペレットの製造方法および装置
【課題】本発明は、炭素繊維束に含浸させた低粘度熱可塑性樹脂の外周を高粘度熱可塑性樹脂でコーティングし、樹脂ペレットに形成した後に炭素繊維束と樹脂とが分離しないようにし、高品位の樹脂ペレットを得ることを目的とする。
【解決手段】複数本の炭素繊維を集束した炭素繊維束(A)を連続的に供給し、その周囲に溶融状態の低粘度熱可塑性樹脂(D)を供給して炭素繊維束(A)の内部に含浸させ、次いで溶融状態の高粘度熱可塑性樹脂(E)を供給して外周を覆い、次に、低粘度熱可塑性樹脂(D)および高粘度熱可塑性樹脂(E)を冷却固化し、その後、所定長に切断する方法と構成である。
(もっと読む)
プリプレグの製造方法及びプリプレグの製造装置
【課題】 平坦で含浸性に優れたプリプレグの製造方法及び製造装置を提供する。
【解決手段】 繊維布からなる基材を、溶剤又は樹脂ワニスを収容した含浸槽に浸漬し、含浸槽上空に設置された2本のスクイズロール又はカットバーの間を通過後若しくは乾燥後に、基材搬送路の両側に対向して配置した一対のダイにより、樹脂ワニスを両面に塗布し、乾燥することを特徴とするプリプレグの製造方法及び含浸槽、含浸槽の上空に設置されたスクイズロール又はカットバー、少なくとも2つの乾燥手段、基材搬送路の両側に対向して設置されたダイを有するプリプレグの製造装置。
(もっと読む)
繊維強化複合材料及びその製造方法
【課題】繊維強化樹脂とエラストマーからなるシートとで構成される繊維強化複合材料及びその製造方法に関し、特に、機械的強度に優れ且つ卓越した耐衝撃性を有する繊維強化樹脂とエラストマーからなるシートとで構成される繊維強化複合材料及びその製造方法を提供する。
【解決手段】炭素繊維とシクロオレフィンポリマーの架橋体を含む繊維強化樹脂表面の少なくとも一部分にエラストマーからなるシートが一体化されてなる繊維強化複合材料。炭素繊維の表面の少なくとも一部分に接触するようにエラストマーからなるシートを配置する積層工程、ならびに前記エラストマーからなるシート及び炭素繊維の存在下にシクロオレフィンモノマー、重合触媒及び架橋剤を含んでなる硬化性組成物を硬化させる硬化工程とを含む繊維強化複合材料の製造方法。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造用含浸ダイ
長繊維強化熱可塑性樹脂成形材料の製造方法を提供する。この方法は、プロセスチャンバー14に溶融熱可塑性樹脂を満たすステップと、このプロセスチャンバーの中に少なくとも一本の連続繊維ストランドを送るステップと、溶融熱可塑性樹脂56を含浸させた連続繊維ストランド50を引抜成形するステップと、熱可塑性樹脂を含浸させた少なくとも一本の連続繊維ストランドをペレット60に切断するステップとを含む。また、この方法は、適切な含浸を確保するために、特定な式に従ったペレットの加工を含む。 (もっと読む)
引抜成形品の製造方法、および該製造方法により得られた成形品
【課題】本発明は、速硬化性のみならずマトリックスと繊維強化材との接着性にも優れる、引抜成形に好適に用い得る樹脂組成物を提供することを目的とする。
【解決手段】本発明の引抜成形品の製造方法は、エポキシ樹脂(A)、エポキシ樹脂用硬化剤(B)、(メタ)アクリレート(C)、(メタ)アクリレート用硬化剤(D)、および有機親和性を有する層状珪酸塩(E)を含む樹脂組成物と繊維強化材とを用いて引抜成形することを特徴とする。
(もっと読む)
エポキシ樹脂配合物を含む複合材料を調製する方法
エポキシ複合材料が、エポキシ樹脂および硬化剤を別々に予熱し、予熱したエポキシ樹脂と予熱した硬化剤とを混合して熱い反応混合物を形成し、該混合物が硬化して、少なくとも150℃のガラス転移温度を有するポリマー相を有する複合材料を形成するまで、熱い反応混合物を強化材の存在下で硬化することにより調製される。 (もっと読む)
改良された逆洗能力を有する強化管状ポリマー膜及びその製造方法
強化管状膜の製造方法は、モノフィラメント糸から管状支持体を製造し、支持体を膜ドープで含浸し、膜の内径及び外径を調整する工程を含む。被覆装置は膜の内径及び外径をそれぞれ調整するためのキャスティングボブ及びオリフィスを含む。管状強化ポリマー膜は管状支持体及び膜物質を含む。管状支持体はモノフィラメント糸から作られ、十分に開放した構造(0.1mmより大きい開口)を有する。糸の接触する及び/又は係合する部分は支持体を膜ドープに含浸する前に連結されてもよい。支持体はモノフィラメント糸のループを含んでもよく、それはまた連結される。 (もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造装置
【課題】ロッドの軌道を直線的に安定して進行させ、また、ロッドの揺動を抑えるとともに、ロッドの水分(冷媒)過多によるロッドを構成している樹脂の劣化を抑えることで、ロッドの毛羽発生や切断などを防止できる繊維強化成形材料の製造装置を提供すること。
【解決手段】冷却装置(2)の下流に回転ロール(4)を有し、該回転ロール(4)はロッド(6)と接触する溝(5)を有し、該溝(5)とロッドとが接触する溝底部の幅(b)が、前記ロッド(6)の直径(a)と略同一であることを特徴とする繊維強化成形材料の製造装置。
(もっと読む)
1 - 20 / 23
[ Back to top ]