
Fターム[4F072AK20]の内容
強化プラスチック材料 (49,419) | 成形品の製造 (3,354) | その他の成形法 (115)
Fターム[4F072AK20]に分類される特許
81 - 100 / 115
構造物の補強方法及び定着具

【課題】作業性が良く、また、強化繊維シート補強材の断面を欠損することがないか、或いは、最小限として、コンクリート構造物或いは鋼構造物のような構造物の補強を施工することのできる補強方法及び定着具を提供する。
【解決手段】定着具20は、固定具25により構造物100に固定することのできる軸線方向に延在した棒状の定着体21と、所定の幅と長さを備えたシート状とされる強化繊維シートにて作製され、一端部領域が定着体21の周面に巻き付けられて定着体21の周面に樹脂にて接着固定され、残りの領域は定着体21に接着固定されることなく定着体21から延在している定着用強化繊維シート補強材30と、を有する。
(もっと読む)
成型ハニカムの製造方法及びそれにより製造されたハニカム
本発明は、ハニカムを製造する方法であって、ハニカムは、ハニカムの面を形成するエッジを有するセルを含み、面は、複数の点で画定され、点の少なくとも2つが、異なる接平面に位置しており、
a)融点が120℃〜350℃の熱可塑性材料と、1デニール当たり600グラム(1dtex当たり550グラム)以上の弾性率を有する高弾性率繊維とを含む複数のシートから、拡張したセルを有するハニカムを形成する工程と、
b)ハニカムを熱硬化性樹脂で含浸する工程と、
c)熱硬化性樹脂を硬化または部分的に硬化して、硬化または部分的に硬化したハニカムを形成する工程と、
d)硬化または部分的に硬化したハニカムを、接着剤の平行な線の面に垂直な方向にプレスして、熱硬化性樹脂の少なくとも一部を破断する工程と、
e)プレスしたハニカムを、接着剤の平行な線の面に垂直な方向に引き離して、破断点を有するハニカムを形成する工程と、
f)破断点を有するハニカムを、モールド内または型上で、曲げる、成型する、または成形する工程と、
g)ハニカムを加熱して、熱可塑性材料を破断点まで流す工程と、
h)モールドまたは型の形状を実質的に保持するためにハニカムを冷却する工程と
を含む方法に関する。
本発明はまた、この方法により製造された成型ハニカムであって、25パーセント未満のハニカムセルが、180度を超える凹角を有するハニカムに関する。
(もっと読む)
複合材部品の製造方法
複合材部品を製造する方法において、部品成形環境(3)にプリフォーム(5)を装填する工程と、この環境を、溶液中または懸濁液中に触媒材料を運んだ溶媒で満たす工程と、この液体(6)を型から排出し、それによりプリフォームおよびまたは成形環境の内表面に、触媒材料の残留物を残存させる工程と、成形環境を加熱し、その加熱後または加熱と同時に、このような条件下で、プリフォームおよびまたは成形環境の表面にカーボンナノチューブの構造物を成長させるように、炭素を含んだガス(7)を導入する工程と、炭素を含んだガスを除去する工程と、プリフォームとカーボンナノチューブの構造物を通過して樹脂が分散する成形環境に液状の樹脂材料(9)を導入し、樹脂が硬化されまたは固定されたら、完成した複合材部品を形成する工程とを含む。 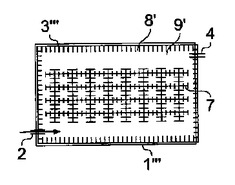 (もっと読む)
(もっと読む)
最新方法で使用するための強化バインダー組成物
強化バインダー組成物は、複合材を製造するために、樹脂トランスファー成形、減圧アシスト・トランスファー成形および樹脂フィルム注入のような最新方法でマトリックス樹脂を注入したプレフォームと一体で有用であり、このような最新方法での組成物の使用は、本発明の基礎を成す。 (もっと読む)
部分含浸プリプレグとそれを用いた繊維強化複合材料の製造方法
【課題】容易に脱気が可能で、ボイドの少ない大面積の繊維強化複合材料を生産性良く製造することが可能な、部分含浸プリプレグを提供すること。
【解決手段】25℃での粘度が100Pa・S以上である液状エポキシ樹脂(A)と、25℃で固体であるエポキシ樹脂(B)と、ジシアンジアミド硬化剤(C)とを必須成分として含むエポキシ樹脂組成物であって、樹脂組成物の25℃での粘度が5×105Pa・S以上であり、樹脂組成物の硬化開始温度が100〜120℃の範囲にあり、且つ、その時の粘度(最低粘度)が0.1〜2Pa・Sの範囲にあるエポキシ樹脂組成物を、強化繊維基材に部分的に含浸せしめてなる部分含浸プリプレグ。
(もっと読む)
低密度硬質強化ポリウレタンおよびその製造方法
【課題】RIM法、強化RIM法またはLFI法によるより大きい物品の製造に十分長いゲル化時間および脱型時間を有する低密度硬質強化ポリウレタンを提供する。
【解決手段】約3〜約8のヒドロキシル基官能価及び200超のヒドロキシル価を有するポリオール、触媒、界面活性剤、任意に架橋剤、任意に水、及び任意に溶存二酸化炭素を含んでなるイソシアネート反応性成分、有機ポリイソシアネート、及び任意に溶存二酸化炭素を含んでなるイソシアネート成分、並びに繊維強化材の反応生成物からなる低密度繊維強化ポリウレタンであって、溶存二酸化炭素がイソシアネート反応性成分又はイソシアネート成分の少なくとも1つに存在し、イソシアネート反応性成分及び/又はイソシアネート成分中に存在する二酸化炭素の合計量が0.3〜2.0g/lであるポリウレタン。
(もっと読む)
長尺樹脂成形体及び長尺樹脂成形体の製造方法

【課題】簡便な工程により製造ができ、長さ方向における強度が高められて寸法安定性が向上された長尺樹脂成形体及び長尺樹脂成形体の製造方法を提供する。
【解決手段】合成樹脂製のバインダー1にカーボンナノファイバー2を長さ方向に配向させて熱成形することで長尺樹脂成形体10Aが形成されており、簡便な工程で、且つ混合されているカーボンナノファイバーによって長さ方向における強度が高められ、寸法安定性が向上させられた長尺樹脂成形体10Aとなされている。
(もっと読む)
3次元繊維強化樹脂複合材
【課題】生産性を損なうことなく、繊維強化樹脂複合材に導電性を付与する。
【解決手段】3次元繊維強化樹脂複合材(12等)は、面内方向糸が形成する布地に縫い糸4が耳糸5に係止されつつ縫い込まれて構成された強化繊維織物に樹脂が含浸硬化してなる。面内方向糸がガラス繊維又は炭素繊維から構成されるのに対し、耳糸が銅、アルミニウム、ニッケル、鉄、チタン等の金属材料から構成されている。面内方向糸が炭素繊維の場合、耳糸をニッケルとすることにより電触を防止する。この複合材を、電磁シールド材として利用する。耐雷材料、静電防止材料、ヒータ材料、衝撃損傷検出センサーとして利用するために、耳糸同士を短絡する接続導電線7や外部接続用の電極端子8、9を適宜設ける。
(もっと読む)
大面積繊維複合材料構造部材の製造装置及び方法
本発明は、特に航空機産業分野用の大面積繊維複合材料構造部材の製造装置及び方法を提供し、所定の成形要素(1)と、少なくとも1つの繊維シート(15)を所定の成形要素(1)の上又は内へ確定されて敷き込む制御可能な敷き込み機器(4,5,6)と、所定の成形要素(1)及び敷き込み機器(4,5,6)を互いに対して所定の旋回角度だけ確定されて旋回させる制御可能な旋回機器(10)と、中央制御機器とを含み、この中央制御機器は、敷き込み機器(4,5,6)及び旋回機器(10)を制御するために、これらの機器と接続される。 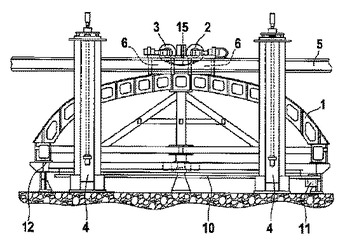 (もっと読む)
(もっと読む)
炭素繊維複合シート
【課題】可とう性があり、放熱性・電波遮蔽性が高く、耐熱性に優れた炭素繊維複合シートを提供すること。
【解決手段】3次元ランダムマットと熱硬化性及び/または熱可塑性シリコーン系エラストマー樹脂を複合化し、可とう性が高く耐熱性の高い放熱シートを作成する。
(もっと読む)
繊維状又は粒状の基材のためのバインダーとしての水性ポリマー組成物の使用
繊維状及び粒状の基材のためのバインダーとしての水性ポリマー組成物の使用であって、その際、前記水性ポリマー組成物を、モノマー混合物Mを水性媒体中でポリマーAの存在でラジカル開始乳化重合させることにより得ることができる。ポリマーAは少なくとも1種のエチレン性不飽和モノ−及び/又はジカルボン酸80〜100質量%及びもう1種のエチレン性不飽和モノマー0〜20質量%から構成されている。モノマー混合物Mはエポキシ−及び/又はヒドロキシアルキル基を含むエチレン性不飽和モノマー0.01〜10質量%及びもう1種のエチレン性不飽和モノマー90〜99.99質量%から構成されている。 (もっと読む)
低熱変形シリコーン複合体モールド
本発明は、低熱変形モールドを形成するために使用することができる組成物及び方法を提供する。組成物は、揮発成分除去ポリマーと少なくとも1種の揮発成分除去架橋剤とを使用して形成された硬化性弾性シリコーン組成物を含んでもよい。本方法の一実施形態は、エラストマーの第2の側面の近くで繊維性材料で含浸されたエラストマーの第1の側面にパターンを形成するステップを含んでもよい。 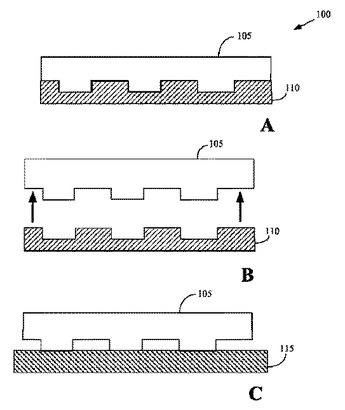 (もっと読む)
(もっと読む)
繊維強化複合材料の製造方法
【課題】
従来のRTM成形において表層に発生していた成形ピンホールを減少させ、後工程の塗装工程等に必要な補修工程を低減させることで低コストな成形品を得る。
【解決手段】
少なくとも2種類の樹脂を圧力を−101.3kPa〜−80kPaに保持した状態の混合部に混合しながら供給し、該混合部が樹脂で満たされた後、強化繊維基材を配置した成形型内に混合樹脂を連続供給し、強化繊維基材に樹脂を含浸させることを特徴とする繊維強化複合材料の製造方法。
(もっと読む)
後加工式繊維埋め込み方法および繊維埋め込み用超音波ホーン
【課題】 熱可塑性樹脂からなるワークに繊維素材を埋め込むことが可能な後加工式繊維埋め込み方法を提供すること。
【解決手段】 超音波ホーン3bの先端の突起5bをワーク7の表面に接触させてワーク7の表面を溶融させながら超音波ホーン3bの先端でワーク7よりも耐熱温度の高い繊維素材8をワーク7に押し込むことによって繊維素材8をワーク7に埋め込むことで、熱可塑性樹脂からなるワーク7に対して後加工による補強や補修あるいは造形作業等を施す。
(もっと読む)
繊維強化複合材料用二液型硬化性樹脂組成物、繊維強化複合材料およびその製造方法
【課題】
本発明は、靱性が非常に優れたRTM法に最適な繊維強化複合材料用二液型硬化性樹脂組成物およびその繊維強化複合材料用二液型硬化性樹脂組成物を適用することで高い衝撃後圧縮強度を有するRTM成形繊維強化複合材料を提供するものである。
【解決手段】
脂環式エポキシ樹脂(A1)およびメタクリル酸エステル化合物(A2)を含む40℃における粘度が500mPa・s以下の液状組成物(A)と、脂肪族ポリアミン化合物(B1)および加熱によりラジカルを発生するラジカル重合開始剤(B2)を含む40℃における粘度が500mPa・s以下の液状組成物(B)から成り、該液状組成物(A)と該液状組成物(B)を混合することにより加熱硬化可能な繊維強化複合材料用二液型硬化性樹脂組成物。
(もっと読む)
複合品およびその製造法
【課題】出入口用ドアなどの建築用途に適した十分な耐破壊性を有する滑らかな面を有した複合品を提供すること。
【解決手段】開放系の注型方法によって耐候性を有する複合品を製造する。かかる複合品は、発泡部分のない滑らかな面を有し、ダイナタップ試験機を用いた衝撃テストで合格する程度の十分な耐破壊性を有している。かかる複合品は、ポリウレタンから成る非強化バリアコートと繊維強化ポリウレタン層とから構成されている。この複合品は、ドアおよびパネルの製造に特に有用である。
(もっと読む)
樹脂組成物
【課題】光硬化性樹脂中における強化繊維の分散性を高め、かつ両者間の接着性を高めた樹脂成形品を提供する。
【解決手段】セルロース系繊維3としてフィブリル化した竹繊維(竹セルロースミクロフィブリル)を光硬化性樹脂2に配合する。竹セルロースミクロフィブリルが光硬化性樹脂2中に均一に分散した状態の樹脂組成物7に光照射手段6から光を照射し、被照射領域8の光硬化性樹脂2を硬化させる。
(もっと読む)
中空FRPの製造方法
【課題】中子に、強化繊維基材を該中子の翼弦長方向に巻付けたプリフォームを用いて中空構造の翼形状を持つFRP部材をRTM成形で作成する際に、注入樹脂圧力による中子の寸法変動が引き起こすヒケや樹脂リッチといった外観不良、マトリックス樹脂の中子内部への浸透による重量増、界面との剥離による強度低下の無く、安定して製造できる方法を提供すること。
【解決手段】断面の少なくとも一部に直線部を有する翼形状の中空構造の中子に、強化繊維基材を該中子の翼弦長方向に巻付けたプリフォームを作成する際に、下記式を満たすように巻き付け張力を制御したプリフォームを作成し、該プリフォームに内圧を付与しながら、RTM成形する。 100*{X−(Y+Z)}/Z=A(A≦0)・・・(1) 0.3≦|A|<0.7 ・・・(2)式中X:強化繊維を巻き付けた後の翼弦長寸法Y:巻付けた強化繊維基材の厚みZ:中子単体の翼弦長寸法
(もっと読む)
樹脂成形体用補強繊維基材の製造法、樹脂製歯車および樹脂製歯車の製造法
【課題】筒状体からドーナツ状に形成した補強繊維基材に樹脂を含浸して樹脂製歯車の歯部をはじめとする樹脂成形体を成形するに当り、補強繊維基材の内部にまで充填材を均一に含有した樹脂成形体を製造する。
【解決手段】筒状に織られた又は編まれた筒状体を裏返えしながら巻き込んでドーナツ状に形成する過程において、前記筒状体の外周面に充填材を付着させた状態で巻き込み作業を進め、樹脂成形体用補強繊維基材を製造する。例えば、筒形ないしは柱形をした治具に筒状体を外挿し、外挿した状態のまま筒状体外周面に充填材を散布する。その後、治具をガイドとして筒状体をその一方の端部から巻き上げて充填材を巻き込みながらリング状に整え、充填材を内部に含有するリング状補強繊維機材を製造する。
(もっと読む)
繊維強化樹脂成形品の真空注入成形方法
【課題】 比較的大型の成形品や肉厚の成形品、あるいはコーナー部を有するような形状の成形品を製造する場合に、注入樹脂を均一に拡散させて含浸不良を生じることなく効率よく成形することを可能にする。
【解決手段】 成形型1に形成する強化繊維基材層2は、成形型の表面直近に配設される下層21と、その外側に配設される上層22とで積層する強化繊維基材の構成を変え、下層21には、横糸に対して縦糸が連続する隙間を有するように直交させて二方向に配列された二軸スティッチ基材と、強化繊維糸を切断して面内に配向させて形成されたチョップドストランドマットとを、交互に積層して構成されている。また、上層22では、強化繊維ロービングクロスと、二軸スティッチ基材と、チョップドストランドマットとを、交互に積層して構成される。
(もっと読む)
81 - 100 / 115
[ Back to top ]