
Fターム[4F072AL02]の内容
強化プラスチック材料 (49,419) | 予備成形品、成形品の用途 (4,498) | 一般成形品 (1,938) | 乗物又はその本体部品 (760)
Fターム[4F072AL02]に分類される特許
741 - 760 / 760
高弾性率耐候性ポリエステルカーボネート物品
高弾性率繊維及びレゾルシノールポリエステル又はレゾルシノールポリエステルカーボネート樹脂を含んでなる熱可塑性樹脂組成物からなる物品は、高い強度及び剛性を示すと共に、屋外環境に暴露した場合にも意外に良好な光沢及び色の保持率を示す。 (もっと読む)
水系ポリウレタン樹脂エマルション
【課題】 人工皮革用のエマルションとして使用した際に溶剤系ポリウレタン樹脂に比べて人工皮革の強度、耐摩耗性、風合いおよび通気性が改善された水系ポリウレタン樹脂エマルションを提供する。
【解決手段】 カルボキシレート基および/またはスルホネート基をポリウレタン樹脂の重量に基づいて0.01〜1.5重量%含有するポリウレタン樹脂(A)、50〜100℃の曇点を有するノニオン性界面活性剤(B)並びに水性媒体を必須成分とし、(A)を構成する高分子ポリオールのうちの少なくとも1種が−50℃〜+30℃の流動点を有する共重合ポリカーボネートジオールであることを特徴とする水系ポリウレタンエマルションである。
(もっと読む)
ニアネットシェイププリプレグ
複雑な形状の構造用複合部品の製造に使用するのに適当な二次元及び三次元ニアネットシェーププリプレグの製造方法であって、(a)小孔スクリーンの一方の面に位置する繊維を保持する真空手段をその反対側の面に配置させた小孔スクリーンの前記一方の面に少なくとも13容積%の強化用繊維を堆積させ;(b)前記小孔スクリーンの前記強化用繊維と同じ側の面に樹脂マトリックス材料を堆積させ(前記小孔スクリーンの反対側の面に配置させた真空手段が前記スクリーンの前記一方の面の適所に繊維と共に樹脂マトリックス材料を保持する);(c)前記スクリーンの表面において前記樹脂マトリックス材料を前記繊維に接着できるように充分に前記樹脂マトリックス材料を加熱し;そして、(d)ニアネットプリプレグが形成されるように、前記樹脂及び繊維構造体を冷却する
ことを含んでなる方法。プリプレグを圧縮成形用金型中に入れ、加熱及び圧密化して、均一な複合部品を製造する。
(もっと読む)
熱可塑性樹脂強化用炭素繊維ストランド
【課題】 熱可塑性樹脂との接着性に優れ、開繊性、擦過性に優れた熱可塑性樹脂強化用炭素繊維ストランドを提供する。
【解決手段】 ポリプロピレン、ポリブテン、エチレン−プロピレン共重合体、プロピレン−ブテン共重合体、エチレン−プロピレン−ブテン共重合体、若しくはこれらの末端変性重合体であって、数平均分子量が300〜2000の重合体、又はこれらの混合物が付与されてなる熱可塑性樹脂強化用炭素繊維ストランド。ポリプロピレン等の好ましい付着量は、炭素繊維に対し、合計で0.05〜5.0質量%である。本発明の炭素繊維ストランドは熱可塑性樹脂、中でもポリプロピレンとの親和性、接着性に優れる。本発明の炭素繊維ストランドを熱可塑性樹脂に5〜70質量%配合してなる炭素繊維強化熱可塑性樹脂は、層間剪断強度等の機械的特性に優れる。
(もっと読む)
長繊維強化ポリアミド樹脂製外装成形体
【課題】
曲げ弾性率、曲げ強さ等の機械的強度、耐薬品性、耐熱性に優れ、軽量化され、製品設計の自由度が高く、充填時の繊維配向による成形体の最大線膨張係数、線膨張係数の異方性、最大吸湿寸法変化率を低減した長繊維強化ポリアミド樹脂製外装成形体を提供することにある。
【解決手段】
成形体中に分散する強化繊維の、含有率が30重量%〜90重量%であって、重量平均繊維長が1.5mm〜10mmであり、成形体の最大投影面積が20000mm2 以上であり、成形時に断面積100mm2 以下の狭流路の流路長が150mm以下であり、かつ、次の諸性質を備えることを特徴とする長繊維強化ポリアミド樹脂製外装成形体。
1)肉厚2mm以上の成形体部分の、最大線膨張係数が5×10-5K-1以下であり、かつ、最大線膨張係数/最小線膨張係数の比が1.8以下である
2)肉厚2mm以上の成形体部分の、最大吸湿寸法変化率が0.3%以下である
(もっと読む)
プリプレグ用エポキシ樹脂、プリプレグ、繊維強化複合材料およびこれらの製造方法
従来のエポキシ樹脂組成物と比較して、低温でも短時間に硬化が完了し、かつ室温での保存においても、十分な使用可能期間を確保できる、プリプレグに好適に使用されるエポキシ樹脂組成物。エポキシ樹脂と分子内に少なくとも一つの硫黄原子を有するアミン化合物との反応生成物と分子内に少なくとも一つの硫黄原子を有するアミン化合物の少なくとも一つ、尿素化合物及びジシアンジアミドからなるエポキシ樹脂組成物であって、エポキシ樹脂組成物中の硫黄原子及び尿素化合物の含有率が、それぞれ0.2〜7質量%及び1〜15質量%であるエポキシ樹脂組成物。 (もっと読む)
複合シートの製造方法及び設備
本発明は複合プレートの製造方法に関する。この方法は、連続繊維マット、織物、編物、又は連続非交絡ヤーンのアセンブリの形態のヤーンの層であって、少なくとも1種類の有機材料及び補強材を含むヤーン(2)の層を、動いている支持体上に連続的に置くこと、加熱したときにコーティングフィルムを形成することができる有機物質の粉末を上記層の少なくとも片面に堆積させること、堆積させた粉末を溶融させるのに十分な温度で、この粉末でコーティングした層を加熱すること、この層を加圧し、冷却して複合ウェブを形成すること、このウェブを切り分けてプレート(13)にすること、及び回転支持体上にこのウェブを巻き取ることからなる。本発明はまた、この方法を実施するための装置及びその得られる製品に関する。 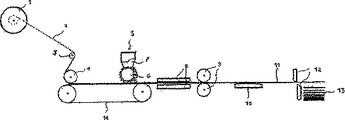 (もっと読む)
(もっと読む)
衝撃吸収部材の製造方法

【課題】 構造部材に使用される衝撃吸収部材であって、従来よりもさらに大きなエネルギー吸収量を実現する衝撃吸収部材の製造方法を提供する。
【解決手段】 中空の構造部材200と、その表面の全部又は一部を覆う、繊維強化部材100とからなる衝撃吸収部材300の製造方法であって、硬化後に繊維強化部材100となるプレプリグ150を形成するプレプリグ形成工程と、繊維強化部材100が、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性を有し、異なる前記特性が前記構造部材の表面上に交互に形成されるようにプレプリグ150を構造部材200上に配置するプレプリグ配置工程と、プレプリグ150を硬化させて繊維強化部材100を形成するプレプリグ硬化工程とを含む。
(もっと読む)
熱伝導性成形体およびその製造方法

【課題】軽量性と力学特性を確保し、かつ熱伝導性に優れた成形体を提供する。さらには、接合強度に優れ、複雑形状の成形性と生産性とを両立できる接合方法を提供する。
【解決手段】第1の部材3と第2の部材4の2つの部材を一体化してなる熱伝導性成形体であって、前記部材のうち少なくとも第1の部材3は連続した強化繊維群5aで強化された樹脂組成物からなり、前記強化繊維5aの熱伝導率が3W/m・K以上、かつ第2の部材4の熱伝導率が1W/m・K以上である熱伝導性成形体である。また第1の部材3と、前記第2の部材4とが、熱溶着、振動溶着、超音波溶着、レーザー溶着、インサート射出成形、アウトサート射出成形、熱プレス成形から選択される少なくとも1つの方法にて一体化される製造方法である。
(もっと読む)
高性能構造形状体を製造するための連続的プルトルージョン法
本発明は、構造形状体を製造するための連続的プルトルージョン法において、a)1枚以上の織物シートに、(i)三又は四官能性エポキシ樹脂である少なくとも一種類のエポキシ樹脂、及び(ii)異なった反応性を有する少なくとも二種類の反応性基を含む硬化剤系、の組合せを含む樹脂組成物を含浸させ、b)前記含浸させた織物シートを熱に掛けて前記少なくとも一種類のエポキシ樹脂と前記硬化剤系とを部分的に反応させ、その結果前記樹脂組成物の粘度を増大し、そしてc)前記部分的に反応させた含浸樹脂組成物を、熱及び(又は)圧力を用いてゲル化する、連続的プルトルージョン法を与える。 (もっと読む)
炭素繊維強化熱可塑性樹脂コンパウンド及びその製造方法
【課題】軽量性を損なわずに、優れた導電性、機械的強度、表面平滑性に優れる、炭素繊維強化樹脂成形体が得られる炭素繊維強化熱可塑性樹脂コンパウンド及びその製造方法を提供する。
【解決手段】繊維径5〜20μm及び繊維長1〜10mmの炭素繊維と、繊維径0.5〜500nm及び繊維長1000μm以下を有し、中心軸が空洞構造からなる微細炭素繊維と、熱可塑性樹脂とを含む炭素繊維強化熱可塑性樹脂コンパウンドであって、上記炭素繊維が5〜40重量%、微細炭素繊維が1〜50重量%、及び熱可塑性樹脂が5〜99重量%含有することをすることを特徴とする炭素繊維強化熱可塑性樹脂コンパウンド。
(もっと読む)
ガラス繊維強化ポリエステル樹脂組成物および成形品
【課題】 機械的性質をさらに向上させたガラス繊維強化ポリエステル樹脂組成物を提供する。
【解決手段】
(a)ポリエステル樹脂50〜96重量%と、
(b)ゴム変性ポリスチレン系樹脂35〜3重量%と、
(c)芳香族ポリカーボネート樹脂および/またはスチレン−無水マレイン酸共重合体15〜1重量%をからなるポリエステルを主成分とする樹脂(A)100重量部に対して、
少なくとも、
(B)アミノ系シランカップリング剤とノボラック型エポキシ樹脂を含む集束剤が少なくとも一部に付着しているガラス繊維10〜150重量部と、
(C)エポキシ化合物を0.1〜3重量部を
配合してなるガラス繊維強化ポリエステル樹脂組成物。
(もっと読む)
ガラス繊維強化ポリエステル樹脂組成物および成形品
【課題】 機械的性質をさらに向上させたガラス繊維強化ポリエステル樹脂組成物を提供する。
【解決手段】(A)ポリエステル樹脂100重量部に対し、少なくとも、
(B)アミノ系シランカップリング剤とノボラック型エポキシ樹脂を含む集束剤が少なくとも一部に付着しているガラス繊維10〜150重量部と、
(C)エポキシ化合物を0.1〜3重量部を配合してなるガラス繊維強化ポリエステル樹脂組成物。
(もっと読む)
サンドイッチパネル
【課題】本発明は、軽量で機械的特性に優れ、しかも優れた吸音効果等を有する、コア材と繊維強化複合材料を用いた、サンドイッチパネルを提供することを目的とする。
【解決手段】コア材とその両面に積層して接着された繊維強化複合板状部材とからなるサンドイッチパネルにおいて、この繊維強化複合板状部材の少なくとも一つが、強化繊維材料と有機系振動減衰剤を配合したマトリックス樹脂とからなる、制振性複合板状部材であることを特徴とするサンドイッチパネルによって達成することができる。特に、騒音が問題となる航空機等の輸送機械の分野で使用される、ハニカム吸音パネルが提供される。
(もっと読む)
自己接着性プリプレグ
熱硬化性樹脂、硬化剤、及び熱可塑性ポリマ−のそれぞれ10%以上がプリプレグ樹脂に可溶である複数の熱可塑性ポリマ−を含んでなる繊維及びプリプレグ樹脂からなるプリプレグ組成物は、複合材料を製造するのに有用である。好適な具体例において、プリプレグ組成物は種々の高性能用途に有用であるハニカム構造体を製造するための自己接着性プリプレグとして使用される。 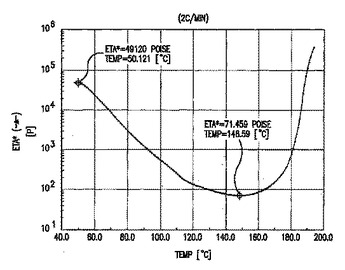 (もっと読む)
(もっと読む)
2つの異なる熱硬化性基材で予め含浸された構造
本発明は、第1熱硬化性基材(5)で含浸された底面(F´)と、第2熱硬化性基材(6)で含浸された上面(F)とを有する強化材(2)を備える予め含浸された主構造(1´)に関する。本発明は、第1および第2熱硬化性基材(5、6)は異なる物理化学的特性およびレオロジー特性を有するという点ですぐれている。 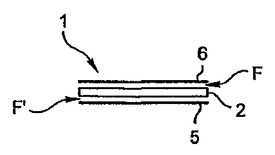 (もっと読む)
(もっと読む)
チタンまたはチタン合金、接着用樹脂組成物、プリプレグおよび複合材料
本発明は、チタンまたはチタン合金を用いた複合材料において、イミダゾール化合物をチタンまたはチタン合金の表面に付与した後、被着体を接着して得られる複合材料である。また本発明は、破壊歪エネルギー解放率G1cが4500J/m2以上の熱可塑性樹脂を含む接着用樹脂組成物を用いて被着体を接着して得られる複合材料である。本発明は、室温および高温高湿度暴露後においても安定で良好な接着強度を有するチタンまたはチタン合金を用いた複合材料を提供する。 (もっと読む)
SMC成形方法
モールディングコンパウンドを開示する。このモールディングコンパウンドは、好ましくはモールディングコンパウンドの成形の間に、それ自体、第二の化合物又は他の大環状オリゴエステルと反応する大環状オリゴエステルを含む。代表的第二の化合物は環式エステル、ジヒドロキシル官能化ポリマーなどを含む。 (もっと読む)
繊維強化プラスチック用炭素繊維および繊維強化プラスチック
【課題】本発明は、吸湿高温条件下および乾燥室温条件下での、いずれの90゜引張強度においても、強度低下の少ない優れた繊維強化プラスチックを提供せんとするものである。
【解決手段】本発明の繊維強化プラスチック用炭素繊維は、X線光電子分光法により測定される表面比珪素濃度Si/Cが0.001〜0.030であることを特徴とするものであり、また、本発明の繊維強化プラスチックは、かかる繊維強化プラスチック用炭素繊維と硬化剤とエポキシ樹脂とを含む樹脂組成物が硬化されてなる繊維強化プラスチックであって、かつ、乾燥室温条件下での90°引張強度に対する吸湿高温条件下での90°引張強度の強度比率が0.5〜0.8であることを特徴とするものである。
(もっと読む)
FRP用マルチフィラメントおよびこれを用いたFRP
【課題】 FRPに使用した場合に成形物中での蛇行が起こりにくく、補強繊維の強度をFRPに十分に反映させることのできるFRP用マルチフィラメントとこれを使用したFRPを提供する。
【解決手段】 Z=Y×w×t3 /(M/L)…(1)で示されるたわみ係数Zが、2.0以下であるFRP用マルチフィラメントを使用する。式(1)中、Yはマルチフィラメントのたわみ量(単位:mm)、wはマルチフィラメントの幅(単位:mm)、tはマルチフィラメントの厚み(単位:mm)、Mは長さL(単位:m)のマルチフィラメントの質量(単位:g)を表す。マルチフィラメントとしてはガラス繊維、炭素繊維等を使用できる。
(もっと読む)
741 - 760 / 760
[ Back to top ]