
Fターム[4F074DA18]の内容
多孔性物品の製造及び廃物の回収・処理 (66,590) | 多孔体の物性、用途 (14,765) | 物性 (7,929) | 難燃性 (183)
Fターム[4F074DA18]に分類される特許
1 - 20 / 183
発泡成形体
高分岐型板状押出発泡体用スチレン系樹脂組成物及び板状押出発泡体
【課題】溶融張力と溶融延伸性のバランスに優れる高分岐型超高分子量共重合体を含有する板状押出発泡体用スチレン系樹脂組成物と、それを使用した板状押出発泡体の製造方法および板状押出発泡体を提供する。
【解決手段】スチレン含有モノビニル化合物に、1分子中にビニル基を2以上有し、分岐構造を有する溶剤可溶性多官能ビニル化合物共重合体を、重量基準で100ppm〜3000ppm添加し、1個以上連続して配置された重合反応器に、該原料溶液を連続的に供給して重合反応を進行させ、該共重合体と該ビニル系モノマーが重合して生じる高分岐型超高分子量体を含むスチレン系樹脂組成物であって、200℃、49N荷重の条件にて測定したメルトマスフローレイト(MFR)が6.0g/10分以上20.0g/10分未満である高分岐型板状押出発泡体用スチレン系樹脂組成物。
(もっと読む)
発泡樹脂組成物、電線、及びケーブル
【課題】発泡状態の均一性、及び耐熱性に優れた発泡絶縁体層の材料となる発泡樹脂組成物、並びにその発泡絶縁体層を有する電線及びケーブルを提供する。
【解決手段】本発明の一態様において、シンジオタクチックポリスチレンと、前記シンジオタクチックポリスチレン100重量部に対して5.3重量部以上、54重量部以下のポリオレフィン樹脂と、を含む発泡樹脂組成物を提供する。
(もっと読む)
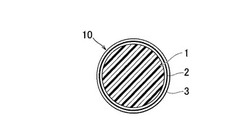
発泡ポリスチレンビーズおよびその製造方法
【課題】発泡ポリスチレン成形品を成形する際の融着性に優れ、かつ、ポットライフが長い発泡ポリスチレンビーズおよびその製造方法を提供する。
【解決手段】発泡ポリスチレンビ一ズ10は、発泡ポリスチレンビーズ本体1と、発泡ポリスチレンビーズ本体1の表面を被覆した、硬化促進剤を含むレゾール樹脂と無機質難燃剤粉末とから成る一次コーティング層2と、一次コーティング層2の表面を被覆した、熱可塑性樹脂と無機質難燃剤粉末とから成る二次コーティング層3と、を備えている。一次コーティング層2は、発泡ポリスチレンビーズ本体1の表面に、硬化促進剤を含むレゾール樹脂のメタノール溶液と無機質難燃剤粉末との混合液をコーティングした後、乾燥および硬化をさせて形成される。二次コーティング層3は、一次コーティング層2の表面に、熱可塑性樹脂エマルジョンと無機質難燃剤粉末との混合液をコーティングした後、乾燥させて形成される。
(もっと読む)
ヘリウム充填発泡樹脂
【課題】重量のある製品を軽くすることができる発泡樹脂を提供する。
【解決手段】発砲可能樹脂の発砲のときに、空気ではなくヘリウムガスを使う。発砲した樹脂の外郭形状に制約はないが、製品あるいは隙間に挿入、または、充填することを考慮すると略球形状、あるいは微細で適切な大きさがよい。製品重量が軽くなることにより燃料の節約、即ち、燃料のコストダウンと燃費の向上が図れる、ヘリウムガスは不活性ガスであり燃えないので、うまく建築物の材料に使用すれば、耐火建築物を作ることが可能である、などの効果がある。
(もっと読む)
エチレン・プロピレン・ジエンゴム発泡体およびシール材

【課題】腐食性の低減を図ることができるとともに、柔軟性および難燃性に優れるエチレン・プロピレン・ジエンゴム発泡体、および、そのエチレン・プロピレン・ジエンゴム発泡体を備えるシール材を提供すること。
【解決手段】エチレン・プロピレン・ジエンゴム、発泡剤、ハロゲン系難燃剤を含有する難燃剤、有機過酸化物およびp−キノンジオキシムの誘導体を含有するゴム組成物を発泡させ、エチレン・プロピレン・ジエンゴム発泡体を得る。また、そのエチレン・プロピレン・ジエンゴム発泡体と、エチレン・プロピレン・ジエンゴム発泡体の少なくとも片面に設けられる粘着層とを備えるシール材を得る。
(もっと読む)
エチレン・プロピレン・ジエンゴム発泡体およびシール材
【課題】腐食性の低減を図ることができるとともに、耐熱シール性の向上を図ることができるエチレン・プロピレン・ジエンゴム発泡体、および、そのエチレン・プロピレン・ジエンゴム発泡体を備えるシール材を提供すること。
【解決手段】エチレン・プロピレン・ジエンゴムを含有するゴム組成物を発泡させ、80℃において22時間50%圧縮した後、23℃において解放し、24時間後の圧縮永久歪が30%以下であり、蛍光X線測定の測定結果に基づいて算出される硫黄原子の含有割合が、質量基準で1000ppm以下であるエチレン・プロピレン・ジエンゴム発泡体を得る。また、そのエチレン・プロピレン・ジエンゴム発泡体と、エチレン・プロピレン・ジエンゴム発泡体の少なくとも片面に設けられる粘着層とを備えるシール材を得る。
(もっと読む)
難燃性発泡性ポリスチレン系樹脂粒子、その製造方法、発泡粒子及び発泡成形体
【課題】断熱性と難燃性を有する発泡成形体を与えうる難燃性発泡性ポリスチレン系樹脂粒子を提供することを課題とする。
【解決手段】有機臭素系難燃剤を含有する難燃性発泡性ポリスチレン系樹脂粒子であって、前記難燃性発泡性ポリスチレン系樹脂粒子の断面を電子プローブマイクロアナライザー(EPMA)でライン分析した際に、前記有機臭素系難燃剤を構成するBr元素のX線強度値の最大値と最小値との関係が、最大値/最小値≦2.0を示すように、前記難燃性発泡性ポリスチレン系樹脂粒子中に存在していることを特徴とする難燃性発泡性ポリスチレン系樹脂粒子により上記課題を解決する。
(もっと読む)
発泡性ポリスチレン系樹脂粒子、その製造方法、発泡粒子及び発泡成形体
【課題】断熱性の向上した発泡成形体を製造しうる発泡性ポリスチレン系樹脂粒子を提供することを課題とする。
【解決手段】押出機内で溶融混練された、ポリスチレン系樹脂、難燃剤、グラファイト及び揮発性発泡剤を含む樹脂組成物をダイから水中に押出し、押し出された樹脂組成物を切断することにより発泡性ポリスチレン系樹脂粒子を製造する方法であり、前記揮発性発泡剤が、前記樹脂組成物100重量部に対して、3〜15重量部使用され、前記水圧Aと、前記蒸気圧Bと、使用量Cとが、A×10>B×Cの関係を有することを特徴とする発泡性ポリスチレン系樹脂粒子の製造方法により課題を解決する。
(もっと読む)
難燃性発泡性ポリスチレン系樹脂粒子、その製造方法、発泡粒子及び発泡成形体
【課題】断熱性と難燃性を有する発泡成形体を与えうる難燃性発泡性ポリスチレン系樹脂粒子を提供することを課題とする。
【解決手段】有機臭素系難燃剤を含有する難燃性発泡性ポリスチレン系樹脂粒子であって、前記難燃性発泡性ポリスチレン系樹脂粒子の断面を電子プローブマイクロアナライザー(EPMA)でライン分析した際に、前記有機臭素系難燃剤を構成するBr元素のX線強度値は、前記難燃性発泡性ポリスチレン系樹脂粒子の表層部が前記難燃性発泡性ポリスチレン系樹脂粒子の中心部より、50〜8000カウント高いことを示すように、前記難燃性発泡性ポリスチレン系樹脂粒子の表層に偏在していることを特徴とする難燃性発泡性ポリスチレン系樹脂粒子により上記課題を解決する。
(もっと読む)
ポリオレフィン系樹脂発泡体
【課題】ノンハロゲン化(好ましくはノンリン・ノンアンチモン化を含む。)の要求を満足しながら、難燃性と圧縮柔軟性とを高いレベルで両立するポリオレフィン系架橋発泡体を提供する。
【解決手段】ポリオレフィン系樹脂組成物を架橋および発泡させたノンハロゲン系の難燃性樹脂発泡体であって、前記樹脂組成物はポリオレフィン系樹脂と炭素原子を有する有機フィラーと金属化合物からなる無機フィラーとを含有し、前記有機フィラーと無機フィラーとの総配合量が、前記ポリオレフィン系樹脂100質量部に対して100〜200質量部であり、JISK6767に準拠して測定された厚み方向の25%圧縮硬さが8kPa以下であるポリオレフィン系樹脂発泡体。
(もっと読む)
ポリオレフィン系樹脂発泡粒子とその型内発泡成形体
【課題】 難燃性を悪化させる粒径が小さなカーボンブラックを添加した場合においても、型内成形性、表面外観に優れ、さらにFMVSS燃焼性を満足する難燃性ポリオレフィン系樹脂発泡成形体を安価な難燃剤配合にて得ること。
【解決手段】 ポリオレフィン系樹脂100重量部に対して、金属塩水和物を0.1〜5重量部、およびカーボンブラックを0.5〜20重量部含むポリオレフィン系樹脂粒子を発泡させて得られることを特徴とする、ポリオレフィン系樹脂発泡粒子。
(もっと読む)
難燃性発泡性スチレン系樹脂粒子の製造方法
【課題】 難燃性能が低下することなく、押出機での溶融混練中に分解せず、さらには環境適合性にも優れた難燃剤を使用した難燃性発泡性スチレン系樹脂粒子の製造方法を提供する。
【解決手段】 スチレン系樹脂100重量部に対して、臭素系難燃剤と安定剤との混合物0.5重量部以上15重量部以下、および発泡剤3重量部以上10重量部以下を押出機に供給した後、押出機内で溶融混練された溶融樹脂を、押出機先端に取り付けた小孔を多数有するダイスを通じて、循環水で満たされたカッターチャンバー内に押し出し、押し出し直後から、ダイスと接する回転カッターにより溶融樹脂を切断する難燃性発泡性スチレン系樹脂粒子の製造方法であって、臭素系難燃剤と熱安定剤との混合物の、熱重量分析における1%重量減少温度が、該臭素系難燃剤単体の1%重量減少温度に対して2℃以上高い温度であり、発泡剤が、炭素数3以上6以下の炭化水素の少なくとも1種であることを特徴とする難燃性発泡性スチレン系樹脂粒子の製造方法。
(もっと読む)
発泡性熱可塑性樹脂粒子
【課題】 低温での予備発泡および型内成形に適した、難燃性に優れる発泡性熱可塑性樹脂粒子を提供する。
【解決手段】 単量体組成が、スチレン95重量%以上99重量%以下、アクリル酸エステル1重量%以上5重量%未満である熱可塑性樹脂を含んでなる発泡性熱可塑性樹脂粒子において、ATR−FTIRにより測定された熱可塑性樹脂予備発泡粒子表面の赤外線吸収スペクトルから得られる696cm−1及び1730cm−1での吸光度比α(A1730/A696)が、熱可塑性樹脂予備発泡粒子中心部の赤外線吸収スペクトルから得られる吸光度比β(A1730/A696)の1.0倍以上10倍以下とし、臭素系難燃剤を含み、かつ、臭素含有量が0.37重量%以上2.70重量%未満であることにより、上記特性を有する発泡性熱可塑性樹脂粒子を得ることができる。
(もっと読む)
ポリオレフィン分散液、フロスおよびフォーム
【課題】基本的なフォームの機能を保ちながら難燃特性を強化する発泡技術を提供する。
【解決手段】(a)熱可塑性樹脂、(b)少なくとも1つの安定剤、(c)少なくとも1つの難燃剤、(d)水、を含む、水性フロス、および、水性フロスから誘導される連続気泡難燃性フォーム。熱可塑性樹脂が、ポリエチレンホモポリマー、コポリマーもしくはマルチブロック共重合体;ポリプロピレンホモポリマー、コポリマーもしくはマルチブロック共重合体、またはそれらの組み合わせ、また、難燃剤が、無機塩、イントメッセント、ハロゲン化化合物、リン酸化合物、ホウ酸塩化合物、メラミン化合物、およびこれらの組み合わせから選択される少なくとも1つを含む。
(もっと読む)
複合成形体
【課題】発泡粒子成形体の軽量性と成形容易性を備えつつ、火に強く、燃焼時に燃え広がることがなく、全体の形状が崩れ難い複合成形体を提供すること。
【解決手段】外部と連通した空隙を有する熱可塑性樹脂発泡粒子成形体と、該熱可塑性樹脂発泡粒子成形体の連通した空隙の全体にわたって充填された連続相の石膏とからなる複合成形体であって、前記熱可塑性樹脂発泡粒子成形体の嵩密度が35kg/m3以下であると共に、前記熱可塑性樹脂発泡粒子成形体の重量W2[g]に対する石膏の重量W1[g]の比(W1/W2)が0.9以上である複合成形体とした。
(もっと読む)
ポリスチレン系樹脂押出発泡板の製造方法
【課題】 本発明は、イソブタンを主成分とする飽和炭化水素/蟻酸メチル/二酸化炭素系の発泡剤を用いたポリスチレン系樹脂押出発泡板の製造方法であって、50kg/m3以下の十分に小さな見掛け密度、優れた機械的強度を有し、更に難燃性等に優れるポリスチレン系樹脂押出発泡板の製造方法を提供することを目的とするものである。
【解決手段】 本発明のポリスチレン系樹脂押出発泡板の製造方法は、見掛け密度20〜50kg/m3、厚み10mm以上のポリスチレン系樹脂押出発泡板の製造方法において、該物理発泡剤が、特定の飽和炭化水素30〜70モル%と、蟻酸メチル10〜50モル%と二酸化炭素5〜40モル%とからなり、該物理発泡剤の配合量が、ポリスチレン系樹脂1kgに対して1.1〜1.8モルであり、該ポリスチレン系樹脂が、重量平均分子量10万以上30万未満のポリスチレン系樹脂(PSL)10〜60重量%と重量平均分子量30万以上のポリスチレン系樹脂(PSH)90〜40重量%との混合物からなることを特徴とする。
(もっと読む)
積層多孔質フィルム
【課題】シャットダウン性に加えて、高温においても破膜やカールなどの形状変化が生じ難く、より安全性に優れた、非水電解液二次電池用セパレータとして好適な積層多孔質フィルムを提供する。
【解決手段】ポリオレフィンを主成分とする多孔質ポリオレフィン層と、フィラーを主成分とする耐熱層との、少なくとも2層を含む積層フィルムであって、耐熱層の全目付が多孔質ポリオレフィン層の全目付の0.5倍以上である積層多孔質フィルム。
(もっと読む)
複合板
【課題】 本発明は、折り曲げ加工性及び軽量性に優れた複合板を提供する。
【解決手段】 本発明の複合板は、熱可塑性樹脂発泡シートの両面に接着剤を介して金属シートが積層一体化されてなる複合板であって、上記熱可塑性樹脂発泡シートの厚みが1〜5mm、上記熱可塑性樹脂発泡シートの密度が0.02〜0.1g/cm3、上記金属シートの厚みが0.1〜0.5mm、上記複合板の全体厚みが1.1〜5.5mm、上記複合板の全体坪量が1〜3.3kg/m2及び上記複合板の最大曲げ荷重が15〜65Nであることを特徴とする。
(もっと読む)
ポリスチレン系樹脂押出発泡板
【課題】 本発明は、オゾン破壊係数が0で、地球温暖化係数も小さい炭化水素系の発泡剤を、従来より多量に用いて製造された押出発泡板であって、難燃性に優れ、長期に亘って熱伝導率が小さいポリスチレン系樹脂押出発泡板を提供することを、その課題とするものである。
【解決手段】 本発明のポリスチレン系樹脂押出発泡板は、特定のa)の群から選択される物理発泡剤と、特定のb)の群から選択される物理発泡剤と、必要に応じて使用される特定のc)の群から選択される物理発泡剤とからなる混合物理発泡剤と、難燃剤と、ポリスチレン系樹脂とから構成される発泡性溶融樹脂混合物を押出発泡することによって得られる厚み10mm以上、見掛け密度25〜60kg/m3であって、
該発泡板製造1週間後の該発泡板中の特定のa)の群から選択される物理発泡剤の合計残存量が3.5重量%超であると共に、該発泡板製造4週間後の該発泡板中の特定のa)の群から選択される物理発泡剤の合計残存量が3.0〜4.5重量%であり、
該発泡板の厚み方向の平均気泡径が0.05〜0.20mmであると共に、気泡変形率(厚み方向の平均気泡径/水平方向の平均気泡径)が0.7〜1.2である。
(もっと読む)
1 - 20 / 183
[ Back to top ]