
Fターム[4F201AA11]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 樹脂材料等(主成形材料) (2,621) | ポリオレフィン (540) | ポリプロピレン系 (167)
Fターム[4F201AA11]に分類される特許
1 - 20 / 167
成形材料の成形方法
【課題】成形加工機を使用して成形材料を成形するとき、成形材料1から成形材料2までの置換が容易である成形材料の成形方法の提供。
【解決手段】成形材料1を使用して成形加工機により成形した後、成形材料2を使用して同じ成形加工機により成形するとき、洗浄工程1と洗浄工程2をこの順序で実施して成形加工機内に残留する成形材料1を除去した後で成形材料2を使用して成形する成形材料の成形方法であって、洗浄工程1が、成形材料1と界面活性剤を含む洗浄剤組成物1で成形加工機を洗浄する工程であり、洗浄工程2が、成形材料2と界面活性剤を含む洗浄剤組成物2で前記成形加工機を洗浄する工程である、成形材料の成形方法。
(もっと読む)
アルミニウム蒸着層を有する積層フィルムを用いた成形用材料ペレットの製造方法
【課題】アルミニウム蒸着層を有する難リサイクル材の積層フィルムを用い、成形用材料ペレットを効率よく、安定的に製造する方法を提供する。
【解決手段】アルミニウム蒸着層を有する積層フィルムに、アルミニウム蒸着層を有しない熱可塑性樹脂フィルム又は熱可塑性樹脂の粉砕品を配合し、溶融混練押出機により溶融混合し、ペレットに成形するペレットの製造方法であって、(1)前記アルミニウム蒸着層を有する積層フィルムが、ポリオレフィン系樹脂、ポリアミド系樹脂及びポリエステル系樹脂の中から選ばれる少なくとも2層からなり、かつ、いずれか1層がアルミニウム蒸着層を有する、(2)前記アルミニウム蒸着層を有する積層フィルムの量をA質量部、これに配合する熱可塑性樹脂の量をB質量部とした場合、A/Bが10%以上である、(3)溶融混練押出機として、混練単軸押出機と、それに直列に配置した多軸高混練押出機とを用いることを特徴とする。
(もっと読む)
脱揮されたポリオレフィンの製造方法及び成形品
【課題】ポリオレフィンを注水発泡脱揮する際に、二軸押出機に供給した水が押出機内で上流側に逆流することを防ぐことにより、注水配管内のキャビテーションが発生し難い脱揮されたポリオレフィンの製造方法、および低フォギング性に優れるポリオレフィン成形体を提供する。
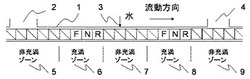
【解決手段】シリンダー1の上流側から、樹脂供給口2、第1の溶融樹脂混練ゾーン6、溶融樹脂が充満しない溶融樹脂非充満ゾーン7、第2の溶融樹脂混練ゾーン8及び脱揮ゾーン9を有する二軸押出機を用いて、前記樹脂供給口からポリオレフィンを供給し、前記溶融樹脂非充満ゾーン7に、前記ポリオレフィン100重量部に対して、0.01〜50重量部の水を供給し、前記ポリオレフィンの発泡脱揮を行う、脱揮されたポリオレフィンの製造方法。
(もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】
50nm以下の粒子径となるミセル構造が、マトリックス中に一様に分散する新規なアロイ構造を有する熱可塑性樹脂組成物を得るための製造方法を提供する。
【解決手段】
下記(I)または(II)の熱可塑性樹脂組成物を製造する際、二軸押出機により溶融混練し、伸張流動しつつ溶融混練するゾーン(伸張流動ゾーン)の前後での流入効果圧力降下が10〜1000kg/cm2であることを特徴とし、かつ原料樹脂を超臨界流体の存在下で溶融混練することを特徴とする熱可塑性樹脂組成物の製造方法
(I)熱可塑性樹脂(A)および反応性官能基を有する熱可塑性樹脂(B)を配合してなる熱可塑性樹脂組成物
(II)熱可塑性樹脂(A)、熱可塑性樹脂(A)とは異なる熱可塑性樹脂(C)および反応性官能基を有する化合物(D)を配合してなる熱可塑性樹脂組成物。
(もっと読む)
微細紙粉含有樹脂組成物の製造方法

【課題】良好な流動性を有し、成形加工用の素材として良好な微細紙粉含有樹脂組成物を得ることが可能な微細紙粉含有樹脂組成物の製造方法を提供する。
【解決手段】平均粒径が10〜100μmの微細紙粉を20〜70重量部、熱可塑性合成樹脂を30〜80重量部有し、微細紙粉及び熱可塑性合成樹脂の合計が100重量部である原材料を、2つの材料供給口15,16を有する完全噛合型同方向回転2軸混練押出機10を用い、主材料供給口15から樹脂を供給し、副材料供給口16から微細紙粉を供給して、成形用微細紙粉含有樹脂組成物を得る。
(もっと読む)
樹脂ペレット、食品保存用シートおよびそれらの製造方法
【課題】葉物野菜や桑葉といった食品の保存性を高めることができる樹脂ペレット、食品保存用シート、樹脂ペレットの製造方法および食品保存用シートの製造方法を提供する。
【解決手段】プロアントシアニジンとトレハロースとを混合した後、150乃至200℃で融解したポリプロピレンまたはポリエチレンに添加してペレット状に加工する。この樹脂ペレットを150乃至200℃で融解した後、厚さ20乃至50μmのシート状に加工して成る食品保存用シートを製造する。
(もっと読む)
ゴム組成物の製造方法
【課題】高い弾性率を維持し、操縦安定性の良好なタイヤを提供し得るゴム組成物の製造方法を提供する。
【解決手段】本発明に係るゴム組成物の製造方法は、共役ジエン化合物と非共役オレフィンとの共重合体を含むゴム組成物の混練工程の最高到達温度が該共重合体における非共役オレフィン部分の融解温度+20℃を超えないことを特徴とする。
(もっと読む)
ポリプロピレン樹脂製フィルムおよびその製造方法
【課題】フィルム成形後の紫外線吸収剤のブリードが抑制されたポリプロピレン樹脂製フィルムを提供すること。
【解決手段】プロピレン系樹脂とトリアジン系紫外線吸収剤とを含むプロピレン系樹脂組成物を溶融押出することによって得られたフィルムを、50(℃)以上、該プロピレン系樹脂組成物の融解主ピーク温度(℃)以下の温度で熱処理してなるポリプロピレン樹脂製フィルム。
(もっと読む)
帯電防止剤組成物、当該帯電防止剤組成物を用いたマスターバッチ及び樹脂成形品
【課題】帯電防止剤自体がべた付きがなく、次工程での操作性がよいとともに、樹脂成形品においても、べた付きがなく、帯電防止効果の寿命の永い、帯電防止剤組成物及び当該帯電防止剤組成物を用いたマスターバッチ及び樹脂成形品を提供する。
【解決手段】帯電防止剤と珪素化合物を混合して成る珪素化合物含有帯電防止剤であって、前記珪素化合物が繊維状多孔質珪素化合物若しくは短冊状多孔質珪素化合物である帯電防止剤組成物。また、当該帯電防止剤組成物を樹脂に混合させて成るマスターバッチ、さらに、前記帯電防止剤組成物又はマスターバッチを基材である樹脂に練り込んで成る樹脂成形品。
(もっと読む)
漏電及び感電防止用成形体
【課題】高い電磁波シールド性や機械的強度を有し、漏電や感電も防止できる成形体を提供する。
【解決手段】ガラス繊維を長さ方向に揃えた状態で束ね、ガラス繊維の束にオレフィン系樹脂を溶融させた状態で含浸させ樹脂含浸繊維束を得る。繊維束を一体化した後に、5〜15mmの長さに切断し、切断された樹脂含浸繊維束を含む樹脂組成物からなり、絶縁性を有する基材層と、基材層表面に形成された導電性層とを有する成形体。
(もっと読む)
熱可塑性樹脂組成物の製造方法及びその製造装置
【課題】熱可塑性樹脂組成物を製造する際の混合時の発熱が蓄熱されることを抑制して、得られる熱可塑性樹脂組成物の熱劣化を抑制する熱可塑性樹脂組成物の製造方法及びその製造装置を提供する。
【解決手段】樹脂及び植物性材料を含有し、合計100質量%に植物性材料が30〜95質量%であり、樹脂と植物性材料とを混合して混合物Cとする工程と、圧延装置30を用いて混合物Cを圧延する工程と、を備え、装置30は、圧延ロール320と、上方に配置された押込手段310を備え、圧延工程では圧延ロール320の間に押込手段310を用いて混合物Cを押し込み、混合物Cを平板状の圧延物C1にする。押込手段310は、被圧延物Cを押圧するためのプッシャー311を備え、圧延ロール320間の隙間323に接近した近接位置とそれよりも隙間323から遠ざかった遠隔位置との間で移動可能とされている。
(もっと読む)
プロピレン系樹脂微孔フィルム及びその製造方法、並びにリチウムイオン電池用セパレータ及びリチウムイオン電池
【課題】 本発明は、リチウムイオンの透過性及び機械的強度に優れており高性能のリチウムイオン電池を構成することができ且つデンドライトや衝撃による正極と負極の短絡を防止することができるプロピレン系樹脂微孔フィルムを提供する。
【解決手段】 本発明のプロピレン系樹脂微孔フィルムは、プロピレン系樹脂フィルムを二軸延伸することによって微小孔部が形成されてなるプロピレン系樹脂微孔フィルムであって、上記プロピレン系樹脂は、分子量が5万以下の成分量が25〜60重量%で且つ分子量が70万以上の成分量が19〜30重量%であって重量平均分子量が35万〜50万であると共に溶融張力が1.1〜3.2gであり、更に、上記プロピレン系樹脂微孔フィルムの透気度が40〜400s/100mLで、気孔率が40〜70%で、微小孔部の開口端の最大長径が500nm以下であることを特徴とする。
(もっと読む)
混練押出機での粘度調整方法、および、混練押出機
【課題】混練押出機をコンパクトに構成する。また、200℃における半減期が10秒以上の過酸化物の残留量を抑制し、いろいろなメルトフローレートのポリプロピレンの処理に対応させる。
【解決手段】最上流側の混練翼部21で混練されるポリプロピレンの充満率を変更可能に設けられたゲート装置31(第1の流路絞り機構)と、ゲート装置31の下流側の混練翼部22で混練されるポリプロピレンの充満率を変更可能に設けられたバタフライ弁36(第2の流路絞り機構)と、を備えた混練押出機1を用いる。ポリプロピレンと過酸化物とを混練するに際して、ゲート装置31によってポリプロピレンの充満率を高めるとともに、最下流側の混練翼部22で混練されたポリプロピレンが所定温度未満の場合は、バタフライ弁36によってポリプロピレンの充満率を高めることにより、最下流側の混練翼部22で混練されたポリプロピレンを当該所定温度以上とする。
(もっと読む)
押出機用ストランドダイスおよび樹脂ペレットの製造方法
【課題】目ヤニの発生を十分に防止することができ、しかもダイプレート部のノズル孔の内面や出口部が劣化した場合、ダイス全体を交換せずに低コストで容易に復旧することができる押出機用ストランドダイスを提供すること。
【解決手段】本発明の押出機用ストランドダイスは、溶融した樹脂組成物を上流側から下流側に押出して成形する際に使用される押出機用ストランドダイス1であって、フッ素樹脂からなり、ノズル孔21を有するノズル部材2と、少なくとも1つのノズル部材2が嵌合されているダイプレート部3と、ノズル孔21に対応する孔41を有し、前記樹脂組成物をノズル部材2に導くと共に、ノズル部材2の前記上流側の端面を覆うように、ノズル部材2の前記上流側に配置され、ダイプレート部3に連接しているバックアッププレート部4とを備える。
(もっと読む)
インクジェット記録装置用樹脂製フィルター
【課題】製造コストが低い;インクジェット記録装置の製造コストを低減できる;インクジェット記録装置のリサイクル性を良好にできる;インクジェット記録装置内部におけるインクの流路抵抗をインクジェット記録に適した値にしつつ、インクに混入される異物を確実に捕獲できる;の全てを満たすインクジェット記録装置用樹脂製フィルターを提供する。
【解決手段】30,000〜80,000の数平均分子量を有するポリエチレンと50,000〜100,000の数平均分子量を有するポリプロピレンとからなる群から選択された樹脂の溶融物に塩が添加・混練された成形用溶融物を使用して成形体を作製し、次いで前記成形体を水で洗浄することによって前記成形体より塩が除去されて得られたことを特徴とするインクジェット記録装置用樹脂製フィルター。
(もっと読む)
フィルム及びその製造方法
【課題】ブロッキング防止性を有し、透明性及び繰り出し性に優れた熱可塑性樹脂フィルム及びその製造方法を提供する。
【解決手段】表面温度(Ts)が鏡面ロールの表面温度(Tr)以下にある熱可塑性樹脂フィルムを、十点平均粗さ(Rz)が500nm以下、および、表面温度(Tr)がTm−20℃≦Tr≦Tm(Tmは前記熱可塑性樹脂のうち主たる熱可塑性樹脂の融点とする。)の範囲にある鏡面ロ−ルとゴムロ−ルとで、狭圧することを特徴とする熱可塑性樹脂フィルムの製造方法及び当該製造方法によって得られるフィルム。
(もっと読む)
非金属材料により変性された熱可塑性樹脂複合材料及びこの樹脂を用いた製品の製造方法
本発明は非金属材料により処理された変性熱可塑性樹脂複合材料に関する。この複合材料は、以下のパーセンテージで各原材料を含んでいる:充填材料50%〜70%、ポリプロピレン25%〜40%、マレイン酸変性ポリプロピレン3%〜6%、酸化チタン1%〜3%及び酸化防止剤1%〜2%。当該充填材料はステアリン酸により処理された変性材料である。本発明は当該非金属材料により処理された変性熱可塑性樹脂複合材料を利用し、衛生器具、衛生器具用金物、アウトドア製品、外装用管材、ランドスケープ用品を製造する方法を提供する。当該原材料は入手しやすく、製造には長時間の焼結が必要なく、エネルギーの消耗量も少ない。機械のオートメーション化は高く、労働強度も軽減される。歩留まりは高く、製品は工業化、規模化生産に適する。本発明の非金属材料により処理された変性熱可塑性樹脂複合材料は衛生器具、衛生器具用金物、アウトドア製品、外装用管材、ランドスケープ用品の製造に適用できる。 (もっと読む)
繊維強化樹脂ペレット
【課題】製造された繊維強化樹脂ペレットを射出成形にて成形する際、成形機内のスクリュー通過時に繊維が切断され、繊維長が短くなるため、繊維の補強効果を十分に奏することができない。本発明では、強度性能の高い繊維強化樹脂ペレットを提供することを目的とする。
【解決手段】植物繊維と樹脂とを含む繊維強化樹脂ペレットにおいて、植物繊維の繊維長が、式(1)で表される臨界繊維長(Lcr)以上の長さであることを特徴とする繊維強化樹脂ペレット。Lcr=σf×Φf/(2×τ)・・・式(1)
(ただし、σfは植物繊維の引張強度、Φfは、植物繊維の直径、τは植物繊維と樹脂との間の界面接着強度を表す)である。
(もっと読む)
ポリオレフィン樹脂の造粒システム及びそれを用いた造粒方法
【課題】別途メルトフローレート(MFR)分析機器を設置せずに、造粒機内のポリオレフィン樹脂のMFRをほぼ正確に瞬時に推測でき、推測されたMFRを用いて安定的に所望の運転状態を実現・維持できるポリオレフィン樹脂の造粒システム及びそれを用いた造粒方法の提供。
【解決手段】ポリオレフィン樹脂原料を造粒機に供給して造粒するシステムであって、前記造粒機の運転データのうち、少なくとも1項目の所定の運転データを用いて、造粒機内のポリオレフィン樹脂の推測MFRを得るソフトセンサーを有することを特徴とするポリオレフィン樹脂の造粒システム及びこれを用いた造粒方法。
(もっと読む)
植物系樹脂ペレット及びその製造方法並びに植物系樹脂材料による射出成形装置
【課題】溶融粘度が低く、成形性に優れるとともに、天然木材等に近い良好な外観を付与することが可能で、しかも成形時の変色(焼けこげ)が抑制され、物性に優れる成形品を得ることができる木質樹脂ペレット、植物系樹脂ペレット及びその製造方法を提供する。
【解決手段】この発明にかかる木質樹脂ペレットは、木粉70〜91重量部と、融点を40〜100℃の間に持つワックス材料1〜15重量部とからなり、また、この発明にかかる植物系樹脂ペレットは、植物系粉末70〜91重量部融点と、40〜100℃の間に持つワックス材料1〜15重量部とからなる。
(もっと読む)
1 - 20 / 167
[ Back to top ]