
Fターム[4F201AA24]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 樹脂材料等(主成形材料) (2,621) | ポリエステル (368)
Fターム[4F201AA24]の下位に属するFターム
ポリブチレンテレフタレート (26)
ポリエチレンナフタレート (4)
ポリアリレート (13)
Fターム[4F201AA24]に分類される特許
1 - 20 / 325
ペットボトルリサイクル食器の製造方法
【課題】リサイクルPET材のみで耐熱性と曲げ強度(剛性)において充分に食器としての使用に耐え得るペットボトルリサイクル食器を製造する。
【解決手段】回収した使用済みのペットボトルを裁断してフレーク化する。その後これを更に洗浄して細かく粉砕して原材料となるリサイクルPET材とする。これを射出成形機により食器としての所定形状に成形する。その後該成形品を赤外線ヒータにより150〜200℃で2〜5分間加熱して食器としての使用に足りるまで熱結晶化させ、その後冷却する。
(もっと読む)
熱可塑性樹脂組成物の製造方法及び成形体
【課題】電気・電子用部品として好適な電気絶縁性を有し、厚さ方向の熱伝導性、及び強度に優れた成形体、並びに該成形体を得るための熱可塑性樹脂組成物の製造方法の提供。
【解決手段】シリンダ及び前記シリンダ内に設置されたスクリューを備えた溶融混練押出機を用い、前記シリンダに設けられた供給口から、(A)熱可塑性樹脂、(B)アルミナ微粒子及び(C)繊維状充填材を前記シリンダに供給して溶融混練することにより、熱可塑性樹脂組成物を製造する方法であって、前記溶融混練押出機のノズルから外部に押し出された混練物を、冷却速度35℃/秒以下で冷却する熱可塑性樹脂組成物の製造方法;かかる製造方法で得られた熱可塑性樹脂組成物を成形してなる成形体。
(もっと読む)
プリフォームの射出成形装置
【課題】 本発明は中間層樹脂が流動する中流路の下流側の端部に遮断縦リブ片を配設して中間層樹脂を周方向に分断するようにしたノズル部を使用するプリフォームの射出成形装置において、プリフォームにおける中間層のリーディングエッジの高さ位置の周方向での変動を小さくすることを技術的課題とする。
【解決手段】 ノズル部は、基体層を形成する内流路及び外流路と、中間層を形成する中流路の3ケの円筒状の層形成流路を配設したものとし、中流路は下流側の端部に周方向に並列状にこの中流路を横断する遮断縦リブ片を配設し、この遮断縦リブ片により中流路を周方向に所定の数の流路に分断する構成とし、また、プリフォームに現出する中間層のリーディングエッジの最上端と最下端の高低差が小さくなるように、遮断縦リブ片の周方向の配設位置により中流路における中間層樹脂の流動挙動を調整する構成とする。
(もっと読む)
ポリエステル容器の製造方法
【課題】容器製造のための溶融加工時のポリエステルのIt.V.の低下を少なくする。
【解決手段】粒子の表面でのIt.V.が、粒子の中心でのIt.V.よりも0.25dL/g未満高いポリエステル粒子を提供する。このポリエステル粒子は、望ましくは、乾燥の間に粒子が互いに粘着するのを防止するために、結晶性で、10ppmよりも少ないアセトアルデヒドを含む。ポリエステル容器、好ましくはプリフォーム又は飲料ボトルは、少なくとも0.70dL/gのIt.V.を有する結晶化したポリエステル粒子を、押出ゾーンに供給して溶融し、溶融ポリエステル組成物を形成し、そして押出された溶融ポリエステルからシート又は成形部品を成形することによって製造する。このポリエステル組成物は、容器に適したIt.V.を有し、更に溶融加工の間に、現存するポリエステルよりもIt.V.の損失が少ない。
(もっと読む)
樹脂成形品の製造方法

【課題】優れた耐薬品性を有し、且つ歩留まりを向上させることができる樹脂成形品の製造方法の提供。
【解決手段】帯状の第1面11、第2面12及び突出部20、21を有し、熱可塑性樹脂組成物からなる樹脂成形品100の射出成形法による製造方法であって、金型キャビティ内に溶融した該熱可塑性樹脂組成物を充填する工程と、該熱可塑性樹脂組成物を該金型キャビティ内で冷却時間t1、冷却温度T1で冷却し、粗樹脂成形体を得る工程と、該粗樹脂成形体を液体冷媒中で冷却時間t2、冷却温度T2にて冷却し、樹脂成形体を得る工程と、該樹脂成形体を乾燥し該樹脂成形品を得る工程とを含み、該熱可塑性樹脂組成物がポリカーボネート樹脂及び、ポリエステル樹脂又はスチレン系樹脂を含む複合樹脂組成物からなり、t1、T1、t2及びT2が、下記(1)及び(2)の条件を満たす樹脂成形品の製造方法。(1)T1−T2=20〜70[℃](2)t1<t2
(もっと読む)
容器用プリフォーム及びその製造方法
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体が作成可能な容器用プリフォームを製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;を含む。
(もっと読む)
抗菌性プラスチック製品およびその製造方法
【課題】抗菌性プラスチック製品およびその製造方法の提供。
【解決手段】本発明は、抗菌活性成分として、オルトリン酸銀、または部分還元オルトリン酸銀の粒子を含む抗菌性プラスチック製品に関する。前記プラスチック製品は、非常に良好な抗菌効力を有する。その製造法は、前記プラスチック製品が、オルトリン酸銀または部分還元オルトリン酸銀の含量にも関わらず、光の作用下で変色しないという効果を実現する。本発明の第1の実施形態によれば、本発明の目的は、本発明に記載の段階を含む、抗菌作用のあるプラスチック製品を製造するための方法により実現される。
(もっと読む)
樹脂組成物の製造方法
【課題】樹脂組成物中に含まれる繊維状充填材の繊維長が制御された樹脂組成物の製造方法の提供を目的とする。
【解決手段】本発明の樹脂組成物の製造方法は、押出機を用いて樹脂(A)と繊維状充填材(B)とを溶融混練して押し出す工程を含む樹脂組成物の製造方法であって、シリンダー2と、シリンダー2に設けられたメインフィード口5と、シリンダー2のメインフィード口5より押出方向後方に設けられたサイドフィード口7と、を備えた押出機10を用い、押出機10のメインフィード口5から、前記樹脂(A)の一部量と、重量平均繊維長が1mm以上の繊維状充填材(B)の一部量と、を供給し、押出機10のサイドフィード口7から、前記樹脂(A)の残量と、前記重量平均繊維長が1mm以上の繊維状充填材(B)の残量と、を供給することを特徴とする。
(もっと読む)
アルミニウム蒸着層を有する積層フィルムを用いた成形用材料ペレットの製造方法
【課題】アルミニウム蒸着層を有する難リサイクル材の積層フィルムを用い、成形用材料ペレットを効率よく、安定的に製造する方法を提供する。
【解決手段】アルミニウム蒸着層を有する積層フィルムに、アルミニウム蒸着層を有しない熱可塑性樹脂フィルム又は熱可塑性樹脂の粉砕品を配合し、溶融混練押出機により溶融混合し、ペレットに成形するペレットの製造方法であって、(1)前記アルミニウム蒸着層を有する積層フィルムが、ポリオレフィン系樹脂、ポリアミド系樹脂及びポリエステル系樹脂の中から選ばれる少なくとも2層からなり、かつ、いずれか1層がアルミニウム蒸着層を有する、(2)前記アルミニウム蒸着層を有する積層フィルムの量をA質量部、これに配合する熱可塑性樹脂の量をB質量部とした場合、A/Bが10%以上である、(3)溶融混練押出機として、混練単軸押出機と、それに直列に配置した多軸高混練押出機とを用いることを特徴とする。
(もっと読む)
射出成形材料およびその製造方法
【課題】射出成形時において高い流動性を有し、また、成形品において高い衝撃強度が得られる射出成形材料およびその製造方法を提供すること。
【解決手段】射出成形材料は、分子中の分岐度合いが0.35〜0.55〔nm/(g/mol)〕であり、重量平均分子量が1万〜8万であるポリカーボネート樹脂が40〜90質量%の割合で含有され、重量平均分子量が1万〜5万である熱可塑性のポリエステル樹脂が5〜30質量%の割合で含有されてなる樹脂組成物よりなることを特徴とする。射出成形材料の製造方法は、(A)分子中の分岐度合いが0.35〜0.55〔nm/(g/mol)〕であり、重量平均分子量が1万〜8万であるポリカーボネート樹脂、および、(B)重量平均分子量が1万〜5万である熱可塑性のポリエステル樹脂を含有する原料を溶融・混練し、その後、間隙距離が5mm以下のスリットに通過させる間隙通過処理を施すことを特徴とする。
(もっと読む)
熱伝導性樹脂組成物の製造方法
【課題】 フィラー高充填化と良好な成形流動性を両立し、かつフィラー分散状態の極めて良好な高熱伝導性樹脂組成物の製造方法を提供する。
【解決手段】 200℃、10kgf荷重時の溶融粘度が5〜2000dPa・sであるポリエステル樹脂(A)70〜20体積部及び、熱伝導フィラー(B)30〜80体積部を含有する熱伝導性樹脂組成物の製造方法であって、全熱伝導フィラー量のうち25〜70質量%(B−i)をポリエステル樹脂(A)に混合して混練したのち、残りの熱伝導フィラー75〜30質量%(B−ii)を添加して混練を行うことで解決できる。
(もっと読む)
微細紙粉含有樹脂組成物の製造方法
【課題】良好な流動性を有し、成形加工用の素材として良好な微細紙粉含有樹脂組成物を得ることが可能な微細紙粉含有樹脂組成物の製造方法を提供する。
【解決手段】平均粒径が10〜100μmの微細紙粉を20〜70重量部、熱可塑性合成樹脂を30〜80重量部有し、微細紙粉及び熱可塑性合成樹脂の合計が100重量部である原材料を、2つの材料供給口15,16を有する完全噛合型同方向回転2軸混練押出機10を用い、主材料供給口15から樹脂を供給し、副材料供給口16から微細紙粉を供給して、成形用微細紙粉含有樹脂組成物を得る。
(もっと読む)
プラスチック半加工品用マイクロ波加熱装置およびマイクロ波によるプラスチック半加工品を加熱する方法
【課題】プラスチック半加工品用マイクロ波加熱装置およびマイクロ波によるプラスチック半加工品を加熱する方法を提供すること。
【解決手段】本発明は、熱可塑性材料から成る予備成形物(1)を加熱する方法および装置に関し、該予備成形物は、その加熱に続いて変形作用を受ける。予備成形物は、少なくとも加熱時間の一部の間、共振器(11)のマイクロ波に露出される。本発明の好ましい進展によれば、予備成形物の加熱は、共振器内で行われる。共振器は、電磁放射がその中に導かれ、その後、放射が連続反射によって所定の期間保持される構成要素である。共振器には、適切な電界強度分布を有する適切なマイクロ波場を発生させることが求められる。
(もっと読む)
ガラス繊維強化熱可塑性樹脂組成物ペレットの製造方法
【課題】ガラス繊維強化熱可塑性樹脂組成物ペレットの生産性を従来よりも高めるとともに、製造されたペレット中にモノフィラメントの集合体(未解繊ガラス繊維束)が残存する確率を非常に低くすることが可能なガラス繊維強化熱可塑性樹脂組成物ペレットの製造方法を提供する。
【解決手段】熱可塑性樹脂とガラス繊維とを混練するスクリューを、特定の形状を有するスクリューエレメントとし、特定の条件でガラス繊維強化熱可塑性樹脂組成物ペレットを製造する。特定の形状を有するスクリューエレメントとは、円弧状の切り欠きが形成されたフライト部を有する一条の逆送りスクリューエレメントである。
(もっと読む)
ガラス繊維強化熱可塑性樹脂組成物ペレットの製造方法
【課題】ガラス繊維強化熱可塑性樹脂組成物ペレットの生産性を従来よりも高めるとともに、製造されたペレット中にモノフィラメントの集合体(未解繊ガラス繊維束)が残存する確率を非常に低くすることが可能なガラス繊維強化熱可塑性樹脂組成物ペレットの製造方法を提供する。
【解決手段】熱可塑性樹脂とガラス繊維とを混練するスクリューが、特定の形状を有するスクリューエレメントを有する。特定のスクリューエレメントとは、特定の条件を満たす、円弧状の切り欠きが形成されたフライト部を有する一条の順送りスクリューエレメントである。
(もっと読む)
液晶ポリエステル成形体の製造方法
【課題】耐熱性及び機械的強度に優れる液晶ポリエステル成形体の製造方法の提供。
【解決手段】液晶ポリエステルを溶融押出した後、フィルタを用いて溶融ろ過する工程を有する液晶ポリエステル成形体の製造方法であって、前記液晶ポリエステルが、下記一般式(1)、(2)及び(3)で表される繰返し単位を有し、前記フィルタのろ過精度が1〜50μmであることを特徴とする液晶ポリエステル成形体の製造方法。
(1)−O−Ar1−CO−
(2)−CO−Ar2−CO−
(3)−X−Ar3−Y−
(もっと読む)
プリフォームおよび容器
【課題】プリフォームの成形時に口栓部にひけが発生することを防止し、閉栓後の容器に外気の流入が生じることを防止することが可能なプリフォームおよび容器を提供する。
【解決手段】プリフォーム10は、内筒45および外筒46を有するキャップ40が嵌合される容器30用のものであり、キャップ40が嵌合される口栓部11と、口栓部11に連結されたプリフォーム本体12とを備えている。口栓部11は、キャップ40の内筒45に当接する内壁15と、キャップ40の外筒46が嵌め込まれる外壁16とを有している。口栓部11の外壁16に、円周方向に延びる単一の円周溝23が設けられ、この単一の円周溝23により、口栓部11の厚肉部の割合を少なくするとともに、成形時の口栓部11からの放熱を向上させて、口栓部11内部の溶融樹脂が冷却・固化する際の体積収縮による口栓部11の表面樹脂の引き込みを緩和し、ひけの発生を防止する。
(もっと読む)
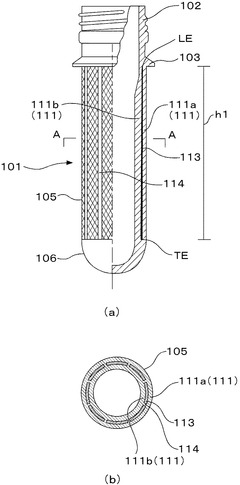
熱可塑性樹脂製プリフォーム及びその製造方法
【課題】成形過程での成形不良を抑制し、材料歩留まりに優れた熱可塑性樹脂容器のためのプリフォームおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂シートを圧縮成形して底部23および開口部22を有する形状に形成された圧縮成形層24と、前記圧縮成形層24の外面もしくは内面に射出成形にて形成された射出成形層15とを有し、加熱して軟化させた状態でブロー成形することにより所定の形状に膨張させて成形される熱可塑性樹脂製プリフォームにおいて、前記射出成形層15が、前記底部23において最も厚く、開口部22側に向かって徐々に薄くなるように形成されている。
(もっと読む)
液晶ポリエステル組成物の製造方法
【課題】耐熱性の低下を抑制した液晶ポリエステル組成物の製造方法を提供する。
【解決手段】二軸押出機のシリンダーが、液晶ポリエステルを供給する供給部4と、供給部の下流に設けられ繊維状フィラーを除くフィラーを追加する第1追加部61と、繊維状フィラーを追加する第2追加部62と、を有し、スクリューが、第1追加部を挟んで上流側および下流側にそれぞれ混練部81,82を有しており、混練部81直近上流での樹脂温度が下記式(1)を満たし、直近下流での樹脂温度が下記式(2)を満たす。[数1]
(T1:混錬後の樹脂温度、FT:液晶ポリエステルの流動開始温度)[数2]
(T2:混錬後の樹脂温度、FT:液晶ポリエステルの流動開始温度)
(もっと読む)
混合方法、射出成形方法、混合装置
【課題】材料を均一に混合することができる混合方法、射出成形方法、混合装置を提供することができる。
【解決手段】少なくとも異なる2種類の材料をタンブラー(容器回転式混合装置)40により混合する混合方法であって、前記タンブラー40内部に、定形の穴を有する固定板42、又は、メッシュからなる固定板42’を設けて混合する。
(もっと読む)
1 - 20 / 325
[ Back to top ]