
Fターム[4F201AB25]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 添加剤、配合剤 (1,838) | 形状 (224) | 短繊維、ウイスカー (198)
Fターム[4F201AB25]に分類される特許
1 - 20 / 198
樹脂成形品の製造方法
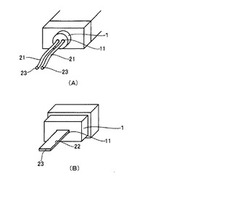
【課題】 一方向に対する引張り強度、曲げ強度、耐衝撃強度が優れた樹脂成形品の製造方法を提供すること。
【解決手段】 熱可塑性樹脂と繊維とを混合した樹脂材料を成形する樹脂成形品の製造方法において、熱可塑性樹脂と繊維とを混合した樹脂材料を、断面積が10mm2以下の開口部11から押出して、ストランド状21又はリボン状22の中間成形体23を成形した後、この中間成形体23を一方向に並べてプレス成形することを特徴とすることを特徴とする。
(もっと読む)
熱可塑性樹脂組成物の製造方法及び成形体
【課題】電気・電子用部品として好適な電気絶縁性を有し、厚さ方向の熱伝導性、及び強度に優れた成形体、並びに該成形体を得るための熱可塑性樹脂組成物の製造方法の提供。
【解決手段】シリンダ及び前記シリンダ内に設置されたスクリューを備えた溶融混練押出機を用い、前記シリンダに設けられた供給口から、(A)熱可塑性樹脂、(B)アルミナ微粒子及び(C)繊維状充填材を前記シリンダに供給して溶融混練することにより、熱可塑性樹脂組成物を製造する方法であって、前記溶融混練押出機のノズルから外部に押し出された混練物を、冷却速度35℃/秒以下で冷却する熱可塑性樹脂組成物の製造方法;かかる製造方法で得られた熱可塑性樹脂組成物を成形してなる成形体。
(もっと読む)
繊維強化プラスチック廃材の再資源化方法、再生成形体、及び再資源化装置

【課題】繊維強化プラスチック廃材から特性の高い再生成形体を得るための繊維強化プラスチック廃材の再資源化方法を提供する。
【解決手段】繊維強化プラスチック廃材を破砕して破砕物とする破砕工程と、破砕物から篩処理により異物を除去する篩処理工程と、異物が除去された破砕物を加熱溶融及び押出成形する加熱成形工程と、を含み、加熱成形工程は、目開きサイズが0.3mm以上かつ0.6mm以下のスクリーンメッシュを用いて押出成形する。
(もっと読む)
樹脂組成物の製造方法
【課題】樹脂組成物中に含まれる繊維状充填材の繊維長が制御された樹脂組成物の製造方法の提供を目的とする。
【解決手段】本発明の樹脂組成物の製造方法は、押出機を用いて樹脂(A)と繊維状充填材(B)とを溶融混練して押し出す工程を含む樹脂組成物の製造方法であって、シリンダー2と、シリンダー2に設けられたメインフィード口5と、シリンダー2のメインフィード口5より押出方向後方に設けられたサイドフィード口7と、を備えた押出機10を用い、押出機10のメインフィード口5から、前記樹脂(A)の一部量と、重量平均繊維長が1mm以上の繊維状充填材(B)の一部量と、を供給し、押出機10のサイドフィード口7から、前記樹脂(A)の残量と、前記重量平均繊維長が1mm以上の繊維状充填材(B)の残量と、を供給することを特徴とする。
(もっと読む)
熱可塑性複合材料形成用等方性ランダムマットの製造方法
【課題】強化繊維と熱可塑性樹脂からなる複合材料用の等方性ランダムマットを効率的に製造する方法を提供する。
【解決手段】複数の強化繊維からなるストランドYを長手方向に沿って連続的にスリットして複数の細幅ストランドにした状態で、切断・解繊装置14にて平均繊維長3〜100mmに連続的にカットし、カットした強化繊維束に気体を吹付けて開繊させ、これを熱可塑性樹脂供給部15からの粉粒体状又は短繊維状の熱可塑性樹脂とともに、通気性支持体16上に散布し堆積・定着させることにより、上記強化繊維と上記熱可塑性樹脂とが混在する等方性ランダムマットMを形成する。このランダムマットMを加熱加圧することにより、薄肉で物性の良好な熱可塑性複合材料となる。
(もっと読む)
補強性充填剤及びゴム組成物の製造方法
【課題】フィブリル化されたセルロース繊維の乾燥時における凝集を防止して、優れた補強効果を発揮することができる補強性充填剤を提供する。
【解決手段】フィブリル化されたセルロース繊維と、10℃以上80℃以下に下限臨界共溶温度(LCST)を有する高分子物質と、を含み、前記高分子物質が水中に溶解している水懸濁液を用いて、該水懸濁液をLCST以上の温度で乾燥(好ましくは噴霧乾燥)することにより、補強性充填剤を製造する。該高分子物質としては、ポリビニルアルキルエーテル類、ポリ−N−アルキル(メタ)アクリルアミド類、ポリアルキレングリコール類などが好適である。
(もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】熱可塑性樹脂組成物への蓄熱を抑制して、熱可塑性樹脂組成物の熱劣化を抑制する熱可塑性樹脂組成物の製造方法を提供する。
【解決手段】熱可塑性樹脂と植物性材料との合計に対して30〜95質量%の植物性材料を含む熱可塑性樹脂組成物の製造方法であって、樹脂と植物性材料とを混合物とする工程と、混合物を細分化する工程と、を備え、細分化工程では、対向しつつ逆回転するローラ31とローラ32とを備え、各ローラの表面には、軸方向に沿って延びる複数の凸条312及び322を有し、隣り合う凸条の間は複数の凹部314及び324とされ、ローラ31とローラ32との凹部314と324とが合わさった空間33を連続形成可能である細分化装置を用いて、ローラの間に供給された混合物を咬み込みながら細分化して排出する。
(もっと読む)
押出機およびそれを用いた溶融混練方法
【課題】粉体フィラーの搬送効率が高く、粉体フィラーの分散性が良好で、物性の良好な樹脂組成物を得る押出機を提供する。
【解決手段】押出機の最も上流に位置する第一混練ゾーン3が、以下の組み合わせのニーディングブロックa〜dを、上流から、少なくとも1個のaとbをこの順で含むユニットを少なくとも2組、a又はdを少なくとも1個、cを少なくとも1個の順で含む。混練ゾーン3の長さはバレル径の6〜15倍である。a.B/D=0.18〜0.6、α=10〜50度、L/D=0.8〜3.3、b.B/D=0.15〜0.6、α=85〜95度、L/D=0.8〜3.3、c.B/D=0.05〜0.25、α=100〜140度、L/D=0.25〜1.5、d.B/D=0.05〜0.17、α=10〜50度、L/D=0.45〜0.75。ただしB、D、α、Lは羽根の厚み、スクリュ径、隣接する2枚の羽根の間のねじれ角度、長さを示す。
(もっと読む)
ガラス繊維強化熱可塑性樹脂組成物ペレットの製造方法
【課題】ガラス繊維強化熱可塑性樹脂組成物ペレットの生産性を従来よりも高めるとともに、製造されたペレット中にモノフィラメントの集合体(未解繊ガラス繊維束)が残存する確率を非常に低くすることが可能なガラス繊維強化熱可塑性樹脂組成物ペレットの製造方法を提供する。
【解決手段】熱可塑性樹脂とガラス繊維とを混練するスクリューを、特定の形状を有するスクリューエレメントとし、特定の条件でガラス繊維強化熱可塑性樹脂組成物ペレットを製造する。特定の形状を有するスクリューエレメントとは、円弧状の切り欠きが形成されたフライト部を有する一条の逆送りスクリューエレメントである。
(もっと読む)
ガラス繊維強化熱可塑性樹脂組成物ペレットの製造方法
【課題】ガラス繊維強化熱可塑性樹脂組成物ペレットの生産性を従来よりも高めるとともに、製造されたペレット中にモノフィラメントの集合体(未解繊ガラス繊維束)が残存する確率を非常に低くすることが可能なガラス繊維強化熱可塑性樹脂組成物ペレットの製造方法を提供する。
【解決手段】熱可塑性樹脂とガラス繊維とを混練するスクリューが、特定の形状を有するスクリューエレメントを有する。特定のスクリューエレメントとは、特定の条件を満たす、円弧状の切り欠きが形成されたフライト部を有する一条の順送りスクリューエレメントである。
(もっと読む)
繊維状ナノ物質の樹脂粒子粉末との混合方法
【課題】繊維状ナノ物質が有する優れたネットワーク形成能を十分に生かすことができ、その充填量に見合った機能の発現を可能とする、繊維状ナノ物質の樹脂粒子粉末との混合方法を提供する。
【解決手段】本発明にかかる繊維状ナノ物質の樹脂粒子粉末との混合方法は、樹脂粒子の粉末に繊維状のナノ物質を分散混合するにあたり、前記ナノ物質を、前記樹脂粒子と同一種類の樹脂からなり前記樹脂粒子よりも微細な混和助成樹脂微粒子の分散共存下、液に分散させた状態で前記樹脂粒子の粉末に混合することを特徴とする。
(もっと読む)
繊維強化ABS系樹脂材料及び成形体
【課題】耐衝撃性を維持しつつ、曲げ強度を向上させた成型体が得られる繊維強化ABS系樹脂材料及びこれを用いてなる成形体を提供する。
【解決手段】アクリル樹脂からなるマトリクス樹脂を長繊維からなる繊維材料と複合させてなる樹脂繊維複合シートとABS系樹脂シートとが積層されてなる繊維強化ABS系樹脂材料を用いる。
(もっと読む)
吸収材料およびその製造方法
【課題】アルキルセルロース誘導体を使用した、吸収が速い吸収材料およびその製造方法を提供すること。
【解決手段】本発明の吸収材料の製造方法は、アルキルセルロース誘導体および水からなる第1の混合物に放射線を照射してセルロースハイドロゲルを作製する工程と、セルロースハイドロゲルを切断しながらセルロースハイドロゲルと親水性繊維とを混合して第2の混合物を作製する工程と、第2の混合物を100℃以下の温度で乾燥する工程とを含む。また、本発明の吸収材料は、アルキルセルロース誘導体を架橋して作製されたセルロースハイドロゲル粒子と、セルロースハイドロゲル粒子の外部から内部に到達している親水性繊維とを含む。
(もっと読む)
液晶ポリエステル組成物の製造方法
【課題】耐熱性の低下を抑制した液晶ポリエステル組成物の製造方法を提供する。
【解決手段】二軸押出機のシリンダーが、液晶ポリエステルを供給する供給部4と、供給部の下流に設けられ繊維状フィラーを除くフィラーを追加する第1追加部61と、繊維状フィラーを追加する第2追加部62と、を有し、スクリューが、第1追加部を挟んで上流側および下流側にそれぞれ混練部81,82を有しており、混練部81直近上流での樹脂温度が下記式(1)を満たし、直近下流での樹脂温度が下記式(2)を満たす。[数1]
(T1:混錬後の樹脂温度、FT:液晶ポリエステルの流動開始温度)[数2]
(T2:混錬後の樹脂温度、FT:液晶ポリエステルの流動開始温度)
(もっと読む)
ポリスルホンペレットの製造方法
【課題】押出機内で発生するガスによる不具合を生じにくくし、生産性を向上させることができるポリスルホンペレットの製造方法を提供する。
【解決手段】ベント式の二軸押出機10を用いてポリスルホンを溶融押出し、形成されるストランドを切断してペレットを製造するポリスルホンペレットの製造方法であって、二軸押出機10として、シリンダーが、少なくともポリスルホンを供給する供給部4と、シリンダー内で生じる揮発性成分を排出する1以上のベント部5と、を有し、スクリュー3が、シリンダー内において供給部4とベント部5との間に配置される1以上の混練部8を有しており、最上流のベント部51の上流側に配置された混練部のうち、最上流のベント部に最も近い位置の混練部81が、逆ニーディングディスクを用いないスクリュー構成であるものを用いる。
(もっと読む)
成形材料およびそれを用いた成形品の製造方法
【課題】成形材料を製造する過程での経済性、生産性を損なうことなく、かつ、射出成形を行う際には強化繊維の成形品中への分散が良好であり、高い力学特性を有する成形品を容易に製造できる成形材料を提供する。
【解決手段】
連続した強化繊維束(A)1〜50重量%と、ポリアリーレンスルフィドプレポリマー(B)0.1〜40重量%からなる複合体に、熱可塑性樹脂(C)10〜98.9重量%が接着されてなる成形材料であって、さらに該複合体が、該成分(B)中の硫黄原子に対し0.001〜20モル%の0価遷移金属化合物(D)または低原子価鉄化合物(E)を含む成形材料、およびそれを用いた成形品の製造方法。
(もっと読む)
ダイナミックミキサー
【課題】熱硬化性樹脂の注入成形のような、シール機構に対して過酷な使用環境においても、長期間に亘ってシール不良トラブルの発生なく、安定して使用可能なダイナミックミキサーを提供する。
【解決手段】ケーシング内に第1、第2の流路形成部材が取り付けられ、第2の流路形成部材の外縁部は第1の外縁部よりも外側に、かつ、ケーシングの一方の端部側に位置しており、1つの流入口はケーシングの一方の端部側に設けられ、他の流入口は第1の流路形成部材の外縁部よりケーシングの他方側に設けられることを特徴とするダイナミックミキサー。
(もっと読む)
漏電及び感電防止用成形体
【課題】高い電磁波シールド性や機械的強度を有し、漏電や感電も防止できる成形体を提供する。
【解決手段】ガラス繊維を長さ方向に揃えた状態で束ね、ガラス繊維の束にオレフィン系樹脂を溶融させた状態で含浸させ樹脂含浸繊維束を得る。繊維束を一体化した後に、5〜15mmの長さに切断し、切断された樹脂含浸繊維束を含む樹脂組成物からなり、絶縁性を有する基材層と、基材層表面に形成された導電性層とを有する成形体。
(もっと読む)
熱可塑性樹脂組成物の製造方法及びその製造装置
【課題】熱可塑性樹脂組成物を製造する際の混合時の発熱が蓄熱されることを抑制して、得られる熱可塑性樹脂組成物の熱劣化を抑制する熱可塑性樹脂組成物の製造方法及びその製造装置を提供する。
【解決手段】樹脂及び植物性材料を含有し、合計100質量%に植物性材料が30〜95質量%であり、樹脂と植物性材料とを混合して混合物Cとする工程と、圧延装置30を用いて混合物Cを圧延する工程と、を備え、装置30は、圧延ロール320と、上方に配置された押込手段310を備え、圧延工程では圧延ロール320の間に押込手段310を用いて混合物Cを押し込み、混合物Cを平板状の圧延物C1にする。押込手段310は、被圧延物Cを押圧するためのプッシャー311を備え、圧延ロール320間の隙間323に接近した近接位置とそれよりも隙間323から遠ざかった遠隔位置との間で移動可能とされている。
(もっと読む)
ポリアミド樹脂組成物ペレットの製造方法
【課題】成形時の成形安定性、特には射出成形あるいは押出成形時の計量安定性に優れたメタキシリレンセバカミド系ポリアミド樹脂組成物ペレットの製造方法を提供する。
【解決手段】キシリレンジアミンとセバシン酸との重縮合反応により得られるポリアミド樹脂(A)100質量部に対し、有機核剤(B)を0.1〜50質量部含有してなるポリアミド樹脂組成物を溶融混練得られるポリアミド樹脂組成物ペレットであって、該ペレットに結晶化処理を施すことにより、ポリアミド樹脂組成物ペレットの結晶化度を、結晶化処理前の結晶化度より5%以上高くすることを特徴とし、かつ、有機核剤(B)の融点がポリアミド樹脂(A)の融点より50℃を超えて高いポリアミド樹脂組成物ペレットの製造方法による。
(もっと読む)
1 - 20 / 198
[ Back to top ]