
Fターム[4F201AG28]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 一般形状、構造物品 (645) | 部分(細部) (43) | リブ又は突起を有するもの (12)
Fターム[4F201AG28]に分類される特許
1 - 12 / 12
プリフォームの射出成形装置
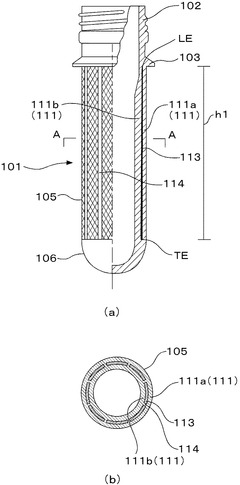
【課題】 本発明は中間層樹脂が流動する中流路の下流側の端部に遮断縦リブ片を配設して中間層樹脂を周方向に分断するようにしたノズル部を使用するプリフォームの射出成形装置において、プリフォームにおける中間層のリーディングエッジの高さ位置の周方向での変動を小さくすることを技術的課題とする。
【解決手段】 ノズル部は、基体層を形成する内流路及び外流路と、中間層を形成する中流路の3ケの円筒状の層形成流路を配設したものとし、中流路は下流側の端部に周方向に並列状にこの中流路を横断する遮断縦リブ片を配設し、この遮断縦リブ片により中流路を周方向に所定の数の流路に分断する構成とし、また、プリフォームに現出する中間層のリーディングエッジの最上端と最下端の高低差が小さくなるように、遮断縦リブ片の周方向の配設位置により中流路における中間層樹脂の流動挙動を調整する構成とする。
(もっと読む)
改良型プラスチック・プリフォーム

【課題】プリフォームから得られるボトルの寸法、及び物理的特性を同一に維持しながらも、従来のプリフォームに比べて大幅に低減された重量の改良型プリフォームを提供する。
【解決手段】プラスチック材料のプリフォーム1からブロー成形によって中空体を製造するにあたり、開放端2、及び閉鎖端4を有する実質的に円筒形の中心体3を含むプリフォーム1の閉鎖端4の中心領域に相当する箇所に、プリフォーム1から外側へ突出する中空の突起5を形成し、プリフォーム1の引き伸ばし棒の先端を内部に収容可能な中空の突起5を備えて、中空体の最終的な長さまで引き伸ばし、その後、加熱され、引き伸ばされたプリフォームの中に、圧縮された空気の流れを導入する。なお、中空の突起5と、プリフォーム1の閉鎖端4の残りの側部は、球形、円錐形、楕円形、又は放物線形であってよい。
(もっと読む)
プリフォームおよび容器
【課題】プリフォームの成形時に口栓部にひけが発生することを防止し、閉栓後の容器に外気の流入が生じることを防止することが可能なプリフォームおよび容器を提供する。
【解決手段】プリフォーム10は、内筒45および外筒46を有するキャップ40が嵌合される容器30用のものであり、キャップ40が嵌合される口栓部11と、口栓部11に連結されたプリフォーム本体12とを備えている。口栓部11は、キャップ40の内筒45に当接する内壁15と、キャップ40の外筒46が嵌め込まれる外壁16とを有している。口栓部11の外壁16に、円周方向に延びる単一の円周溝23が設けられ、この単一の円周溝23により、口栓部11の厚肉部の割合を少なくするとともに、成形時の口栓部11からの放熱を向上させて、口栓部11内部の溶融樹脂が冷却・固化する際の体積収縮による口栓部11の表面樹脂の引き込みを緩和し、ひけの発生を防止する。
(もっと読む)
ガスケット成形品の製造方法
【課題】ガスケット本体のみならず表面処理層についても異物付着や汚染、傷付きなどを有効に抑制するガスケット成形品を製造する方法を提供する。
【解決手段】基板11の一面11aに表面処理層12を設けるとともに他面11bにゴム状弾性体よりなるガスケット本体13を一体成形してなるガスケット成形品を製造する方法であって、表面処理層を設けた基板11に対しガスケット本体13を一体成形する第1工程と、成形品を置き台上に仮置きする第2工程と、成形品を打ち抜き加工して製品部からバリ部を切除する第3工程とを順次実施する。このとき成形品を置き台上に仮置きする際に、第1工程時に、成形品におけるバリ部に相当する位置にゴム状弾性体よりなる突起状の脚部17を一体成形し、第2工程時に、脚部をもって成形品を置き台に接触させ、第3工程時に、脚部をバリ部の一部として切除する。
(もっと読む)
補強要素を備えるプリフォーム及び容器
本発明は、少なくとも一つの細長い補強要素210を備え、射出成形により得られる容器300の為のプラスチック製プリフォーム200に関する。本発明は、そのようなプリフォーム200から吹き出し成形され、少なくとも一つの補強要素320を備え、連続したスムーズな外部表面310bを有する容器300に更に関する。 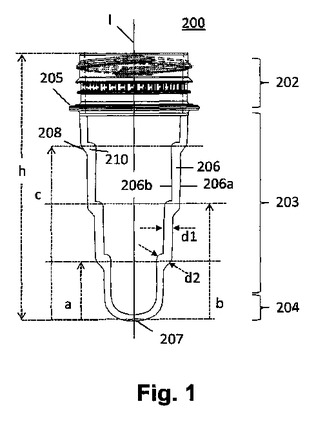 (もっと読む)
(もっと読む)
物体を形成するための装置
プラスチックの装入体(D)からプレフォームを圧縮成形するための装置は、パンチ手段(12)と、キャビティが設けられたダイ手段(13)と、接触位置と分離位置との間で互いに移動自在の少なくとも二つのダイエレメント(22)とを備えている。パンチ手段(12)は、キャビティに挿入するのに適したパンチ(14)と、少なくとも二つのダイエレメント(22)を接触位置に維持するため、パンチ(14)の周囲に摺動自在に取り付けられた押圧スリーブ(31)とを含む。パンチ手段(12)は、更に、パンチ(14)及び押圧スリーブ(31)を受け入れるように構成されたジャケット手段(91)と、第1圧力の第1流体を収容し、押圧スリーブ(31)に作用する少なくとも第1チャンバ(42、57)とを含む。第1チャンバ(42、57)は、第1チャンバ(42、57)の加圧状態を維持しながらパンチをパンチ手段(12)から取り外すことができるように、押圧スリーブ(31)及びジャケット手段(91)によってその全体の境界が形成されている。 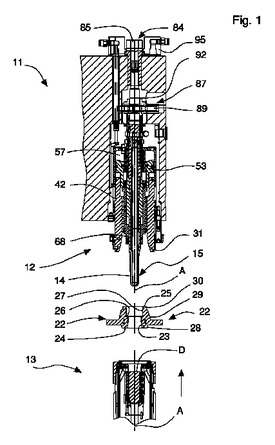 (もっと読む)
(もっと読む)
プラスチック・コンテナのためのプレフォーム、および、プレフォーム・ホルダ
本発明は、特に加圧された飲料向けの缶の形のプラスチック・コンテナのためのプレフォーム、および、コンテナ製造工程におけるプレフォーム・ホルダに関するものである。プレフォーム(10)は、薄い外側フランジ(4)で終端する首(3)を有する本体(1)から構成される。サポート・フランジ(6)が首(3a)の内側の壁の上に形成される一方で、首(3b)の外側表面は均等である。プレフォーム・ホルダは、ポケット(13)を備えた本体(11)を含む。ポケットは、弾力的な型締リング(15)で本体(11)に固定された移動できるように固定された締金(14)を収容する。締金(14)は、プレフォーム(10)の薄い外側フランジ(4)が載置される座部(17)を通じて達する歯(16)で各々終端する。座部(17)の内側の側壁は、プレフォーム(10)のサポート・フランジ(6)を収容するためにそれに刻まれた溝(19)を有する。 (もっと読む)
プラスチックボトル成形用プリフォーム
【課題】樹脂重量が21.0g以下の、容量600mlのプラスチックボトル成形用プリフォームを提供する。
【解決手段】プラスチックボトル成形用プリフォームは、口栓部、サポートリング、胴部及び胴部の端部を閉塞する底部を備える。樹脂重量は21.0g以下であり、プリフォームの全長を92.5mmより小さくし、胴径を24.0mmより小さくし、サポートリングの下に最小肉薄部からなる長さ5〜10mmのサポートリング下肉薄部を設け、更に胴部の肉厚をサポートリング下肉薄部より厚くし、且つ底部はゲート部のほうに向けて徐々に肉厚を薄くした。
(もっと読む)
改良型プラスチック・プリフォーム
ブロー成形プロセスによって中空体を製造するためのプラスチック材料のプリフォーム(1)であって、開放端(2)、及び閉鎖端(4)を有する実質的に円筒形の中心体(3)を含むプリフォーム(1)。前記閉鎖端(4)の中心領域に相当する箇所に、前記プリフォーム(1)から外側へ突出する中空の突起(5)であって、前記プリフォーム(1)の引き伸ばし棒の先端を内部に収容可能な中空の突起(5)を備える。前記中空の突起(5)と、前記プリフォームの閉鎖端(4)の残りの側部は、球形、円錐形、楕円形、又は放物線形であってよい。 (もっと読む)
ブロッキング防止プリフォーム
【課題】口部の内径より胴部の外径を細く形成したプリフォームにおいて、プリフォームのブロッキングを防止し、スタッキングしても容易に引き離すことができる樹脂容器形成用のプリフォームを提供すること。
【解決手段】胴部外径を口部内径より細く形成した、樹脂容器形成用のプリフォームにおいて、他のプリフォームの口部内に入った場合に、他のプリフォームの口部内面に接触する突起を底部に形成した。これにより突起は、その頂部が口部内面に接触し、他のプリフォームとの間に空間を形成して口部内面と底部が密着しないように保持して、プリフォームのブロッキングを防止できる。
(もっと読む)
ジョイントブーツの製造方法
【課題】外周面と内周面とが異形状である大径側取付部を有するジョイントブーツを精度良く製造する。
【解決手段】大径側取付部2の製品形状をなす第1部分12と、小径側取付部4の製品形状をなす第2部分13と、両者を連結する第3部分14とからなるパリソン15を射出成形し、その後、第3部分をブロー外型51で覆い、気体を噴射してブロー外型に第3部分を押し付けて蛇腹部5をブロー成形する。パリソン15の内周側を支持する支持体16は、第1部分が外嵌する下側嵌合部20と、第2部分が外嵌する上側嵌合部22と、第3部分により囲まれる中間部21と、第1部分の開口端面12cを受ける支持台部19とからなり、該支持台部に弾性体からなるシールリング90を設け、型締めにより上記開口端面12cをシールリング90に圧接させてシールする。
(もっと読む)
生分解性シート及びその製造方法、並びに当該シートを用いた生分解性成型品及びその製造方法
本発明の目的は、生分解性に優れると共に、成形性及び機械的強度も良好で、通気性及び保水性に優れた生分解性シート及び当該シートを用いた生分解性成型品を提供し、しかも簡易かつ経済的な製造方法も提供することである。 生分解性シートは、澱粉質を70重量%以上含有する原料を、温度120〜180℃に保持しつつ成形し、好適には、更にプラスチックを含有するものであり、当該澱粉質及びプラスチックを混練し、当該混練物を押出成形した後、裁断することにより原料ペレットを形成し、該原料ペレットを乾燥させ、その後加熱しつつ均一に混合することにより融解し、当該融解物を温度120〜180℃で、シート状に成形することにより製造される。 また、生分解性容器は、本発明の生分解性シートを、少なくとも1枚積層させ、該シートを加熱して軟化させ、次いで軟化した状態のシートを加熱真空成形または圧空成形することにより得る。 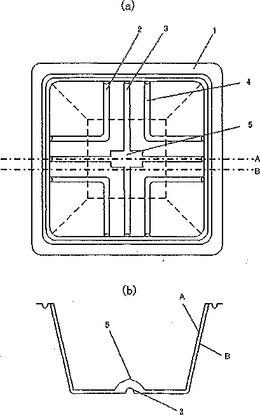 (もっと読む)
(もっと読む)
1 - 12 / 12
[ Back to top ]