
Fターム[4F201AH17]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 用途物品 (774) | 車両(←軽車両)部材 (159)
Fターム[4F201AH17]の下位に属するFターム
車体(←ボディ、ドア) (1)
ステアリングホイール
タイヤ (94)
タイヤチェーン、無限軌条
ウェザーストリップ、モール (1)
バンパ (3)
パネル(←コンソールボックス) (4)
車両用内装材、クッション (12)
ヘッドレスト (2)
Fターム[4F201AH17]に分類される特許
1 - 20 / 42
軽量化された発泡木質プラスチック成形体の製造方法
【課題】熱可塑性樹脂とセルロース材料にマスターバッチ化された熱膨張性マイクロカプセルを配合することにより、より軽量化された発泡木質プラスチック成形体を製造することを課題とする。
【解決手段】熱膨張性マイクロカプセルをベース樹脂によりマスターバッチ化する工程と、熱可塑性樹脂とセルロース材料とマスターバッチ化された熱膨張性マイクロカプセルとを、50ないし70重量部:30ないし50重量部:4ないし6重量部の配合割合で溶融混練し、押出成形又は射出成形する工程と、を含み、ベース樹脂の融点が、熱膨張性マイクロカプセルの発泡開始温度以下であり且つ熱可塑性樹脂の融点以下である、発泡木質プラスチック成形体の製造方法を提供する。
(もっと読む)
樹脂組成物の製造方法
【課題】樹脂組成物中に含まれる繊維状充填材の繊維長が制御された樹脂組成物の製造方法の提供を目的とする。
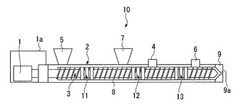
【解決手段】本発明の樹脂組成物の製造方法は、押出機を用いて樹脂(A)と繊維状充填材(B)とを溶融混練して押し出す工程を含む樹脂組成物の製造方法であって、シリンダー2と、シリンダー2に設けられたメインフィード口5と、シリンダー2のメインフィード口5より押出方向後方に設けられたサイドフィード口7と、を備えた押出機10を用い、押出機10のメインフィード口5から、前記樹脂(A)の一部量と、重量平均繊維長が1mm以上の繊維状充填材(B)の一部量と、を供給し、押出機10のサイドフィード口7から、前記樹脂(A)の残量と、前記重量平均繊維長が1mm以上の繊維状充填材(B)の残量と、を供給することを特徴とする。
(もっと読む)
熱可塑性複合材料形成用等方性ランダムマットの製造方法

【課題】強化繊維と熱可塑性樹脂からなる複合材料用の等方性ランダムマットを効率的に製造する方法を提供する。
【解決手段】複数の強化繊維からなるストランドYを長手方向に沿って連続的にスリットして複数の細幅ストランドにした状態で、切断・解繊装置14にて平均繊維長3〜100mmに連続的にカットし、カットした強化繊維束に気体を吹付けて開繊させ、これを熱可塑性樹脂供給部15からの粉粒体状又は短繊維状の熱可塑性樹脂とともに、通気性支持体16上に散布し堆積・定着させることにより、上記強化繊維と上記熱可塑性樹脂とが混在する等方性ランダムマットMを形成する。このランダムマットMを加熱加圧することにより、薄肉で物性の良好な熱可塑性複合材料となる。
(もっと読む)
熱伝導性樹脂組成物の製造方法
【課題】 フィラー高充填化と良好な成形流動性を両立し、かつフィラー分散状態の極めて良好な高熱伝導性樹脂組成物の製造方法を提供する。
【解決手段】 200℃、10kgf荷重時の溶融粘度が5〜2000dPa・sであるポリエステル樹脂(A)70〜20体積部及び、熱伝導フィラー(B)30〜80体積部を含有する熱伝導性樹脂組成物の製造方法であって、全熱伝導フィラー量のうち25〜70質量%(B−i)をポリエステル樹脂(A)に混合して混練したのち、残りの熱伝導フィラー75〜30質量%(B−ii)を添加して混練を行うことで解決できる。
(もっと読む)
複合材料の製造装置および製造方法
【課題】プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法の提供。
【解決手段】型Mの一端から他端へ移動しながらプリプレグ11を型Mに供給する供給機構20と、供給機構20に連動して型Mの一端から他端へ移動しながらプリプレグ11層間のエアを抜出すエア抜き機構30を具備し、供給機構20はプリプレグ11と離型紙12の積層物10を巻き出すプリプレグ巻き出し手段21、離型紙12を巻き取る離型紙巻き取り手段22、プリプレグ11を位置補正する位置補正手段23を備え、エア抜き機構30は横並びに隣接して配列した複数の円板からなる、円柱状かつエア抜き機構30の移動方向Fに湾曲した押さえ手段31を備える複合材料の製造装置1。
(もっと読む)
プリフォーム及び同プリフォームの製造方法並びに同プリフォームを用いた繊維強化樹脂成形品の製造方法
【課題】ハイサイクルプレス成形で成形した成形品の表面に凸凹部分が発生するのを抑制することができるプリフォーム及び同プリフォームの製造方法並びに同プリフォームを用いた繊維強化樹脂成形品の製造方法を提供する。
【解決手段】予め本発明の裏面にフィルム状樹脂組成物(7) を貼り付けたプリフォーム(6) を用いずに成形した成形品から、成形品の表面に発生する樹脂枯れや凸凹部分の発生箇所(欠陥箇所)を特定しておき、一以上積層した原プリフォーム裏面側の前記欠陥箇所に対応する特定部位に、前記凸凹部分を覆う面積のフィルム状樹脂組成物(7) を貼り付ける。この裏面にフィルム状樹脂組成物を貼り付けたプリフォームを用いて成形品を製造する。
(もっと読む)
成形品の製造方法およびこれに用いる装置
【課題】異物を精度よく判定する。
【解決手段】熱可塑性樹脂材料を貫通したブローピンから気体を注入して該樹脂材料を膨らませることで中空の樹脂部材16を成形するブロー成形工程および中空の樹脂部材16に孔をあける穿孔工程を経て得られるリアスポイラ10の製造過程では、ブロー成形工程または穿孔工程で生じた異物の有無を判定する検査工程が行われる。検査工程では、樹脂部材16を揺動することで、該樹脂部材16の内部で転がるブロー成形工程または穿孔工程で生じた異物の振動を振動測定手段44によって測定し、振動測定手段44で測定した測定振動データと予め設定された基準振動データとの照合により異物の有無の判定を行う。
(もっと読む)
プリフォームの製造装置及び製造方法
【課題】シート状のプリプレグを賦形する際の位置ズレ及びシワの発生を効果的に抑制する。
【解決手段】シート状のプリプレグを成形型により予め、平面状の本体部と、該本体部の少なくとも一側から屈曲して延びる側面部とを有するプリフォームの製造装置及び方法であって、前記成形型の可動型が、プリプレグからなるプリフォーム基材2の本体形成部のみを固定型と共に挟圧するメイン型と、前記メイン型とは別個に作動して前記プリフォーム基材2の側面形成部をその中央側から外側へ伸ばしつつ固定型に押し付ける側面形成手段(ローラ16)とを有し、前記メイン型が前記本体形成部を挟圧して前記本体部を形成した状態で、前記側面形成手段(各ローラ16)が前記側面形成部をその中央側から外側へ伸ばしつつ固定型11に押し付けて前記側面部を形成する。
(もっと読む)
摩擦材の製造方法
【課題】 短時間で成形可能な摩擦材の製造方法を提供する。
【解決手段】 以下の工程により製造される摩擦材の製造方法。
(a)繊維状物質、摩擦調整剤及び結合材を含む原料を混合し、原料混合物を得る工程。
(b)原料混合物の一部に常温で固体状のゴムを加え、原料混合物を被覆する工程。
(c)更に、原料混合物の残部を加え混合し、摩擦材組成物を得る工程。
(d)摩擦材組成物を0〜100℃にて加圧成形する工程。
(もっと読む)
コポリアミドと架橋ポリオレフィンとを含む組成物
下記(1)と(2)から成る組成物と、その製造方法と、その使用:(1)組成物の総重量に対して45〜95重量%の下記一般式に対応する少なくとも2つの異なる単位から成る半芳香族コポリアミド:A/X.T[ここで、Aはアミノ酸から得られる単位、ラクタムから得られる単位および式(Caジアミン).(Cb二酸)に対応する単位(ここで、aはジアミンの炭素原子数を表し、bは二酸の炭素原子数を表し、aおよびbはそれぞれ4〜36の数で表す)の中から選択され、X.TはCxジアミンとテレフタル酸との重縮合で得られる単位(ここで、xはCxジアミンの炭素原子数を表し、xは4〜36の数で表す)で表す](このコポリアミドはゲルパーミエーションクロマトグラフィで測定した多分散性指数(Ipで表す)が3.5以下で且つアミン鎖末端の含有量が0.020meq/g〜0.058meq/gの間にある)、(2)組成物の総重量に対して5〜55重量%の少なくとも一種の架橋ポリオレフィン。 (もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】機械的特性、耐熱性、耐衝撃性、滞留熱安定性についてバランス良く優れた熱可塑性樹脂組成物を与える製造方法を提供する。
【解決手段】芳香族ポリカ−ボネ−ト樹脂(A1)50〜100質量%と芳香族ポリカーボネート樹脂以外の熱可塑性樹脂(A2)50〜0質量%(合計100質量%)よりなる樹脂成分(A)40〜99質量部、タルク(B1)99.95〜5質量%と一般式O=P(OR)n(OH)3−n(n=1又は2である)の有機リン酸エステル化合物(B2)0.05〜5質量%(合計100質量%)との混合物の造粒物で、嵩密度が0.4〜1.5g/mlの顆粒状有機リン酸エステル化合物含有タルク(B)1〜60質量部((A)と(B)との合計100質量部)、及びゴム性重合体(C)0.5〜30質量部の混合物を溶融混練する。
(もっと読む)
繊維状フィラー含有樹脂複合材料の製造方法
【課題】既存の二軸スクリュ押出機を用い、熱可塑性樹脂中に分散させる繊維状フィラーの短繊維化を抑制する。
【解決手段】二軸スクリュ押出機の投入口2より熱可塑性樹脂を供給し、可塑化部Aで完全に溶融させて樹脂発泡体形成部Bに移送する。樹脂発泡体形成部Bにおいて、ガス供給装置5で加圧した不活性気体(もしくは超臨界流体)を注入し、溶融樹脂中に分散または溶解させる。そののち溶融樹脂は、樹脂発泡体形成部下流側端のシール機構14を通過して脱気口にて急激に降圧されることで、部分的に不活性気体を含んだ樹脂発泡体が形成される。この樹脂発泡体にサイドフィーダー9により繊維状フィラーを添加して解繊および混練を行い、真空脱気口10から真空ポンプ11を用いて溶融樹脂中に残存した不活性気体および水分を強制的に除去し、ダイ12より繊維状フィラー含有樹脂複合材料を押し出す。
(もっと読む)
芳香族ポリカーボネート樹脂成形品の処理方法
【課題】芳香族ポリカーボネート樹脂より形成される成形品において、太陽光や室内の蛍光灯の下において観察される虹色の線状会合部を解消する方法を提供する。
【解決手段】芳香族ポリカーボネート樹脂より形成され、該射出成形品を2枚の偏光板に挟み、透過光を照射することによって虹色の線状会合部を観察することができる射出成形品の処理方法であって、該処理方法を実施することにより、該虹色の線状会合部に対して直交するように設定した仮想基準線に沿って、虹色の線状会合部と仮想基準線の交点を中心として300mmの範囲を測定間隔5mmで測定した透過方向の複屈折をもとにBrewsterの法則に従って得られた各測定点における主応力をS(i)(i=1、2、3・・・、61)とし、さらに隣接する主応力S(i+1)との差を測定間隔(5mm)で除することによって得られる主応力の勾配の絶対値[|S(i)−S(i+1)|/5]をG(i)としたときの、G(i)+G(i+1)+G(i+2)の値が0.4未満に低減されることを特徴とする射出成形品の処理方法。
(もっと読む)
芳香族ポリカーボネート樹脂組成物の製造方法
【課題】熱安定剤等の添加剤と芳香族ポリカーボネート樹脂とを均一に混合し、品質の安定した芳香族ポリカーボネート樹脂組成物の製造方法を提供する。
【解決手段】溶融状態の芳香族ポリカーボネートを連続的に押出機に供給するポリカーボネート供給工程と、押出機により芳香族ポリカーボネートと熱安定剤とを混合し押し出す押出工程と、押出機から押し出された芳香族ポリカーボネートのペレットを形成するペレット形成工程と、芳香族ポリカーボネートのペレットの一部を分取し熱安定剤を連続的に添着しつつ、芳香族ポリカーボネートが供給される押出機に連続的に供給するペレット循環供給工程と、を有する芳香族ポリカーボネート樹脂組成物の製造方法。
(もっと読む)
熱可塑性樹脂組成物、その製造方法および成形品
【課題】ポリエステル樹脂とポリフェニレンエーテル樹脂が本来有する、優れた機械特性を損なうことなく、耐熱性、靭性を著しく改良した熱可塑性樹脂組成物を提供すること。
【解決手段】ポリエステル樹脂(A)とポリフェニレンエーテル樹脂(B)を配合してなる熱可塑性樹脂組成物であり、該熱可塑性樹脂組成物中で(A)成分または(B)成分が、平均粒子径0.001〜0.9μmで分散している熱可塑性樹脂組成物であり、このような該熱可塑性樹脂組成物は、剪断速度と樹脂圧力の積5000sec−1・MPa以上の剪断下で溶融混練することにより製造することができる。
(もっと読む)
材料のプレースメント成形方法および装置
逆方向に材料を当接するために、ローラアセンブリを180度回転させること無しに、表面上の2方向に材料を分配し、かつ圧密化するローラアセンブリ。ローラアセンブリは、第1のガイド部材、第2のガイド部材、第3のガイド部材、および、圧密化ローラで成る。前記第1のガイド部材が、第1の位置にあるとき、材料の薄片は、前記第2のガイド部材に供給される。前記第1ガイド部材が、前記第2の位置にあるとき、前記材料の薄片は、前記第3のガイド部材に供給される。圧密化ローラは、可鍛性があり、材料の薄片が、均一に圧密化されるために、圧密化ローラの外周面のまわりに概略被せられる。 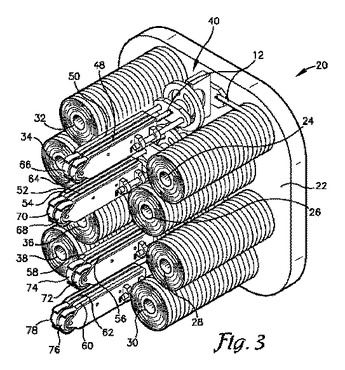 (もっと読む)
(もっと読む)
長繊維強化樹脂ペレット
【課題】ペレット輸送時の縦割れや、長繊維フィラーのペレットからの脱離が極度に抑制され、ペレットの外観に優れ、更に、成形時の長繊維フィラーの解繊性にも優れ、極めて高い耐熱性と、耐衝撃性有する成形体を成形可能な長繊維フィラー強化樹脂ペレットを提供すること。
【解決手段】 長繊維フィラーと熱可塑性樹脂混合物とから構成されるペレットであって、前記長繊維フィラーが、前記ペレット中に、前記ペレットの長さ方向を中心軸方向として、ペレット中にスパイラル状に配されており、かつ、前記ペレットが、長繊維フィラー含有量の少ないスキン層部分と長繊維フィラー含有量の多いコア部分とを有し、前記コア部分の断面積が、前記ペレット断面積の30%〜70%の範囲であり、前記熱可塑性樹脂混合物が、ポリフェニレンエーテルと、ポリフェニレンエーテル以外の熱可塑性樹脂からなる、長繊維フィラー強化樹脂ペレットを提供すること。
(もっと読む)
熱可塑性脂肪族ウレタン/ウレア成形用組成物
成形品、特に自動車用途向けシェルを製造するための組成物は、脂肪族熱可塑性ウレタン/ウレアエラストマーおよび任意に1種以上のコポリマー(例えばオレフィン含有コポリマーまたはスチレン含有コポリマー)から調製される。該組成物を用いて、後に注型して自動車における展開および耐候性の要求を満足し得るエアバッグドアおよび計器パネルのカバースキンを製造することができる、粉末、ペレット、微小球またはミニビーズを製造できる。 (もっと読む)
ポリ乳酸射出成型品の耐熱性改良法及びそれによって得られる成型品
【課題】再現性のよいポリ乳酸射出成型品の耐熱性改良法及び耐熱性の改良されたポリ乳酸射出成型品を提供する。
【解決手段】ポリ乳酸を通常結晶形成温度以下の温度で射出成型して得られたポリ乳酸射出成型物に局所的に加熱して、成型物の局所範囲を140℃以上160℃以下の温度にすることを特徴とするポリ乳酸射出成型品の耐熱性改良法、またポリ乳酸を溶融状態から通常結晶の形成温度以下の金型温度で成型中の成型物に局所的に加熱し、成型物の局所範囲を120℃以上140℃以下の温度にしてポリ乳酸射出成型品を得ることを特徴とするポリ乳酸射出成型品の耐熱性改良法、および前記の耐熱性改良法によって得られる耐熱性の改良されたポリ乳酸射出成型品1。
(もっと読む)
籾殻成形体の製造方法及び籾殻成形体
【課題】少量の接着剤で充分な強度を有する籾殻成形体及びその製造方法を提供しようとする。また、吸音性、衝撃エネルギー吸収性に優れた自動車用部材を提供する。
【解決手段】籾殻の粒子の表面にポリビニルアルコールを付着させ、型に充填して得た充填成形体の内部の籾殻の粒子間の隙間に熱水または水蒸気を送り込んで、籾殻の粒子の表面に付着させたポリビニルアルコールを水溶液化し、次いで充填成形体を冷凍した後解凍し乾燥する籾殻成形体の製造方法であり、この製造方法により得られる自動車用部材である。
(もっと読む)
1 - 20 / 42
[ Back to top ]