
Fターム[4F201AR12]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 調整制御量(制御の対象) (1,948) | 寸法(←長さ、大きさ、厚み等) (224)
Fターム[4F201AR12]に分類される特許
1 - 20 / 224
重合体混合液の製造装置、同装置を用いたアクリロニトリル系重合体混合液の製造方法、アクリロニトリル系重合体溶液の製造方法、炭素繊維前駆体アクリロニトリル系繊維の製造方法
耳部処理装置及び溶液製膜方法
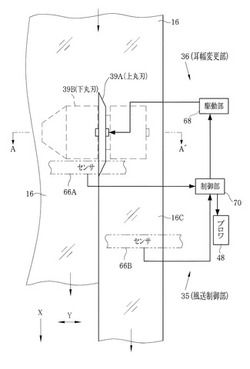
【課題】ウェブの側端部を所定幅の帯状に切り離した後にさらに細片化し、風送によって効率的に回収できるようした耳部処理装置について、耳部の切り取り幅を変更した場合でも、帯状の耳部を破断させることなく、またダクト内に詰まらせることなく、連続的に細片化し回収路に送ることができるようにした耳部処理装置を提供する。
【解決手段】連続搬送されたウェブから切り離され連続的に送られる耳部の幅を測定し、耳部の幅に合わせてダクト内の気流速度を調整する。耳部の幅が広くなる場合にはダクト内の気流速度を遅くし、耳部の幅が狭くなる場合にはダクト内の気流速度を速くするように調整する。
(もっと読む)
プラスチックボトル成形用プリフォーム

【課題】 樹脂重量が25.0g以下の、容量600ml以下のプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部2、サポートリング3、胴部5及び胴部5の端部を閉塞する底部6を備える、樹脂重量が25.0g以下のプリフォームである。
サポートリング3の下に最小肉薄部からなる長さ5.0〜10.0mmのサポートリング下肉薄部4が設けられ、底部6はゲート部のほうに向けて徐々に肉厚を薄く形成されている。
(もっと読む)
繊維強化プラスチック廃材の再資源化方法、再生成形体、及び再資源化装置
【課題】繊維強化プラスチック廃材から特性の高い再生成形体を得るための繊維強化プラスチック廃材の再資源化方法を提供する。
【解決手段】繊維強化プラスチック廃材を破砕して破砕物とする破砕工程と、破砕物から篩処理により異物を除去する篩処理工程と、異物が除去された破砕物を加熱溶融及び押出成形する加熱成形工程と、を含み、加熱成形工程は、目開きサイズが0.3mm以上かつ0.6mm以下のスクリーンメッシュを用いて押出成形する。
(もっと読む)
プラスチックボトル成形用プリフォーム
【課題】 樹脂重量が21.0g以下の、容量600mlのプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部、サポートリング、胴部及び胴部の端部を閉塞する底部を備える。
樹脂重量は21.0g以下であり、プリフォームの全長を92.5mmより小さくし、胴径を24.0mmより小さくし、サポートリングの下に最小肉薄部からなる長さ5〜10mmのサポートリング下肉薄部を設け、更に胴部の肉厚をサポートリング下肉薄部より厚くし、且つ底部はゲート部のほうに向けて徐々に肉厚を薄くした。
(もっと読む)
樹脂ペレット、樹脂ペレットの製造方法、及び太陽電池封止材
【課題】互着が抑えられた樹脂ペレット等を提供すること。
【解決手段】本発明に係る樹脂ペレットは、エチレンと、エチレン以外のエチレン性不飽和基をもつ化合物に由来する共重合体ペレットの表面に、ヒンダードアミン系化合物、ベンゾフェノン系化合物、ベンゾトリアゾール系化合物、ベンゾエート系化合物、フェノール系化合物、及びリン系化合物からなる群より選ばれる少なくとも1種の化合物からなり、平均粒径が1μm以上で200μm以下である粒子が付着している。
(もっと読む)
シート原料の切幅表示装置
【課題】簡単な装置でしかも故障の問題を生じることがなくシート原料の切幅を適正な精度で表示する。
【解決手段】可動側カッタブレード10の移動方向と移動速度の信号37aが入力される演算装置17と、演算装置17に接続されてクロックパルスを発生するクロックパルス発生部18と、演算装置17に接続された表示器19とを有し、演算装置17は、クロックパルスのカウント毎に可動側カッタブレード10の移動方向と移動速度に応じて規定値に基づいた切幅認識値の直前値を加減することで求めた新たな切幅認識値を表示器19に表示するようにした。
(もっと読む)
熱可塑性複合材料形成用等方性ランダムマットの製造方法
【課題】強化繊維と熱可塑性樹脂からなる複合材料用の等方性ランダムマットを効率的に製造する方法を提供する。
【解決手段】複数の強化繊維からなるストランドYを長手方向に沿って連続的にスリットして複数の細幅ストランドにした状態で、切断・解繊装置14にて平均繊維長3〜100mmに連続的にカットし、カットした強化繊維束に気体を吹付けて開繊させ、これを熱可塑性樹脂供給部15からの粉粒体状又は短繊維状の熱可塑性樹脂とともに、通気性支持体16上に散布し堆積・定着させることにより、上記強化繊維と上記熱可塑性樹脂とが混在する等方性ランダムマットMを形成する。このランダムマットMを加熱加圧することにより、薄肉で物性の良好な熱可塑性複合材料となる。
(もっと読む)
樹脂シートの熱処理装置
【課題】樹脂シートの熱処理による寸法変化の評価を行う樹脂シートの製造装置を提供する。
【解決手段】ロール状の樹脂シートを引き出し、熱処理後、再びロール状に巻き取る熱処理装置であって、熱処理後の樹脂シート10から帯状の検査シートを連続的に分離する切断分離部51と、切断分離後の検査シートに所定長さの表示機能を有するマークを付与するマーキング部52と、マーク付与後の検査シートを加熱する検査用加熱部53と、加熱後の検査シートを冷却する検査用冷却部54と、冷却後の検査シートのマークを検出するマーク検出部55と、マーク検出結果と前記所定長さとの関係から検査シートの収縮率を求める演算部58と、検査用冷却部から巻取用のロールまで検査シートを案内する検査シート巻取案内部56と、検査シートの収縮率に基づいて、熱処理部の熱処理条件を制御する制御部59と、を備えたことを特徴とする樹脂シートの熱処理装置である。
(もっと読む)
射出成形材料およびその製造方法
【課題】射出成形時において高い流動性を有し、また、成形品において高い衝撃強度が得られる射出成形材料およびその製造方法を提供すること。
【解決手段】射出成形材料は、分子中の分岐度合いが0.35〜0.55〔nm/(g/mol)〕であり、重量平均分子量が1万〜8万であるポリカーボネート樹脂が40〜90質量%の割合で含有され、重量平均分子量が1万〜5万である熱可塑性のポリエステル樹脂が5〜30質量%の割合で含有されてなる樹脂組成物よりなることを特徴とする。射出成形材料の製造方法は、(A)分子中の分岐度合いが0.35〜0.55〔nm/(g/mol)〕であり、重量平均分子量が1万〜8万であるポリカーボネート樹脂、および、(B)重量平均分子量が1万〜5万である熱可塑性のポリエステル樹脂を含有する原料を溶融・混練し、その後、間隙距離が5mm以下のスリットに通過させる間隙通過処理を施すことを特徴とする。
(もっと読む)
押出機およびそれを用いた溶融混練方法
【課題】粉体フィラーの搬送効率が高く、粉体フィラーの分散性が良好で、物性の良好な樹脂組成物を得る押出機を提供する。
【解決手段】押出機の最も上流に位置する第一混練ゾーン3が、以下の組み合わせのニーディングブロックa〜dを、上流から、少なくとも1個のaとbをこの順で含むユニットを少なくとも2組、a又はdを少なくとも1個、cを少なくとも1個の順で含む。混練ゾーン3の長さはバレル径の6〜15倍である。a.B/D=0.18〜0.6、α=10〜50度、L/D=0.8〜3.3、b.B/D=0.15〜0.6、α=85〜95度、L/D=0.8〜3.3、c.B/D=0.05〜0.25、α=100〜140度、L/D=0.25〜1.5、d.B/D=0.05〜0.17、α=10〜50度、L/D=0.45〜0.75。ただしB、D、α、Lは羽根の厚み、スクリュ径、隣接する2枚の羽根の間のねじれ角度、長さを示す。
(もっと読む)
半導体素子封止用樹脂組成物およびそれを用いた半導体封止体
【課題】供給用容器内における成分の滞留を、供給用容器の形状や容量に影響されることなく防ぐことができるといった特殊な製造方法により得られる、物性が安定した半導体素子封止用樹脂組成物およびそれを用いた半導体封止体を提供する。
【解決手段】下記(A)〜(C)成分を含む半導体素子封止用樹脂組成物であって、
体積平均粒径が5μm以上50μm以下となるように調整された(A)成分および(B)成分と、(C)成分とを、(A)成分および(B)成分の体積平均粒径における球形換算の重量が、(C)成分の体積平均粒径における球状換算の重量に対して0.4〜20倍となるよう混合されてなる半導体素子封止用樹脂組成物およびそれを用いた半導体封止体とする。
(A)エポキシ樹脂
(B)硬化剤
(C)無機質充填剤
【選択図】なし
(もっと読む)
樹脂シートの熱処理装置
【課題】樹脂シートの熱処理による寸法変化の評価を行う樹脂シートの製造装置を提供する。
【解決手段】ロール状の樹脂シート10を引き出し、熱処理して、再びロール状に巻き取る、という樹脂シートの熱処理装置であって、熱処理後の樹脂シートから帯状の検査シートを連続的に分離する切断分離部51と、切断分離後の検査シートに所定長さの表示機能を有するマークを付与するマーキング部52と、マーク付与後の検査シートを加熱する検査用加熱部53と、加熱後の検査シートを冷却する検査用冷却部54と、冷却後の検査シートのマークを検出するマーク検出部55と、マーク検出結果と前記所定長さとの関係から検査シートの収縮率を求める演算部58と、検査用冷却部54から巻取用のロール57まで検査シートを案内する検査シート巻取案内部56と、を備えたことを特徴とする樹脂シートの熱処理装置である。
(もっと読む)
アクリル系樹脂組成物からなるペレットの製造方法
【課題】乾燥工程が不要でかつ、カットミスの少ないアクリル系樹脂組成物からなるミニペレットの製造方法を提供する。
【解決手段】押出機で溶融混練したアクリル系樹脂組成物からペレット直径0.4mm以上、1mm以下のペレットを製造する方法であって、ダイスから吐出したストランドを少なくとも冷却水に接触し、その冷却水接触時間が0.2秒以下、冷却水水温が20℃以上、80℃以下、ダイスから吐出したストランドの(樹脂温度−ガラス転移温度)が120℃以下、ダイスから水切装置までのガイドロールの溝数がストランドの本数以上、を実施する。
(もっと読む)
ペレタイザ−
【課題】固定刃と回転刃との間のクリアランスを容易に、しかも確実に調整保持せしめ、常にストランドの切断作業を確実に行なうことが出来る、ペレタイザ−を提供しようとするものである。
【解決手段】引取りロ−ル3から送出されるストランドを固定刃6とヘリカル刃状回転刃15とによりペレットに切断せしめるペレタイザ−において、上記回転刃15の両端には固定刃6との間を所定のクリアランスに調整せしめるべくクリアランス調整部材17a・17b・17c・17d・17e・17fが同軸状に取付けられている。そして、上記クリアランス調整部材17a・17b・17c・17d・17e・17fは回転刃15の半径と同径の調整部19a・19b・19c・19d・19e・19fを有する。
(もっと読む)
ポリカーボネート樹脂の製造方法
【課題】光学的特性、熱安定性、色相、及び機械的強度に優れ、かつ異物の少ないポリカーボネート樹脂を、効率的かつ安定的に製造する。
【解決手段】原料モノマーとして少なくとも9,9−ビス(4−ヒドロキシフェニル)フルオレンもしくは該フルオレンの環状エーテル付加物を含むポリカーボネート樹脂を押出機に供給し、混練、高分子量化した後、ダイスから吐出させ、ポリカーボネート樹脂を製造する方法であって、押出機で1時間当たりに押し出す樹脂の重量をW(kg/h)、押出機のバレルの断面積をS(m2)とした場合に、下記式(2)を満たすことを特徴とするポリカーボネート樹脂の製造方法。12000≦W/S≦60000・・・(2)
(もっと読む)
繊維状ナノ物質の樹脂粒子粉末との混合方法
【課題】繊維状ナノ物質が有する優れたネットワーク形成能を十分に生かすことができ、その充填量に見合った機能の発現を可能とする、繊維状ナノ物質の樹脂粒子粉末との混合方法を提供する。
【解決手段】本発明にかかる繊維状ナノ物質の樹脂粒子粉末との混合方法は、樹脂粒子の粉末に繊維状のナノ物質を分散混合するにあたり、前記ナノ物質を、前記樹脂粒子と同一種類の樹脂からなり前記樹脂粒子よりも微細な混和助成樹脂微粒子の分散共存下、液に分散させた状態で前記樹脂粒子の粉末に混合することを特徴とする。
(もっと読む)
加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子とその製造方法及び熱可塑性樹脂発泡成形体とその製造方法
【課題】押出機内で食い込み変動が生じ難い加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子の提供。
【解決手段】発泡剤が含有された熱可塑性樹脂粒子であって、安息角が25°〜45°の範囲内であり、且つ粒子径の変動係数(CV値)が20%以下であることを特徴とする加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子。樹脂供給装置内で溶融された熱可塑性樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化して発泡剤含有熱可塑性樹脂粒子を得る溶融押出法によって、安息角が25°〜45°の範囲内であり、且つ粒子径の変動係数(CV値)が20%以下である加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子を得る製造方法。
(もっと読む)
プリフォームおよび容器
【課題】プリフォームの成形時に口栓部にひけが発生することを防止し、閉栓後の容器に外気の流入が生じることを防止することが可能なプリフォームおよび容器を提供する。
【解決手段】プリフォーム10は、内筒45および外筒46を有するキャップ40が嵌合される容器30用のものであり、キャップ40が嵌合される口栓部11と、口栓部11に連結されたプリフォーム本体12とを備えている。口栓部11は、キャップ40の内筒45に当接する内壁15と、キャップ40の外筒46が嵌め込まれる外壁16とを有している。口栓部11の外壁16に、円周方向に延びる単一の円周溝23が設けられ、この単一の円周溝23により、口栓部11の厚肉部の割合を少なくするとともに、成形時の口栓部11からの放熱を向上させて、口栓部11内部の溶融樹脂が冷却・固化する際の体積収縮による口栓部11の表面樹脂の引き込みを緩和し、ひけの発生を防止する。
(もっと読む)
加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子とその製造方法及び熱可塑性樹脂発泡成形体とその製造方法
【課題】押出機内で食い込み変動が生じ難い加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子の提供。
【解決手段】発泡剤が含有された熱可塑性樹脂粒子であって、該樹脂粒子は、アスペクト比が1.2〜5.0の範囲内であることを特徴とする加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子。樹脂供給装置内で溶融された熱可塑性樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化して発泡剤含有熱可塑性樹脂粒子を得る溶融押出法によって、アスペクト比が1.2〜5.0の範囲内である加熱溶融発泡成形用の発泡剤含有熱可塑性樹脂粒子を得る製造方法。
(もっと読む)
1 - 20 / 224
[ Back to top ]