
Fターム[4F201BA03]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 成形材料の処理、取扱一般の区分 (2,472) | 予備成形品の製造一般 (260)
Fターム[4F201BA03]に分類される特許
1 - 20 / 260
プリフォームの射出成形装置、射出成形方法、及びプリフォーム
【課題】 本発明の課題は、主材層の中に第2の樹脂層を積層したプリフォームの射出成形においてプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにある。
【解決手段】 主材層中に中間層として第2の樹脂層を積層した試験管状のプリフォームの射出成形方法において、主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、第2の樹脂が供給される前、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、シャットオフピンを摺動させ、その先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする。
(もっと読む)
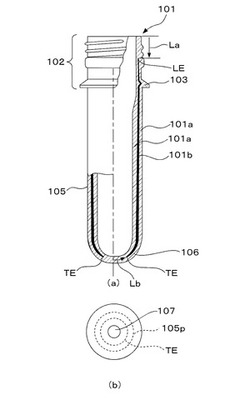
プラスチックボトル成形用プリフォーム

【課題】 樹脂重量が25.0g以下の、容量600ml以下のプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部2、サポートリング3、胴部5及び胴部5の端部を閉塞する底部6を備える、樹脂重量が25.0g以下のプリフォームである。
サポートリング3の下に最小肉薄部からなる長さ5.0〜10.0mmのサポートリング下肉薄部4が設けられ、底部6はゲート部のほうに向けて徐々に肉厚を薄く形成されている。
(もっと読む)
封止用樹脂シートの製造方法
【課題】本発明は、製造コストを抑え、所望の膜厚の封止用樹脂シートを製造することができる封止用樹脂シートの製造方法を提供する。
【解決手段】本発明は、基板に実装した電子部品を封止する封止用樹脂シート1の製造方法である。液状樹脂21を型20に入れ、熱処理で半硬化状態にして樹脂体22を形成し、形成した樹脂体22を、硬化温度より低い温度で加熱し、加圧して引き伸ばす。樹脂体22の厚みは、封止用樹脂シート1の膜厚より大きい。
(もっと読む)
プリフォームの射出成形装置
【課題】 本発明は中間層樹脂が流動する中流路の下流側の端部に遮断縦リブ片を配設して中間層樹脂を周方向に分断するようにしたノズル部を使用するプリフォームの射出成形装置において、プリフォームにおける中間層のリーディングエッジの高さ位置の周方向での変動を小さくすることを技術的課題とする。
【解決手段】 ノズル部は、基体層を形成する内流路及び外流路と、中間層を形成する中流路の3ケの円筒状の層形成流路を配設したものとし、中流路は下流側の端部に周方向に並列状にこの中流路を横断する遮断縦リブ片を配設し、この遮断縦リブ片により中流路を周方向に所定の数の流路に分断する構成とし、また、プリフォームに現出する中間層のリーディングエッジの最上端と最下端の高低差が小さくなるように、遮断縦リブ片の周方向の配設位置により中流路における中間層樹脂の流動挙動を調整する構成とする。
(もっと読む)
半導体封止用エポキシ樹脂成形材料の製造方法、半導体封止用エポキシ樹脂成形材料及び電子部品装置
【課題】混練用機器の金属摩耗粉の混入の少ない半導体封止用エポキシ樹脂成形材料の製造方法、該製造方法により得られた半導体封止用エポキシ樹脂成形材料及びそのエポキシ樹脂組成物を用いた電子部品装置を提供する。
【解決手段】エポキシ樹脂、硬化剤及び無機充填剤を含む原材料を均一に混合する混合工程と、混合工程で得られた混合物1に、振動を与えて搬送する振動フィーダー2と、近赤外線を照射して加熱する近赤外線ヒータ3とを有する振動加熱工程と、振動加熱工程を経た混合物を混練して混練物とする混練工程と、混練工程で得られた混練物を圧延ロールでシート状に圧延する圧延工程と、圧延工程で圧延された混練物を冷却コンベアにて搬送しながら、気体中で冷却する冷却工程と、冷却工程で冷却された圧延混練物を粉砕機にて粉砕する粉砕工程と、粉砕工程で得られた粉砕品を圧縮成形する成形工程とを有する半導体封止用エポキシ樹脂成形材料の製造方法。
(もっと読む)
プラスチックボトル成形用プリフォーム
【課題】 樹脂重量が21.0g以下の、容量600mlのプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部、サポートリング、胴部及び胴部の端部を閉塞する底部を備える。
樹脂重量は21.0g以下であり、プリフォームの全長を92.5mmより小さくし、胴径を24.0mmより小さくし、サポートリングの下に最小肉薄部からなる長さ5〜10mmのサポートリング下肉薄部を設け、更に胴部の肉厚をサポートリング下肉薄部より厚くし、且つ底部はゲート部のほうに向けて徐々に肉厚を薄くした。
(もっと読む)
改良型プラスチック・プリフォーム
【課題】プリフォームから得られるボトルの寸法、及び物理的特性を同一に維持しながらも、従来のプリフォームに比べて大幅に低減された重量の改良型プリフォームを提供する。
【解決手段】プラスチック材料のプリフォーム1からブロー成形によって中空体を製造するにあたり、開放端2、及び閉鎖端4を有する実質的に円筒形の中心体3を含むプリフォーム1の閉鎖端4の中心領域に相当する箇所に、プリフォーム1から外側へ突出する中空の突起5を形成し、プリフォーム1の引き伸ばし棒の先端を内部に収容可能な中空の突起5を備えて、中空体の最終的な長さまで引き伸ばし、その後、加熱され、引き伸ばされたプリフォームの中に、圧縮された空気の流れを導入する。なお、中空の突起5と、プリフォーム1の閉鎖端4の残りの側部は、球形、円錐形、楕円形、又は放物線形であってよい。
(もっと読む)
容器用プリフォーム及びその製造方法
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体が作成可能な容器用プリフォームを製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;を含む。
(もっと読む)
熱可塑性複合材料形成用等方性ランダムマットの製造方法
【課題】強化繊維と熱可塑性樹脂からなる複合材料用の等方性ランダムマットを効率的に製造する方法を提供する。
【解決手段】複数の強化繊維からなるストランドYを長手方向に沿って連続的にスリットして複数の細幅ストランドにした状態で、切断・解繊装置14にて平均繊維長3〜100mmに連続的にカットし、カットした強化繊維束に気体を吹付けて開繊させ、これを熱可塑性樹脂供給部15からの粉粒体状又は短繊維状の熱可塑性樹脂とともに、通気性支持体16上に散布し堆積・定着させることにより、上記強化繊維と上記熱可塑性樹脂とが混在する等方性ランダムマットMを形成する。このランダムマットMを加熱加圧することにより、薄肉で物性の良好な熱可塑性複合材料となる。
(もっと読む)
天然繊維強化樹脂ストランドの製造方法及び製造装置
【課題】射出成形用天然繊維強化樹脂のストランド、ペレットの製造に際し、繊維間に樹脂を十分に含浸させて強度を高められる簡易な製造装置を提供する。
【解決手段】天然繊維の撚糸束を予熱パイプ4内に通過させて被覆される樹脂の溶融温度近くまで予熱し、クロスヘッドダイ1を通過させて予熱された撚糸束に溶融樹脂を被覆し、筒状ヒーター5内に軸方向に複数本のピンが梯子状に配設された樹脂含浸部Cを撚糸束が樹脂の溶融温度近くの温度に保持されて通過する際に、ピンにジグザグ状に掛けわたされて進み、ピン上下で摺擦されることにより撚糸束の繊維間に樹脂が十分に含浸される。撚糸束が予熱パイプ4内で樹脂の溶融温度近くまで予熱されることにより撚糸束への樹脂被覆が良好になされる。
(もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】熱可塑性樹脂組成物への蓄熱を抑制して、熱可塑性樹脂組成物の熱劣化を抑制する熱可塑性樹脂組成物の製造方法を提供する。
【解決手段】熱可塑性樹脂と植物性材料との合計に対して30〜95質量%の植物性材料を含む熱可塑性樹脂組成物の製造方法であって、樹脂と植物性材料とを混合物とする工程と、混合物を細分化する工程と、を備え、細分化工程では、対向しつつ逆回転するローラ31とローラ32とを備え、各ローラの表面には、軸方向に沿って延びる複数の凸条312及び322を有し、隣り合う凸条の間は複数の凹部314及び324とされ、ローラ31とローラ32との凹部314と324とが合わさった空間33を連続形成可能である細分化装置を用いて、ローラの間に供給された混合物を咬み込みながら細分化して排出する。
(もっと読む)
成形材料の製造方法
【課題】
強化繊維基材とポリフェニレンエーテルエーテルケトンからなる成形材料を、より容易に、生産性よく製造する方法を提供する。
【解決手段】
強化繊維基材(A)を引き出し、連続的に供給する工程(I)、該成分(A)にポリフェニレンエーテルエーテルケトンオリゴマー(B)を複合化して複合体を得る工程(II)、該成分(B)をポリフェニレンエーテルエーテルケトン(B’)に重合させる工程(III)、および該成分(A)、該成分(B’)からなる複合体を冷却し引き取る工程(IV)を有してなる成形材料の製造方法であって、該成分(B)の融点が270℃以下である成形材料の製造方法。
(もっと読む)
樹脂混練物およびシート
【課題】混練物中における気孔の気孔径および気孔数を低減でき、各種産業製品において好適に使用できる樹脂混練物を提供すること。
【解決手段】表面積4.00mm2当たりにおける、気孔径20μm以上の気孔数を30個以下となるように、樹脂混練物を調製する。
(もっと読む)
樹脂押出用ダイ
【課題】目ヤニの発生の少ない樹脂押出用ダイを提供する。
【解決手段】押出機から供給される溶融樹脂をストランド状に押し出すための樹脂押出用ダイであって、
ダイの先端に突出して設けられた溶融樹脂吐出ノズルと、
吐出ノズルの先端部の周囲に間隙を形成して覆うように設けられ、その間隙から気体を噴出する気体噴出装置とからなり、
溶融樹脂吐出ノズルは略筒状の外形をなし、吐出ノズルの樹脂吐出孔はノズル先端に向かって拡径する逆テーパー状の拡径開孔とされていることを特徴とする樹脂押出用ダイによる。
(もっと読む)
多層溶融合成樹脂供給装置
【課題】装置の機械的強度を過剰に低減せしめる等の別個の問題を生成せしめることなく、外側溶融合成樹脂に包み込まれる内側溶融合成樹脂が存在すべきでない部位においても糸状に存在する糸引き現象を可及的に回避乃至抑制することができる多層合成樹脂供給装置を提供する。
【解決手段】主排出路(18)の上流端に連通する副排出路(22)を円筒形状の大径上流部(24)と小径下流部(26)を含む形態にすると共に、遮断部材(58)を副排出路の大径上流部に対応する円柱形状の大径上流部(62)と副排出路の小径下流部に対応する小径下流部(60)とを含む形態にする。
(もっと読む)
繊維強化ABS系樹脂材料及び成形体
【課題】耐衝撃性を維持しつつ、曲げ強度を向上させた成型体が得られる繊維強化ABS系樹脂材料及びこれを用いてなる成形体を提供する。
【解決手段】アクリル樹脂からなるマトリクス樹脂を長繊維からなる繊維材料と複合させてなる樹脂繊維複合シートとABS系樹脂シートとが積層されてなる繊維強化ABS系樹脂材料を用いる。
(もっと読む)
プリフォームおよび容器
【課題】プリフォームの成形時に口栓部にひけが発生することを防止し、閉栓後の容器に外気の流入が生じることを防止することが可能なプリフォームおよび容器を提供する。
【解決手段】プリフォーム10は、内筒45および外筒46を有するキャップ40が嵌合される容器30用のものであり、キャップ40が嵌合される口栓部11と、口栓部11に連結されたプリフォーム本体12とを備えている。口栓部11は、キャップ40の内筒45に当接する内壁15と、キャップ40の外筒46が嵌め込まれる外壁16とを有している。口栓部11の外壁16に、円周方向に延びる単一の円周溝23が設けられ、この単一の円周溝23により、口栓部11の厚肉部の割合を少なくするとともに、成形時の口栓部11からの放熱を向上させて、口栓部11内部の溶融樹脂が冷却・固化する際の体積収縮による口栓部11の表面樹脂の引き込みを緩和し、ひけの発生を防止する。
(もっと読む)
熱可塑性樹脂製プリフォーム及びその製造方法
【課題】成形過程での成形不良を抑制し、材料歩留まりに優れた熱可塑性樹脂容器のためのプリフォームおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂シートを圧縮成形して底部23および開口部22を有する形状に形成された圧縮成形層24と、前記圧縮成形層24の外面もしくは内面に射出成形にて形成された射出成形層15とを有し、加熱して軟化させた状態でブロー成形することにより所定の形状に膨張させて成形される熱可塑性樹脂製プリフォームにおいて、前記射出成形層15が、前記底部23において最も厚く、開口部22側に向かって徐々に薄くなるように形成されている。
(もっと読む)
プリフォーム及び同プリフォームの製造方法並びに同プリフォームを用いた繊維強化樹脂成形品の製造方法
【課題】ハイサイクルプレス成形で成形した成形品の表面に凸凹部分が発生するのを抑制することができるプリフォーム及び同プリフォームの製造方法並びに同プリフォームを用いた繊維強化樹脂成形品の製造方法を提供する。
【解決手段】予め本発明の裏面にフィルム状樹脂組成物(7) を貼り付けたプリフォーム(6) を用いずに成形した成形品から、成形品の表面に発生する樹脂枯れや凸凹部分の発生箇所(欠陥箇所)を特定しておき、一以上積層した原プリフォーム裏面側の前記欠陥箇所に対応する特定部位に、前記凸凹部分を覆う面積のフィルム状樹脂組成物(7) を貼り付ける。この裏面にフィルム状樹脂組成物を貼り付けたプリフォームを用いて成形品を製造する。
(もっと読む)
プリフォーム成形機及びプリフォーム成形方法
【課題】比較的に構造が簡略で且つ低コストでありながら、安定して均質なプリフォーム樹脂の成形が可能となる。
【解決手段】上型108と下型118との間に形成されるキャビティで原料樹脂102を所定の形状に成形するプリフォーム成形機100において、荷重フレーム104と、第1厚み部分114Aを有する荷重受け部材114と、上型108を荷重フレーム104に対して接近・離間させる上型用エアシリンダ110と、下型118を上型108に対して接近・離間させる下型用エアシリンダ136と、型締めの際に、上型用エアシリンダ110により離間された荷重フレーム104と上型108との間に第1厚み部分114Aを接触介在させ、下型用エアシリンダ136によって生じ下型118から上型108に伝わる推力が荷重フレーム104に伝達可能となるように荷重受け部材114を移動させる移動機構116と、を備える。
(もっと読む)
1 - 20 / 260
[ Back to top ]