
Fターム[4F201BK13]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 混合、混練 (2,974) | 可動式 (1,364) | スクリューによる混合、混練 (535)
Fターム[4F201BK13]に分類される特許
1 - 20 / 535
樹脂造粒用ダイプレート
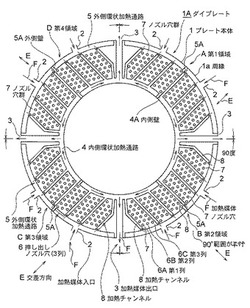
【課題】本発明は、各ノズル穴群の押し出しノズル穴の数を従来よりも多くして大量処理に対応可とし、加熱媒体の加熱チャンネルへの通過を一度のみとすることにより各押し出しノズル穴の温度差をなくすことを目的とする。
【解決手段】本発明による樹脂造粒用ダイプレートは、各加熱チャンネル(8)間の各押し出しノズル穴(6)は、プレート本体(1)の円周方向と交差する交差方向(E)に沿って少なくとも3列配設され、前記加熱チャンネル(8)に流す加熱媒体(F)は1回のみであり、前回供給し温度が低下した加熱媒体(F)は次回には続いて供給しないようにした構成である。
(もっと読む)
樹脂成形品の製造方法

【課題】 一方向に対する引張り強度、曲げ強度、耐衝撃強度が優れた樹脂成形品の製造方法を提供すること。
【解決手段】 熱可塑性樹脂と繊維とを混合した樹脂材料を成形する樹脂成形品の製造方法において、熱可塑性樹脂と繊維とを混合した樹脂材料を、断面積が10mm2以下の開口部11から押出して、ストランド状21又はリボン状22の中間成形体23を成形した後、この中間成形体23を一方向に並べてプレス成形することを特徴とすることを特徴とする。
(もっと読む)
熱可塑性樹脂組成物の製造方法及び成形体
【課題】電気・電子用部品として好適な電気絶縁性を有し、厚さ方向の熱伝導性、及び強度に優れた成形体、並びに該成形体を得るための熱可塑性樹脂組成物の製造方法の提供。
【解決手段】シリンダ及び前記シリンダ内に設置されたスクリューを備えた溶融混練押出機を用い、前記シリンダに設けられた供給口から、(A)熱可塑性樹脂、(B)アルミナ微粒子及び(C)繊維状充填材を前記シリンダに供給して溶融混練することにより、熱可塑性樹脂組成物を製造する方法であって、前記溶融混練押出機のノズルから外部に押し出された混練物を、冷却速度35℃/秒以下で冷却する熱可塑性樹脂組成物の製造方法;かかる製造方法で得られた熱可塑性樹脂組成物を成形してなる成形体。
(もっと読む)
繊維強化プラスチック廃材の再資源化方法、再生成形体、及び再資源化装置
【課題】繊維強化プラスチック廃材から特性の高い再生成形体を得るための繊維強化プラスチック廃材の再資源化方法を提供する。
【解決手段】繊維強化プラスチック廃材を破砕して破砕物とする破砕工程と、破砕物から篩処理により異物を除去する篩処理工程と、異物が除去された破砕物を加熱溶融及び押出成形する加熱成形工程と、を含み、加熱成形工程は、目開きサイズが0.3mm以上かつ0.6mm以下のスクリーンメッシュを用いて押出成形する。
(もっと読む)
処理装置
【課題】2軸連続式の処理装置において、その回転軸に装着された装着部材のケーシング内面との接触に起因する不具合を防止する。
【解決手段】ケーシング本体部1cの排出口8の近傍で回転軸2の外周に装着され、外周面の平坦な頂部5aでケーシング本体部1cの内周に嵌め込んだブッシュ13の内面に摺接するとともに、各回転軸2の同一軸方向位置に装着されたものどうしでセルフクリーニングを行う排出スクリュ5を、ガラス繊維を25wt%分散させたポリテトラフルオロエチレン(PTFE)で形成することにより、装着部材としての強度を確保しながら、排出スクリュ5とブッシュ13の摺接部および排出スクリュ5どうしの間で金属粉の発生や被処理物の固着が生じないようにしたのである。
(もっと読む)
発泡ポリウレタン減容処理装置
【課題】かさ高の発泡ポリウレタンの廃棄物を連続的に処理し、高い密度に圧縮する。
【解決手段】発泡ポリウレタンの投入口を有する押出機と、発泡ポリウレタンと薬剤とを反応させるための反応容器とを含み、押出機で圧縮された発泡ポリウレタンに薬剤を注入する薬剤注入部を有する発泡ポリウレタン減容処理装置を使用する。押出機は、らせん状の凸部及び凹部を有するスクリューを備えたスクリュー押出機を使用することが望ましい。
(もっと読む)
軽量化された発泡木質プラスチック成形体の製造方法
【課題】熱可塑性樹脂とセルロース材料にマスターバッチ化された熱膨張性マイクロカプセルを配合することにより、より軽量化された発泡木質プラスチック成形体を製造することを課題とする。
【解決手段】熱膨張性マイクロカプセルをベース樹脂によりマスターバッチ化する工程と、熱可塑性樹脂とセルロース材料とマスターバッチ化された熱膨張性マイクロカプセルとを、50ないし70重量部:30ないし50重量部:4ないし6重量部の配合割合で溶融混練し、押出成形又は射出成形する工程と、を含み、ベース樹脂の融点が、熱膨張性マイクロカプセルの発泡開始温度以下であり且つ熱可塑性樹脂の融点以下である、発泡木質プラスチック成形体の製造方法を提供する。
(もっと読む)
抗菌性プラスチック製品およびその製造方法
【課題】抗菌性プラスチック製品およびその製造方法の提供。
【解決手段】本発明は、抗菌活性成分として、オルトリン酸銀、または部分還元オルトリン酸銀の粒子を含む抗菌性プラスチック製品に関する。前記プラスチック製品は、非常に良好な抗菌効力を有する。その製造法は、前記プラスチック製品が、オルトリン酸銀または部分還元オルトリン酸銀の含量にも関わらず、光の作用下で変色しないという効果を実現する。本発明の第1の実施形態によれば、本発明の目的は、本発明に記載の段階を含む、抗菌作用のあるプラスチック製品を製造するための方法により実現される。
(もっと読む)
高せん断加工装置
【課題】内部帰還型スクリューが芯振れを起こさないで効率よくせん断加工できる。
【解決手段】高せん断加工装置20は、内部に溶融樹脂が導入される加熱筒22と、加熱筒22内に回転可能に配設されていて内部に帰還穴34を連通させた内部帰還型スクリュー23とを備えた。加熱筒22の内周面25と内部帰還型スクリュー23の外周面30の間に外周クリアランス38を形成し、加熱筒22の底部と内部帰還型スクリュー23の先端部との間に先端クリアランス39を形成した。加熱筒22の底部は中央の底面26とその周囲の傾斜面27を有し、内部帰還型スクリュー23の先端部は帰還穴34の流入口33を有する先端面31とその周囲のテーパ面32を有する。傾斜面27とテーパ面32は対向し、流動する溶融樹脂の組成が不均一でも樹脂圧の分力は中心軸線Oに直交する方向に働き、高速回転する内部帰還型スクリュー23の芯振れを抑える。
(もっと読む)
高せん断加工機の回転速度制御装置と回転速度制御方法
【課題】高せん断加工へ移行するに際し、回転数が上昇しても材料の圧力の上昇を抑制して材料に急激なせん断応力がかかって材料の物性が下がることを防止する。
【解決手段】高せん断加工機1の回転速度制御装置17は、樹脂供給工程で加熱筒5内で内部帰還型スクリュー6を低速回転させて材料を周面クリアランス11に供給する低速回転手段26と、内部帰還型スクリュー6を高速回転させて樹脂をクリアランス及び帰還穴14に循環させて高せん断加工する高速回転手段27と、樹脂供給後に高せん断加工工程に移行する際、内部帰還型スクリュー6の回転速度を低速回転数から高せん断加工の高速回転数まで複数の分割時間毎に階段状に上昇させる回転速度移行手段28とを備えた。移行工程において所定時間で階段状に増大させる各回転数は、入力手段24から制御手段23に予め入力する。
(もっと読む)
樹脂組成物の製造方法
【課題】樹脂組成物中に含まれる繊維状充填材の繊維長が制御された樹脂組成物の製造方法の提供を目的とする。
【解決手段】本発明の樹脂組成物の製造方法は、押出機を用いて樹脂(A)と繊維状充填材(B)とを溶融混練して押し出す工程を含む樹脂組成物の製造方法であって、シリンダー2と、シリンダー2に設けられたメインフィード口5と、シリンダー2のメインフィード口5より押出方向後方に設けられたサイドフィード口7と、を備えた押出機10を用い、押出機10のメインフィード口5から、前記樹脂(A)の一部量と、重量平均繊維長が1mm以上の繊維状充填材(B)の一部量と、を供給し、押出機10のサイドフィード口7から、前記樹脂(A)の残量と、前記重量平均繊維長が1mm以上の繊維状充填材(B)の残量と、を供給することを特徴とする。
(もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】
50nm以下の粒子径となるミセル構造が、マトリックス中に一様に分散する新規なアロイ構造を有する熱可塑性樹脂組成物を得るための製造方法を提供する。
【解決手段】
下記(I)または(II)の熱可塑性樹脂組成物を製造する際、二軸押出機により溶融混練し、伸張流動しつつ溶融混練するゾーン(伸張流動ゾーン)の前後での流入効果圧力降下が10〜1000kg/cm2であることを特徴とし、かつ原料樹脂を超臨界流体の存在下で溶融混練することを特徴とする熱可塑性樹脂組成物の製造方法
(I)熱可塑性樹脂(A)および反応性官能基を有する熱可塑性樹脂(B)を配合してなる熱可塑性樹脂組成物
(II)熱可塑性樹脂(A)、熱可塑性樹脂(A)とは異なる熱可塑性樹脂(C)および反応性官能基を有する化合物(D)を配合してなる熱可塑性樹脂組成物。
(もっと読む)
押出装置および押出方法
【課題】シリンダの内部空間の予備加熱に要する時間を短縮可能な技術を提供する。
【解決手段】押出装置30は、筒状のシリンダ71と、シリンダ71の内部空間Vに回転自在に配置されたスクリュー73と、内部空間Vを外周側から加熱する外部ヒータ72を備える。さらに、押出装置30は、スクリュー73に脱着可能に組み込まれたヒータ装置80を備える。ヒータ装置80は、例えば、スクリュー73の中空の軸部Qに抜き差し可能なヒータ棒81を備える。
(もっと読む)
木質系成形品の製造方法および木質系成形品
【課題】木質材料の配合割合が高い場合にも、成形圧力を低く抑えることができる木質系成形品の製造方法を提供すること。
【解決手段】(1)木質材料と熱可塑性樹脂の合計重量に対する前記木質材料の重量が70重量%以上となるように、配合する前記木質材料と前記熱可塑性樹脂の量を調整する工程と、(2)前記木質材料と、前記熱可塑性樹脂と、平均粒子径が100μm以下の球状充填材とを含む材料を混練して混練物を得る工程と、(3)前記混練物を型に供給して成形する工程とを含む製造方法とする。
(もっと読む)
発泡性熱可塑性樹脂粒の製造方法
【課題】 熱可塑性樹脂を主原料とし、低沸点で拡散係数が高い発泡剤を圧入しても、簡易かつ安価で、安定的に、また確実に未発泡の発泡性熱可塑性粒が得られる製造方法を提供することにある。
【解決手段】 熱可塑性樹脂、発泡剤、造核剤および、その他の添加剤を押出機内で溶融混練し、複数の小孔を有するダイから加圧冷却水中に未発泡状態で押出し、ダイに接する回転カッターで切断して小粒化する発泡性熱可塑性樹脂粒の製造方法において、発泡剤の種類および量を規定し、加圧冷却水の圧力を1.5MPa超3.5MPa未満とすることにより、低沸点で拡散係数が高い発泡剤を圧入しても、簡易かつ安価で、安定的に、また確実に未発泡の発泡性熱可塑性粒を得ることができる。
(もっと読む)
ゴム組成物の混練設備及び混練方法
【課題】シランカップリング剤の反応時間を確保してゴム組成物の混練工程を効率よく行うと共に、設備の設置面積も抑制可能なゴム組成物の混練設備を提供する。
【解決手段】原料ゴム、シリカ及びシランカップリング剤(ゴム組成物)を投入する投入口10と、ゴム組成物を混練するローター11と、ゴム組成物を排出する排出口12と、を備えた密閉式混合機1と、密閉式混合機1から排出されたゴム組成物を受け入れる受け入れ容器2と、受け入れ容器2からゴム組成物を移送する移送装置3と、移送装置3からのゴム組成物が投入される投入口40と、混練するローター41と、ゴム組成物を排出する排出口42と、を備え、カップリング反応を促進させるニーダー4と、ニーダー4から排出されたゴム組成物からシート状のゴムを成形するゴム成形装置5と、を設けており、受け入れ容器2、移送装置3、ニーダー4、ゴム成形装置5が同一フロアに設置されている。
(もっと読む)
射出成形材料およびその製造方法
【課題】射出成形時において高い流動性を有し、また、成形品において高い衝撃強度が得られる射出成形材料およびその製造方法を提供すること。
【解決手段】射出成形材料は、分子中の分岐度合いが0.35〜0.55〔nm/(g/mol)〕であり、重量平均分子量が1万〜8万であるポリカーボネート樹脂が40〜90質量%の割合で含有され、重量平均分子量が1万〜5万である熱可塑性のポリエステル樹脂が5〜30質量%の割合で含有されてなる樹脂組成物よりなることを特徴とする。射出成形材料の製造方法は、(A)分子中の分岐度合いが0.35〜0.55〔nm/(g/mol)〕であり、重量平均分子量が1万〜8万であるポリカーボネート樹脂、および、(B)重量平均分子量が1万〜5万である熱可塑性のポリエステル樹脂を含有する原料を溶融・混練し、その後、間隙距離が5mm以下のスリットに通過させる間隙通過処理を施すことを特徴とする。
(もっと読む)
混練押出装置及び混練押出装置の起動方法
【課題】混練押出装置の起動時に混練押出機からの樹脂取り出し量を少なく抑制することができ、定常運転に移行した場合の樹脂品質の悪化やカッティング運転での問題を防止でき、装置構成の大型化や複雑化をも防止できるようにする。
【解決手段】本発明の混練押出装置1には、ダイバータ12を備えた混練押出機2と、この混練押出機2を駆動する電動機3と、この電動機3に駆動用電力を供給する電源装置4とを有し、電源装置4には、電動機3を定常運転時の出力より小さな出力で低速回転させる駆動用電力を当該電動機へ供給する起動用電力供給部17と、電動機3を定常運転時の出力で高速回転させる駆動用電力を当該電動機へ供給する運転用電力供給部18と、電動機3へ供給する起動用電力供給部17からの駆動用電力を運転用電力供給部18からの駆動用電力に切り替える電源切換装置19と、が備えられている。
(もっと読む)
熱伝導性樹脂組成物の製造方法
【課題】 フィラー高充填化と良好な成形流動性を両立し、かつフィラー分散状態の極めて良好な高熱伝導性樹脂組成物の製造方法を提供する。
【解決手段】 200℃、10kgf荷重時の溶融粘度が5〜2000dPa・sであるポリエステル樹脂(A)70〜20体積部及び、熱伝導フィラー(B)30〜80体積部を含有する熱伝導性樹脂組成物の製造方法であって、全熱伝導フィラー量のうち25〜70質量%(B−i)をポリエステル樹脂(A)に混合して混練したのち、残りの熱伝導フィラー75〜30質量%(B−ii)を添加して混練を行うことで解決できる。
(もっと読む)
樹脂混練物およびシート
【課題】混練物中における気孔の気孔径および気孔数を低減でき、各種産業製品において好適に使用できる樹脂混練物を提供すること。
【解決手段】表面積4.00mm2当たりにおける、気孔径20μm以上の気孔数を30個以下となるように、樹脂混練物を調製する。
(もっと読む)
1 - 20 / 535
[ Back to top ]