
Fターム[4F201BL21]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 造粒 (1,958) | 構成部品、付属装置、補助装置 (590)
Fターム[4F201BL21]の下位に属するFターム
駆動、伝動装置 (16)
供給部、排出部 (50)
制御、検知 (69)
不良部分の切除、除去 (21)
シート、ストランドカットの (361)
Fターム[4F201BL21]に分類される特許
1 - 20 / 73
樹脂造粒用ダイプレート
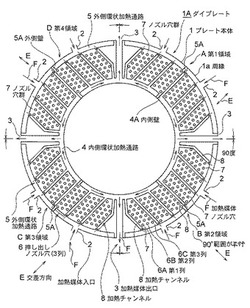
【課題】本発明は、各ノズル穴群の押し出しノズル穴の数を従来よりも多くして大量処理に対応可とし、加熱媒体の加熱チャンネルへの通過を一度のみとすることにより各押し出しノズル穴の温度差をなくすことを目的とする。
【解決手段】本発明による樹脂造粒用ダイプレートは、各加熱チャンネル(8)間の各押し出しノズル穴(6)は、プレート本体(1)の円周方向と交差する交差方向(E)に沿って少なくとも3列配設され、前記加熱チャンネル(8)に流す加熱媒体(F)は1回のみであり、前回供給し温度が低下した加熱媒体(F)は次回には続いて供給しないようにした構成である。
(もっと読む)
ストランド送出し装置およびペレット製造機

【課題】ストランドを高速に切断する際にも暴れ防止部材とストランド搬送面との間にストランドが挟まらず、ストランドの搬送に障害が発生することを防止できるストランド送出し装置を提供する。
【解決手段】ストランドを上部送出しローラ21と下部送出しローラ22とで送出し、上部送出しローラ21を下部送出しローラ22との間隔が変更できるようにローラ支持部30が支持し、ストランドの上下動を抑止する暴れ防止部材40は、ローラ支持部30に上下の変位可能に取り付けた隙間調節部材50において、ローラ支持部30よりも下方となる下部に回動可能に枢支し、暴れ防止部材40が上部送出しローラ21に当たらないように暴れ防止部材40の上動を制限する上動制限部と、下動を制限する下動制限部とを設けた。
(もっと読む)
再生ペレット製造方法とその装置
【課題】捩り癖がなくバージン材料に劣らない均一な再生ペレットの製造方法を提供することを課題とする。
【解決手段】供給された連続樹脂材料Rを捩ってコヨリ状紐材R1を形成し、次いでコヨリ状紐材R1に張力を掛けて延伸させ、次いで外周面に凹凸が形成された一対の圧縮用ローラ70にて延伸されたコヨリ状の延伸紐材R2を点状に圧縮し、然る後、点状に圧縮されて形成された前記圧縮紐材R3を凹状圧痕の間隔よりも広い間隔で切断して再生ペレットPを形成することを特徴とするもので、連続樹脂材料Rを捩ってこれをコヨリ状紐材R1とした後、このコヨリ状紐材R1に張力を掛けて延伸させることで捻り癖を解消し、圧縮後、切断して捻り癖のない再生ペレットPを製造する。
(もっと読む)
プラスチックペレット製造設備
【課題】プラスチックペレットを製造する際に、冷却水で冷却されたプラスチックペレットの水切りを適切に行うことができるプラスチックペレット製造設備を提供する。
【解決手段】プラスチックペレット31を冷却水21から分離する(水切りする)ための水切り手段として、受入水槽22内の冷却水21の水面21aより上方に、押出機11から押し出された棒状のプラスチックをカッタ12で切断した際に生じる切屑(ペレット切屑)32を通過させない大きさの網目を有する金網コンベア24が設置されている。
(もっと読む)
アクリル系樹脂組成物からなるペレットの製造方法
【課題】乾燥工程が不要でかつ、カットミスの少ないアクリル系樹脂組成物からなるミニペレットの製造方法を提供する。
【解決手段】押出機で溶融混練したアクリル系樹脂組成物からペレット直径0.4mm以上、1mm以下のペレットを製造する方法であって、ダイスから吐出したストランドを少なくとも冷却水に接触し、その冷却水接触時間が0.2秒以下、冷却水水温が20℃以上、80℃以下、ダイスから吐出したストランドの(樹脂温度−ガラス転移温度)が120℃以下、ダイスから水切装置までのガイドロールの溝数がストランドの本数以上、を実施する。
(もっと読む)
樹脂押出用ダイ
【課題】目ヤニの発生の少ない樹脂押出用ダイを提供する。
【解決手段】押出機から供給される溶融樹脂をストランド状に押し出すための樹脂押出用ダイであって、
ダイの先端に突出して設けられた溶融樹脂吐出ノズルと、
吐出ノズルの先端部の周囲に間隙を形成して覆うように設けられ、その間隙から気体を噴出する気体噴出装置とからなり、
溶融樹脂吐出ノズルは略筒状の外形をなし、吐出ノズルの樹脂吐出孔はノズル先端に向かって拡径する逆テーパー状の拡径開孔とされていることを特徴とする樹脂押出用ダイによる。
(もっと読む)
樹脂ペレットの製造方法
【課題】高分子電解質等の電気化学分野における材料を製造する際に、原料として好適に用いられる樹脂ペレットの製造に好適な樹脂ペレットの製造方法を提供する。
【解決手段】溶融状態のアルキレンオキシド系水溶性樹脂を、フッ素樹脂で被覆した金属のフッ素樹脂面13,14に接触させて冷却する工程、該フッ素樹脂面からアルキレンオキシド系水溶性樹脂を剥離する工程、及び、該水溶性樹脂を切断してペレット化する工程を含む樹脂ペレットの製造方法。
(もっと読む)
型内発泡成形用熱可塑性樹脂発泡粒子の製造方法
【課題】型内発泡成形用熱可塑性樹脂発泡粒子の製造方法を提供する。
【解決手段】熱可塑性樹脂組成物を押出機に供給して発泡剤の存在下にて溶融混練する工程と、上記押出機の前端に取り付けたノズル金型1から熱可塑性樹脂押出物を押出し、この熱可塑性樹脂押出物を発泡させながら、上記ノズル金型の前端面に接触しながら回転する回転刃5によって切断して熱可塑性樹脂発泡粒子を製造し、上記熱可塑性樹脂発泡粒子を切断応力によって飛散させる工程と、上記熱可塑性樹脂発泡粒子を上記ノズル金型1の前方に配設した冷却部材の冷却ドラム41内周面に沿って流している冷却液42に衝突、浸漬させて冷却する工程とを備えており、上記冷却液42の厚みが上記熱可塑性樹脂発泡粒子の粒径の1.5倍以上となるように調整していることを特徴とする。
(もっと読む)
水中カット造粒装置
【課題】水中カット造粒装置において、搬送水を高所へ揚水させることに伴って生じる位置エネルギーを回収し、再利用できるようにすることで、省エネルギー化を図るようにする。
【解決手段】ダイから押し出される溶融樹脂を水室11内でカッタにより切断してペレットにする切断装置2と、この切断装置2の水室11から搬送水と共に下流へ送り出されたペレットを搬送水から分離する分離装置3と、この分離装置3の下方に設置されて分離装置3から排出された搬送水を貯留するタンク4とを有すると共に、このタンク4と前記水室11との間で搬送水を循環させるように循環経路が形成されている水中カット造粒装置1において、水室11の下流側に形成されている戻り側循環経路に、この経路内を上から下へ流れ落ちる搬送水のエネルギーで発電する水力発電装置10が設けられたものとする。
(もっと読む)
ポリオレフィン樹脂の造粒システム及びそれを用いた造粒方法
【課題】別途メルトフローレート(MFR)分析機器を設置せずに、造粒機内のポリオレフィン樹脂のMFRをほぼ正確に瞬時に推測でき、推測されたMFRを用いて安定的に所望の運転状態を実現・維持できるポリオレフィン樹脂の造粒システム及びそれを用いた造粒方法の提供。
【解決手段】ポリオレフィン樹脂原料を造粒機に供給して造粒するシステムであって、前記造粒機の運転データのうち、少なくとも1項目の所定の運転データを用いて、造粒機内のポリオレフィン樹脂の推測MFRを得るソフトセンサーを有することを特徴とするポリオレフィン樹脂の造粒システム及びこれを用いた造粒方法。
(もっと読む)
熱可塑性樹脂ストランド用吸引式水切り装置
【課題】吸引ノズル体のノズル穴の両側に設けられた吸引スリットの吸引空気を可変とし、ストランドの水切り能力を向上させた熱可塑性樹脂ストランド用水切り装置の提供。
【解決手段】吸引ノズル8のノズル穴13の両側に形成された入口側及び出口側吸引スリット30,31に可動式に設けられ吸引空気の流量を調整するための第1、第2吸引空気調整体15,15aとを備え、各吸引空気調整体15,15aの移動により各吸引スリット30,31の開口面積を変化させる構成。
(もっと読む)
樹脂ペレット製造装置
【課題】帯電防止剤を添加した水がストランドの熱影響により蒸発することを抑え、簡単な処理設備によって帯電防止剤の濃度を安定させる。
【解決手段】押出し機10で成形されたストランド16の表面に帯電防止剤を付着させるとともに、最終的には該ストランドを切断してペレット化する樹脂ペレット製造装置であって、押出し機10から押出されて一方向へ送られるストランド16を冷却する冷却水槽20と、この冷却水槽から送り出されたストランドを受入れ、帯電防止剤が添加された水の中を通過させることによってストランドの表面に帯電防止剤を付着させる帯電防止用の処理設備(処理水槽30)とを備えている。
(もっと読む)
半導体封止用樹脂組成物の製造方法および粉砕装置
【課題】粉砕の際に金属製の異物が混入することを防止しつつ、収率が良く、良好な硬化性を有する半導体封止用樹脂組成物の製造方法および粉砕装置を提供する。
【解決手段】粉砕装置1は、気流式の粉砕装置であり、第1の組成物を粉砕する粉砕部2と、冷却装置3と、高圧空気発生装置4と、粉砕された第1の組成物を貯留する貯留部5とを備えている。粉砕部2は、チャンバ6を備え、チャンバ6の底部には、粉砕された第1の組成物を排出する出口が形成され、出口の近傍には、出口の周囲を囲う壁部が形成されている。チャンバ6の側部には、複数のノズル72が設置され、ノズル72の上部には、ノズル72内に連通する供給部73が設置されている。チャンバ6内に供給する空気の圧力を0.3MPa以上、温度を20℃以下、湿度を40%RH以下に設定する。
(もっと読む)
粉砕装置および粉砕方法
【課題】一対のローラで樹脂組成物を粉砕したときに、その粉砕された樹脂組成物が各ローラの外周面に付着して残留するのを確実に防止することができる粉砕装置および粉砕方法を提供すること。
【解決手段】粉砕装置1は、並べて設置されたローラ4a、4bを有し、ローラ4aとローラ4bの間で硬質の樹脂組成物であるシート材Q1を押し潰して粉砕する粉砕機構2と、粉砕されているシート材Q1およびその粉砕で成形された粉体Q2を冷却する冷却手段3とを備えている。
(もっと読む)
ペレット冷却/搬送用水の排出方法及び装置
【課題】本発明は、PCW入口ラインとPCW出口ラインとの間にバイパスラインを設け、水中カッター装置のドレインバルブからのPCWの排出を円滑化することを目的とする。
【解決手段】本発明によるペレット冷却/搬送用水の排出方法及び装置は、水中カッター装置(4)の出口側(4a)のPCW出口ライン(31)と入口側(34)のPCW入口ライン(32)との間をバイパスライン(40)で接続し、押出機停止後、水中カッター装置(4)のドレインバルブ(35)を開弁した場合、前記PCW出口ライン(31)からの外部空気がバイパスライン(40)を経てPCW入口ライン(32)に入り、PCW入口ライン(32)内のPCW(14a)が排出される方法と構成である。
(もっと読む)
膨張可能なプラスチック粒状物を連続製造するための設備、及び膨張可能なプラスチック粒状物を製造するための方法
本発明は、膨張可能なプラスチック粒状物Gを連続製造するための設備1に関する。設備1は、プラスチック溶融液Fを供給するためのプラスチック溶融液供給源2と、膨張剤供給源により供給された膨張剤Bをプラスチック溶融液Fに含浸させることにより含浸プラスチック溶融液FBを供給するための含浸装置3と、含浸装置3に流体接続された、含浸プラスチック溶融液FBから粒状物Gを製造するための造粒機4、41、42とを備える。本発明によれば、含浸装置3をバイパスしながらプラスチック溶融液Fを造粒機4、41、42に供給することができるように、切換手段5が設けられる。さらに、本発明は、本発明による設備1を使用して粒状物Gを製造するための方法に関する。 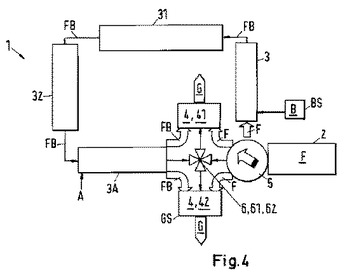 (もっと読む)
(もっと読む)
長繊維強化熱可塑性樹脂ストランドの製造装置及び製造方法
【課題】長繊維強化熱可塑性樹脂ストランドを製造する際に、強化繊維束の内部に熱可塑性樹脂を良好に含浸させて、強化繊維の分散性に優れたストランドの製造装置及びその製造方法。
【解決手段】長繊維強化熱可塑性樹脂ストランドの製造装置は、強化繊維束2に含浸される熱可塑性の第1樹脂7bを溶融状態で貯留する第1樹脂槽と、第1樹脂槽での含浸に先立って含浸され且つ第1樹脂7bより溶融粘度が低く設定されている第2樹脂7aを溶融状態で貯留する第2樹脂槽とを備え、第1樹脂槽と第2樹脂槽とは隔壁20により隔てられており、隔壁20には強化繊維束2を第2樹脂槽から第1樹脂槽へと抜き出す抜出口21が設けられ、強化繊維束2を、第2樹脂槽から抜出口21を経由し第1樹脂槽へと引き抜くことで、第2樹脂7aが含浸した強化繊維束2に第1樹脂7bを含浸する。
(もっと読む)
造粒装置のマルチパートハウジングを接続する装置を備えた造粒装置
本発明は、ダイプレート(1)と、ダイプレート(1)に隣接する切断室ハウジング(2)と、カッタ駆動ハウジング(7)中に設置されたカッタ駆動装置(6)によってカッタ軸(5)を介して駆動される少なくとも1つのカッタ(4)を有する切断装置(3)とを有し、切断室ハウジング(2)が、切断室ハウジングフランジ部(2a)を有し、カッタ駆動ハウジング(7)が、カッタ駆動ハウジングフランジ部(7a)を有し、これら2つは、接続要素によってそこで互いに接続できる、プラスチック材料からペレットを製造するための造粒装置であって、前記接続要素は、フランジ部(2a、7a)の少なくとも1つを密閉するように配置されたクランプカラー(10、11、12)を有し、かつ、偏心閉鎖要素(9)を有し、偏心閉鎖要素(9)は、クランプカラー(10、11、12)の該当端部に接続され、偏心閉鎖要素(9)は、閉位置において、指標開口部(8)を通過する位置決めピン(13)と一列に並んで設置されている少なくとも1つの指標開口部(8)を有する、造粒装置に関する。 (もっと読む)
溶融物がノズルプレートから無制御に流出することを防止する装置
【課題】水中ペレット化用のペレット化装置の始動時に、ノズルプレートから溶融物が流出する際の従来技術における欠点を克服し、特に、構造的に簡単な方法によってコンパクトな構成と同時に熱的問題の軽減を提供する、ノズルプレートからの溶融物が無制御に流出することを防止する装置を提供する。
【解決手段】プロセスチャンバ3内においてノズルプレート2のノズル口1から、溶融物、特にプラスチック溶融物が溶融ストランドの形態で無制御に流出することを防止するための、ノズルプレート2の前に流出防止用の可動遮断部材として機能する溶融ストランド受容部材4を備えた装置を用いる。
(もっと読む)
ローラー冷却装置
本発明は高温流動塊を冷却することにより固体チップへ連続変換するローラー冷却装置に関し、少なくとも1つの冷却ローラー(1)、圧搾ローラー(2)及びプーリー(4)を回る加圧ベルト(3)を含む。
本発明によれば、前記部品(1−4)は一方側からのみ保持され、ローラー(1,2)は前記側のみで支持され、前記側から駆動され、及び前記部品(1−4)はクリーニングの目的で他方側からアクセス及び/又は取り外しが可能である。
(もっと読む)
1 - 20 / 73
[ Back to top ]