
Fターム[4F201BM13]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 予備成形品の製造 (678) | 予備成形品 (237) | 形状、構造 (151) | 積層構造 (53)
Fターム[4F201BM13]に分類される特許
1 - 20 / 53
プリフォームの射出成形装置、射出成形方法、及びプリフォーム
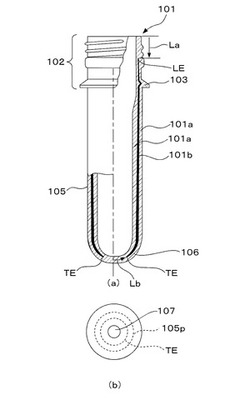
【課題】 本発明の課題は、主材層の中に第2の樹脂層を積層したプリフォームの射出成形においてプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにある。
【解決手段】 主材層中に中間層として第2の樹脂層を積層した試験管状のプリフォームの射出成形方法において、主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、第2の樹脂が供給される前、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、シャットオフピンを摺動させ、その先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする。
(もっと読む)
プリフォームの射出成形装置

【課題】 本発明は中間層樹脂が流動する中流路の下流側の端部に遮断縦リブ片を配設して中間層樹脂を周方向に分断するようにしたノズル部を使用するプリフォームの射出成形装置において、プリフォームにおける中間層のリーディングエッジの高さ位置の周方向での変動を小さくすることを技術的課題とする。
【解決手段】 ノズル部は、基体層を形成する内流路及び外流路と、中間層を形成する中流路の3ケの円筒状の層形成流路を配設したものとし、中流路は下流側の端部に周方向に並列状にこの中流路を横断する遮断縦リブ片を配設し、この遮断縦リブ片により中流路を周方向に所定の数の流路に分断する構成とし、また、プリフォームに現出する中間層のリーディングエッジの最上端と最下端の高低差が小さくなるように、遮断縦リブ片の周方向の配設位置により中流路における中間層樹脂の流動挙動を調整する構成とする。
(もっと読む)
容器用プリフォーム及びその製造方法
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体が作成可能な容器用プリフォームを製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;を含む。
(もっと読む)
複合材料の製造装置および製造方法
【課題】プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法の提供。
【解決手段】型Mの一端から他端へ移動しながらプリプレグ11を型Mに供給する供給機構20と、供給機構20に連動して型Mの一端から他端へ移動しながらプリプレグ11層間のエアを抜出すエア抜き機構30を具備し、供給機構20はプリプレグ11と離型紙12の積層物10を巻き出すプリプレグ巻き出し手段21、離型紙12を巻き取る離型紙巻き取り手段22、プリプレグ11を位置補正する位置補正手段23を備え、エア抜き機構30は幅方向におけるプリプレグ11の中央部を両端部よりも先に型Mに押し付けるように配置された円柱状の押さえ手段31,31を2つ以上備える複合材料の製造装置1。
(もっと読む)
多層溶融合成樹脂供給装置
【課題】装置の機械的強度を過剰に低減せしめる等の別個の問題を生成せしめることなく、外側溶融合成樹脂に包み込まれる内側溶融合成樹脂が存在すべきでない部位においても糸状に存在する糸引き現象を可及的に回避乃至抑制することができる多層合成樹脂供給装置を提供する。
【解決手段】主排出路(18)の上流端に連通する副排出路(22)を円筒形状の大径上流部(24)と小径下流部(26)を含む形態にすると共に、遮断部材(58)を副排出路の大径上流部に対応する円柱形状の大径上流部(62)と副排出路の小径下流部に対応する小径下流部(60)とを含む形態にする。
(もっと読む)
繊維強化ABS系樹脂材料及び成形体
【課題】耐衝撃性を維持しつつ、曲げ強度を向上させた成型体が得られる繊維強化ABS系樹脂材料及びこれを用いてなる成形体を提供する。
【解決手段】アクリル樹脂からなるマトリクス樹脂を長繊維からなる繊維材料と複合させてなる樹脂繊維複合シートとABS系樹脂シートとが積層されてなる繊維強化ABS系樹脂材料を用いる。
(もっと読む)
熱可塑性樹脂製プリフォーム及びその製造方法
【課題】成形過程での成形不良を抑制し、材料歩留まりに優れた熱可塑性樹脂容器のためのプリフォームおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂シートを圧縮成形して底部23および開口部22を有する形状に形成された圧縮成形層24と、前記圧縮成形層24の外面もしくは内面に射出成形にて形成された射出成形層15とを有し、加熱して軟化させた状態でブロー成形することにより所定の形状に膨張させて成形される熱可塑性樹脂製プリフォームにおいて、前記射出成形層15が、前記底部23において最も厚く、開口部22側に向かって徐々に薄くなるように形成されている。
(もっと読む)
プリフォーム及び同プリフォームの製造方法並びに同プリフォームを用いた繊維強化樹脂成形品の製造方法
【課題】ハイサイクルプレス成形で成形した成形品の表面に凸凹部分が発生するのを抑制することができるプリフォーム及び同プリフォームの製造方法並びに同プリフォームを用いた繊維強化樹脂成形品の製造方法を提供する。
【解決手段】予め本発明の裏面にフィルム状樹脂組成物(7) を貼り付けたプリフォーム(6) を用いずに成形した成形品から、成形品の表面に発生する樹脂枯れや凸凹部分の発生箇所(欠陥箇所)を特定しておき、一以上積層した原プリフォーム裏面側の前記欠陥箇所に対応する特定部位に、前記凸凹部分を覆う面積のフィルム状樹脂組成物(7) を貼り付ける。この裏面にフィルム状樹脂組成物を貼り付けたプリフォームを用いて成形品を製造する。
(もっと読む)
射出成形装置及び多層プリフォームの製造方法
【課題】減圧可能な貯留部を介して樹脂を射出する射出機構と、そのような貯留部を備えていない射出機構とを併用して、それぞれの射出機構から溶融樹脂を射出する射出成形装置にあっても、射出時のエアの巻き込みをより確実に抑止することができる射出成形装置及びそのような射出成形装置を用いた多層プリフォームの製造方法を提供する。
【解決手段】
減圧可能な貯留部を介して溶融樹脂を射出する第一の射出機構と、そのような貯留部を備えていない第三の射出機構とを有し、バルブゲート80によって開閉されるゲート部45内に、第一の射出機構のホットランナー14と、第三の射出機構のホットランナー34のそれぞれの流出口が開口するとともに、当該流出口のそれぞれに跨る連通溝85を形成することによって、ゲート部45が閉じられていても、各射出機構のホットランナー14,34が互いに連通した状態となるようにする。
(もっと読む)
プリフォームの製造方法
【課題】比較的大型あるいは肉厚のFRPの成形前駆体としての強化繊維基材のプリフォームを効率よく賦形でき、一連の工程を自動化可能なプリフォームの製造方法の提供。
【解決手段】少なくとも(1)接着材料を表面に付与した、予め所定形状に裁断したシート状強化繊維基材を準備する工程、(2)強化繊維基材を成形型へ搬送する工程、(3)強化繊維基材を成形型の下型上に配置する工程、(4)下型上の強化繊維基材を分割上型でプレスすることにより所定形状に賦形する工程、(5)強化繊維基材の積層体を加熱することにより接着材料を軟化または溶融させて強化繊維基材同士を接着する工程、(6)接着材料を冷却により固化させて強化繊維基材同士を一体化して積層体の賦形形状を目標とする所定形状に固定する工程、(7)賦形された積層体を脱型する工程を有するプリフォームの製造方法。
(もっと読む)
複合合成樹脂生成方法と複合合成樹脂生成装置およびそれにより作成された圧縮成形容器
【課題】複合合成樹脂生成装置に形成される成形品に糸引きが生じても、圧縮成形時に糸引きの部分を溶融樹脂で厚く覆うようにすること。
【解決手段】先端にノズル排出開口11cを有する複合溶融樹脂流出路中に、流出口12b,14bを通して溶融樹脂B,Cを間欠的に流出せしめると共に、流出口12b,14bを囲繞する流出口11bを通して溶融樹脂Aを流出せしめ、溶融樹脂Aと溶融樹脂B,Cとを含む複合溶融樹脂を流出路のノズル排出開口11cから流出せしめ、ノズル排出開口11cから流出せしめられた複合溶融樹脂を流出路11dのノズル排出開口11cに沿って切断することによってドロップを生成する。この際、ノズル排出開口11cからの複合溶融樹脂の流出に応じて、ノズル排出開口11cを囲繞する付加環状流出開口15bを通して付加溶融樹脂Aを流出する。
(もっと読む)
複合合成樹脂生成方法と複合合成樹脂生成装置
【課題】複合合成樹脂生成装置に形成される成形品において生じる糸状の筋を防止する複合合成樹脂生成装置を提供する。
【解決手段】外側環状流路11の溶融樹脂Aを連続的に流出し、中間環状流路12の中間環状流出口12b及び内側環状流路14の内側環状流出口14bからの溶融樹脂B,Cの流出を中断し又はその後に、内側環状流出口14bに囲繞されている付加流出口9bを通して溶融樹脂を流出せしめ、内側環状流出口14bからの溶融樹脂Cの流出を開始する前に、付加流出口9bからの溶融樹脂の流出を停止するようにした。
(もっと読む)
連続ガラス繊維を有する織物心材
本発明に従った心材は、連続的なガラス繊維(2a)の破砕された銀から成る厚肉であり且つ十分に通気される内部層(2)を含み、この内部層(2)は、ホットメルト表面を備える繊維セグメントから成る2つの外部層(3,4)で覆われる。集合体は、ホットメルト表面を有する浸透繊維セグメント(3b、4b)によって固定され、前記セグメントは、その長さの一部に沿って内部層(2)内に浸透し、連続的なガラス繊維(2a)に接着する。
 (もっと読む)
(もっと読む)
熱成型に使用されるポリオレフィン系樹脂積層発泡シート及びそれを使用した熱成型物品
【課題】剛性や耐衝撃性が向上し、発泡層の表面の触感や外観も改良された、自動車用内外装材に適した発泡シートの提供。
【解決手段】(C)/(A)/(B)/(A)の層構成を有し、各層は以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート(A)無機系充填材を5〜55重量%、ポリオレフィン系熱可塑性樹脂を95〜45重量%含有する、ポリオレフィン系複合樹脂組成物層であり、該組成物のMFRが0.2〜20g/10分である(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍で、連続気泡率が30%以下である(C)10〜500μmの厚みを有す発泡エラストマー層であり、発泡倍率が1.2〜3倍であり、デュロ硬度Aが90以下であり、MFRが30g/10分以下である。
(もっと読む)
ブロー成形容器及びその成形方法
【課題】 本発明は、PET樹脂等の同種の合成樹脂から成る外層と内層を剥離可能に積層した2軸延伸ブロー成形容器を提供することを課題とする。
【解決手段】 同種の合成樹脂製の外プリフォームと内プリフォームを剥離剤層を介して密着状に積重した積重プリフォームを2軸延伸ブロー成形したものであり、外容体を形成する外層の内側に、この外層と同種の合成樹脂製であって萎み変形自在な内容体を形成する内層を剥離剤層を介して剥離可能に密着状に積層する。
(もっと読む)
多層構造体
【解決課題】機能性樹脂から成る層がその機能を充分に発揮し得る位置に形成された多層構造体を提供することである。
【解決手段】熱可塑性樹脂から成る基材樹脂層及び機能性樹脂から成る機能性樹脂層を有する多層構造体において、前記機能性樹脂層が第一の機能性樹脂から成るシェル層で基材樹脂又は第二の機能性樹脂から成るコア層を被覆して成り、前記基材樹脂層が機能性樹脂層を内包する多層構造を有し、圧縮成形により成形されていることを特徴とする多層構造体。
(もっと読む)
合成樹脂製積層壜体、射出成形装置及び積層プリフォームの成形方法
【課題】 本発明は、2軸延伸ブロー成形による合成樹脂製積層壜体における層間剥離の問題を抑制することを課題とするものであり、層間剥離が効果的に抑制された積層壜体、さらにはそのような積層壜体の成形方法を提供することを目的とする。
【解決手段】 複数の溶融樹脂を積層する多重ノズル部において、中間層を形成する円環状の中流路の所定位置から合流点に至る範囲に、この中流路を周方向に複数の流路に分断する遮断縦リブ片を、複数並列状に配設した射出成形装置を用いて、所定の高さ領域に亘って、基体層の間に中間層を積層すると共に、中間層がなく基体層が連結した縦帯状連結部を,周方向に複数並列状に、中心軸方向に沿って延設形成し、この縦帯状連結部により中間層が周方向に分断されたプリフォームを成形する。
(もっと読む)
積層プリフォームの成形方法
【課題】 本発明は、2軸延伸ブローによる積層壜体における層間剥離の問題を抑制することを課題とするものであり、層間剥離が効果的に抑制された合成樹脂製積層壜体、さらにはこのような積層壜体の成形に用いられる積層プリフォームの成形方法を提供することを目的とする。
【解決手段】 複数の溶融樹脂を積層する多重ノズル部において、主材樹脂を所定時間、所定の圧力若しくは速度で基体層を形成する円環状の流路に供給すると共に、この所定時間範囲内の一定時間、中間層樹脂を、中間層を形成する円環状の流路に断続的に供給することにより、中心軸方向に複数、並列状に、基体層が連結した周帯状連結部を形成し、また、中間層を形成する流路で中間層樹脂を周方向に分断することにより周方向に複数、並列状に縦帯状連結部を形成し、これら周帯状連結部と縦帯状連結部により中間層が縦横に分断された積層構造を有する積層プリフォームを成形する。
(もっと読む)
被覆バインダー構成単位の製造方法
バインダーの芯を被覆材料の層で被覆してなる被覆バインダー構成単位の製造法が開示される。この方法は(a)バインダー及び被覆材料を同時に押出してバインダーを被覆材料で被覆した押出物を製造する工程、及び(b)任意に押出物を被覆バインダー構成単位に造形する工程を含む。 (もっと読む)
部分発泡共射出成形体の製造方法及び部分発泡共射出成形体
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体を製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;前記多層一次成形体を加熱して発泡性樹脂を発泡させることにより、発泡性樹脂層を発泡樹脂層とする発泡工程;を含む。
(もっと読む)
1 - 20 / 53
[ Back to top ]