
Fターム[4F201BQ14]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 貯蔵、供給、搬送 (2,630) | 供給、搬送手段 (574)
Fターム[4F201BQ14]の下位に属するFターム
重力 (61)
スクリュー (97)
プランジャー、ピストン (46)
吸引、減圧 (30)
加圧 (49)
流体による搬送(例;加圧気体による) (85)
コンベア (92)
牽引、巻取 (36)
台車、パレット (8)
リフト、クレーン (3)
供給、搬送方向の変更 (21)
Fターム[4F201BQ14]に分類される特許
1 - 20 / 46
可動基板上で薄膜を硬化させるための装置
ペレット冷却装置
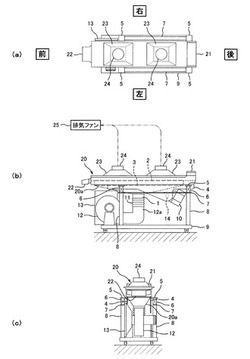
【課題】 樹脂ペレットを効率よく冷却できる空冷式のペレット冷却装置を提供する。
【解決手段】 一端に樹脂ペレットが供給され、振動させられることによって樹脂ペレットを一端から他端へ移送するとともに、この移送方向と交差する方向に延びる貫通溝が移送方向に並んで複数形成されたペレット移送用のスクリーン2と、樹脂ペレットを移送方向に移送させるようにスクリーン2を振動させる振動装置10と、樹脂ペレットを冷却するための空気を、スクリーン2の貫通溝に下から上に向けて流すための気流発生手段とを備えている。気流発生手段は、筐体である装置本体20と、装置本体20の下部に設けられた給気口1と、装置本体20の上部に設けられた排気口24と、給気口1から空気を送り込むための給気用ファン12と、排気口24から空気を吸引して外部へ排出するための排気用ファン25とを有している。
(もっと読む)
ポリフェニレンエーテル系樹脂組成物成形体の製造方法

【課題】ポリフェニレンエーテル樹脂パウダーとポリスチレン系樹脂原料から、色調が良好で物性低下のないペレット等の成形体を高い生産効率で製造する方法を提供する。
【解決手段】ポリフェニレンエーテル樹脂10とポリスチレン系樹脂11を、押出機により溶融混練して、ポリフェニレンエーテル系樹脂組成物成形体を製造するに当たり、ポリフェニレンエーテル樹脂10として、1)平均粒子径が50〜600μmの粉体を用い、2)該粉体を押出機導入前に、酸素濃度10%以下の不活性ガス中を距離にして1m以上、流動状態で流下させることにより不活性ガス処理したものを用いることを特徴とするポリフェニレンエーテル系樹脂組成物成形体の製造方法。
(もっと読む)
光素子の樹脂封止成形方法及びこれに用いられる小型透明樹脂タブレット
【課題】発光ダイオードチップ等の光素子を透明樹脂材料にて効率良く封止成形するための樹脂封止成形方法とこの方法に用いられる小型の透明樹脂タブレットを提供する。
【解決手段】透明樹脂材料にて外径Dが17mm以下となる小型の透明樹脂タブレット12を形成すると共に、その長さL方向に所要形状の空隙部120を形成する。空隙部120は、その長さL方向に、外径Dに対して0.25〜0.50倍となる内径φの貫通穴121として、複数個の貫通穴123・124として、貫通穴(122)の断面形状を傾斜面状に形成し、更に、一端部を閉塞した状態の有底孔部125として、両端部を閉塞した状態の中空部126として形成する。小型透明樹脂タブレット12を成形用型の樹脂供給部に供給すると、該小型の透明樹脂タブレットは該樹脂供給部からの受熱効率の向上及び加熱溶融化作用の均等化が図られているため、迅速に且つ効率良く加熱溶融化される。
(もっと読む)
ゴムシート保管方法
【課題】未加硫のゴムシートを綺麗に剥がして取り出せるように積み重ねて保管でき、しかも、その保管や取出しの作業効率を向上できるゴムシート保管方法を提供する。
【解決手段】未加硫のゴムシートGSを保管する際、蛇行状態で連続する離型フィルムFを介して未加硫のゴムシートGSが効率的に積み重ねられる。そして、後工程で未加硫のゴムシートGSを取り出す際には、蛇行状態で連続した離型フィルムFから未加硫のゴムシートGSが効率的に、しかも綺麗に剥がして取り出される。
(もっと読む)
樹脂封止に用いられる予備的融着樹脂
【課題】最小限の工程により粉粒体状樹脂を予め熱の伝わりやすい形態に成形することで、樹脂封止品質を保ちつつ樹脂封止装置における樹脂封止作業の高速化を可能とする。
【解決手段】粉粒体状樹脂102から平板状に成形されて樹脂封止に用いられる予備的融着樹脂104であって、前記粉粒体状樹脂102の少なくとも一部が互いに融着されて、且つ、該融着された粉粒体状樹脂102間に空孔104Cを有する。又、自身の厚み方向で前記空孔104Cの分布が不均一である。
(もっと読む)
合成樹脂ペレット乾燥装置及び合成樹脂ペレット乾燥方法
【課題】乾燥された少量の樹脂ペレットを短い時間の間に順に供給して樹脂成形機による樹脂ペレットの消費量に整合させて樹脂成形作業を効率的に行う。成形品の段取り換えを行う際には、付着した残留樹脂ペレットを簡易な作業で短時間に除去することができ、段取り換え作業を効率的に行う。
【解決手段】少量の樹脂ペレットを収容する複数個のペレット収容容器を順に移動しながら減圧状態で加熱乾燥して乾燥された樹脂ペレットの取出し間隔を短くする。
(もっと読む)
樹脂材料分配方法、樹脂製品の生産方法、樹脂材料分配装置及び樹脂製品生産装置
【課題】単位時間当たりの樹脂材料の分配量/分配数を正確にし、樹脂材料を一粒ずつ正確に過不足なく送りだす。
【解決手段】樹脂材料Pが溜まる溜め部27と樹脂材料Pの送出し部30とは凹部移動ローター23に対して互いに反対側に配置され、溜め部27に面する凹部24…の片側の入端25…から樹脂材料Pが入り、送出し部30に面する凹部24…の他側の出端26…から樹脂材料Pが送り出される。この凹部24…の入端25…は出端26…より小さくされる(図5)。これにより、凹部24…の徐々に狭まる入端25…から、樹脂材料Pの一粒のみが正確に入り込み、樹脂材料Pが余分に入り込まない。また樹脂材料Pが凹部24…の入端25…でぶつかり合って、凹部24…に入り込みにくくなることもない。
(もっと読む)
材料計量供給装置
【課題】材料ホッパ内の樹脂材料を容易に取り出すことができる材料計量供給装置を提供する。
【解決手段】材料ホッパ20と、計量容器30と、計量ホイール40と、計量ホイール40の上方部分に設けられかつ材料ホッパ20から落下された樹脂材料を計量ホイール40の上部外周面で受けて保留する材料保留空間50と、計量ホイール40の外周面に沿って設けられかつ材料保留空間50に連通する材料供給路60を形成する案内部材61とを備える。材料保留空間50は、計量ホイール40の回転中心を通る鉛直線Lよりも材料供給路60と反対側に位置する部分に設定される。計量容器30には、材料保留空間50内の樹脂材料を計量ホイール40の外周面に沿って流下させる排出経路68が設けられる。排出経路68には開閉部材70が配設されている。
(もっと読む)
可塑化送出装置およびこれを含む射出成形機
【課題】射出成形機に用いられるスクロール形式の可塑化送出装置においては、螺旋溝内を移動する成形材料の混練が不充分となる可能性がある。
【解決手段】本発明による射出成形機10の可塑化送出装置15は、材料流入通路27が開口するバレル23と、バレル23の一端面23Fに摺接する端面24Fを有し、材料流入通路27を中心として駆動回転し得るロータ24と、ロータ24の端面24Fに形成されてバレル23との間に成形材料の可塑化通路30を画成し、外側端部34Oから成形材料が供給されると共に内側端部34Iが材料流入通路27の開口端に近接する螺旋溝34と、材料流入通路27を中心としてロータ24を駆動回転するロータ駆動手段25と、材料流入通路27および可塑化通路30内に介在する成形材料を加熱して軟化溶融させるための加熱手段26と、可塑化通路30内に介在する成形材料を攪拌するための材料撹拌手段28,36,37とを具える。
(もっと読む)
可塑化送出装置およびこれを含む射出成形機
【課題】射出成形機に用いられるスクロール形式の可塑化送出装置においては、可塑化された樹脂の脱気が不充分となる可能性がある。
【解決手段】樹脂流入通路29が開口し、樹脂を可塑化させるための加熱手段26が組み込まれたバレル23と、バレル23に摺接しながら回転するロータ24と、ロータ24に形成されてバレル23との間に樹脂の可塑化混練通路を画成し、外側端部28Oから樹脂が供給されると共に内側端部28Iが樹脂流入通路29の開口に近接する螺旋溝28とを具え、樹脂流入通路29および可塑化混練通路内に介在する樹脂を加熱して軟化溶融させる本発明による可塑化送出装置15は、バレル23に形成されて内側端部27Iが樹脂流入通路29に連通すると共に外側端部27Oが螺旋溝28の内側端部28Iと重なり合い、ロータ24の回転に伴って螺旋溝28の内側端部28Iに導かれた樹脂を樹脂流入通路29へと導く連通溝27をさらに具える。
(もっと読む)
ゴム練り生地の冷却方法とその装置
【課題】ゴム練り生地を効果的に冷却するとともに、乾燥が容易なゴム練り生地の冷却方法とその装置を提供する。
【解決手段】帯状に練り出されたゴム練り生地1をゴム練り生地懸架手段12の隣り合う可動ローラ12a,12a間に掛け渡しながら搬送し、この搬送されるゴム練り生地1に、冷却室11の天井11aに設置された噴霧機13から霧状の冷却水を噴霧するとともに、上記冷却室11の床11bに設けられた排気通路11m内に排気ファン14を設置して、上記冷却室11内の噴霧した水分を含む空気を排気することにより、上記ゴム練り生地1の表面に付着した水分が気化し易いようにした。
(もっと読む)
混合造粒装置
【課題】タンク内に設けられた回転羽根を用いて材料の造粒を行う混合造粒装置において、材料の造粒を実質的に連続的に行うことができるようにすること。
【解決手段】混合造粒装置1の制御装置6は、検出されたタンク15内の材料の温度Tが所定の下限温度T4未満の場合には、フィーダ2からタンク15内への材料の供給を停止させるとともに、タンク15の内部を排出口24に連通させる開閉弁を閉じる。また、検出された温度Tが所定の上限温度T3を超過する場合には、フィーダ2からの材料の供給を停止させ、噴霧装置5によって水をタンク15内に噴霧させる。検出された温度Tが上限温度T3と下限温度T4との間の場合において、フィーダ2からの材料の供給を開始させる。
(もっと読む)
材料のプレースメント成形方法および装置
逆方向に材料を当接するために、ローラアセンブリを180度回転させること無しに、表面上の2方向に材料を分配し、かつ圧密化するローラアセンブリ。ローラアセンブリは、第1のガイド部材、第2のガイド部材、第3のガイド部材、および、圧密化ローラで成る。前記第1のガイド部材が、第1の位置にあるとき、材料の薄片は、前記第2のガイド部材に供給される。前記第1ガイド部材が、前記第2の位置にあるとき、前記材料の薄片は、前記第3のガイド部材に供給される。圧密化ローラは、可鍛性があり、材料の薄片が、均一に圧密化されるために、圧密化ローラの外周面のまわりに概略被せられる。 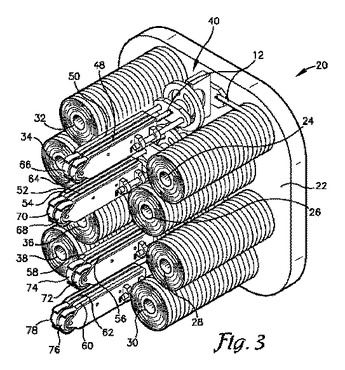 (もっと読む)
(もっと読む)
材料のプレースメント成形方法および装置
ローラアセンブリの動きとは独立して、表面に材料の薄片を供給および圧着する材料圧着ヘッド。圧着ヘッドの各ローラアセンブリは、圧縮ローラを有し、圧着ヘッドの他のローラアセンブリと独立して、6自由度で回転的または直線的に動く。ローラアセンブリは、材料の薄片が表面のパスに隣接して供給されるように、交互に配置され、表面に材料の薄片を同時に供給する。各圧縮ローラは、可鍛性があり、材料の薄片を圧縮するために、自身の外周面の周りに載置される。 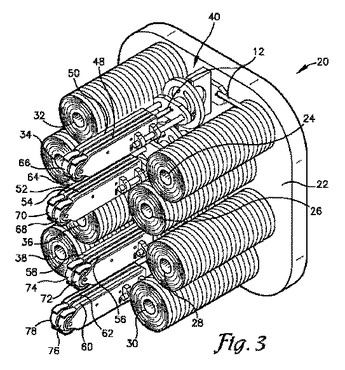 (もっと読む)
(もっと読む)
帯状部材の成形方法及びその装置
【課題】互いに幅方向に近接または接触している複数の帯状部材を無用に変形させることなく幅方向に分離することができ、しかも各帯状部材の幅寸法を変更する場合の段取り作業を容易に行うことのできる帯状部材の成形方法及びその装置を提供する。
【解決手段】互いに周方向に並ぶように配置されるとともにそれぞれ拡幅ローラ40の軸方向に伸縮可能な複数の伸縮部材44によって外周面が構成され、且つ、各伸縮部材44が周方向所定位置から他の周方向所定位置に向かって徐々に伸張するように構成された拡幅ローラ40を用い、切断装置30によって連続成形された各帯状部材BMを拡幅ローラ40の外周面における各伸縮部材44が徐々に伸張する範囲に巻掛けることにより、各帯状部材BMを互いに分離するように構成した。
(もっと読む)
樹脂成形体製造装置及び樹脂成形体製造方法
【課題】嵩密度の小さい合成樹脂の粉砕材から樹脂成形体を製造することができる樹脂成形体製造装置及び樹脂成形体製造方法を提供する。
【解決手段】合成樹脂の廃材が粉砕されてなる粉砕材を、加熱溶融しながら押出口側へ樹脂を押出す樹脂融解押出機構1と、樹脂融解押出機構1の溶融樹脂押出口側に設置され、樹脂融解押出機構1から押し出された溶融樹脂を吐出するダイス2とを備えた樹脂成形体製造装置である。投入される粉砕材を攪拌する攪拌機24が内装された攪拌機付ホッパー5と、攪拌機24にて攪拌されてホッパーの下端部の開口部から落下する粉砕材を樹脂融解押出機構内に送出する強制押込機構6とを備えた。
(もっと読む)
ペレット化および乾燥処理装置コンポーネント用の耐摩耗性の非接着表面処理の方法
重合体および関連する材料のペレット化、搬送、乾燥、結晶化および後処理の際の、通路の閉鎖、およびペレットやマイクロペレットの不所望の狭窄、堆積、凝集、凝塊の問題を有効になくす、最小限の接着する面を潜在的に与え、磨耗、浸食、腐蝕および/または摩滅に対する耐性を相乗効果的に与える表面処理が記載される。 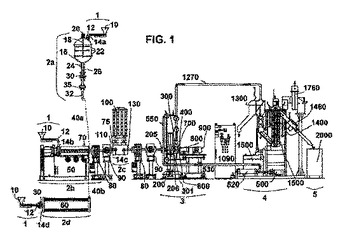 (もっと読む)
(もっと読む)
樹脂材料の計量装置
【課題】ベース材に対してマスターバッチ材を均一に分散させた所望の配合比の樹脂材料を安定してつくり出す。
【解決手段】ベース材Aと、マスターバッチ材Bとによって所定の配合比の樹脂材料をつくるための樹脂材料の計量装置であって、ベース材貯留部(第1ホッパー)12およびマスターバッチ材貯留部(第2ホッパー)16に隣接して配置されて回転する計量ホイール20と、その外周面22において一定量のマスターバッチ材を受け入れることが可能な計量部24と、貯留部12内のベース材Aを計量ホイールの外周面22に連続して供給する供給口14と、貯留部16内のマスターバッチ材Bを計量部24にのみ供給する供給口18とを備えている。計量ホイール20は、その外周面が供給口18から供給口14に向かって移行する方向へ回転し、ベース材Aと一定量のマスターバッチ材Bとを配合しながら計量する。
(もっと読む)
成分混合装置
【課題】複数成分押出推進装置の構成コストを可能な限り低減し、それにもかかわらず低い混合性を有する成分でも極めて好適な混合結果を保証する。
【解決手段】混合装置として動作し混合される成分、特にゴム合成物あるいはTPEの成分を側方から給入可能である押出機(12)を備えてなり、前記押出機(12)の出力側に容量測定式に動作する推進機(14)、特にギアポンプが接続され、前記給入される成分が同様に特にギアポンプから形成されるとともにその回転数あるいは推進速度が前記容量測定式に動作する推進機(14)の推進速度から独立して調節可能である容量測定式の下位推進機を通過する押出推進装置であり、混合物のn個の成分を生成するためにn−1個の容量測定式の下位推進機を使用するとともに特に成分nは計量せずに給入し、押出機(12)の回転数が容量測定式に動作する推進機(14)の推進速度および容積流から独立して調節可能である。
(もっと読む)
1 - 20 / 46
[ Back to top ]