
Fターム[4F201BQ38]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 貯蔵、供給、搬送 (2,630) | 構成部品、付属装置、補助装置 (1,474) | 材料の保持、固定手段 (118) | 挟着、把持 (45)
Fターム[4F201BQ38]に分類される特許
1 - 20 / 45
ワーク取り出し仕上げ装置

【課題】成形機から取り出した樹脂製のワークを加工する一連の作業を容易、かつ正確に連続的に短時間で行えるワーク取り出し仕上げ装置を提供する。
【解決手段】成形機41から取り出される樹脂製のワークを加工するワーク取り出し仕上げ装置において、前記ワークを前記金型2,3から直接又は間接で取り出すワーク取り出しロボット100と、前記ワークを加工する加工ロボット200とを備え、前記加工ロボット200のアーム先端にはフローティング機構を介して前記ワークの熱収縮に対応すべく倣いが可能な加工具が取り付けられ、前記ワーク取り出しロボット100で取り出したワークを当該ワーク取り出しロボット100で位置決めして保持した状態で、前記加工ロボット200のアーム先端200Aに設けた前記倣いが可能な加工具により前記ワークを保持したまま加工可能とした。
(もっと読む)
装置および方法

【課題】物体、特にプラスチックの用量を移動し、プラスチックの用量を圧縮成形する装置および方法を改良する。
【解決手段】容器母材(300)を得るためプラスチックの用量(80)を圧縮成形するよう設計されるモールド手段(3)が備わる圧縮成形装置(1)、および前記用量(80)を前記モールド(3)に供給するよう設計される移送手段(8)および前記モールド手段(3)から前記容器母材(300)を除去するよう設計される除去手段が備わる移動装置(6)から構成されることを特徴とする。
(もっと読む)
成形装置および搬送装置
【課題】多様な形状の成形素材の正確な位置決めおよび搬送時間の短縮を実現する。
【解決手段】光学素子材料20を吸着保持する吸着パッド13と、光学素子材料20を把持して位置決めするチャック3を共通の吸着筒1に共通に固定し、吸着筒上下シリンダ12および吸着筒上下スライドステージ6によって同時に昇降させ、吸着パッド13は吸着パッド上下機構13aによって独立に吸着高さ位置を制御可能にし、光学素子位置決め台8に載置された光学素子材料20の外周部を一対のチャック3の間に把持して位置決めした後、吸着パッド13のみを降下させて光学素子材料20の上面を吸着保持させ、吸着パッド13およびチャック3によって位置決めされて保持された状態の光学素子材料20を、脱落させることなく、高速かつ正確に成形下型11に載置する。
(もっと読む)
モールド用タブレット選別及び供給装置
成型装置でモールド用タブレットを選別してプレサイザに供給するモールド用タブレット選別及び供給装置に関し、タブレットが挿入されて収容される複数の収容溝が円周方向に沿って一定の間隔に形成され、回動手段によって垂直な軸を中心に一定の角度ずつ回転しつつ収容溝内に挿入されたタブレットの位置を一定の角度ずつ可変させる回転ブロックと、前記回転ブロックの収容溝内側にタブレットを供給するタブレット供給ユニットと、前記回転ブロックの収容溝内に収容されているタブレットの不良有無を検査する検査ユニットと、前記回転ブロックの収容溝内に収容されている良品と判定されたタブレットを上側のプレサイザに搬送するタブレット搬送ユニットと、前記回転ブロックの収容溝内に収容されている不良品と判定されたタブレットを収容溝から引き出して除去する不良除去ユニットを含んで構成される。 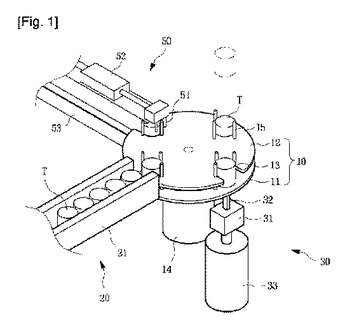 (もっと読む)
(もっと読む)
基材成形装置
【課題】板状体を再加熱することなく、板状体を段階的にプレスすることで当該板状体に破れや透けが発生することを防止することのできる基材成形装置を提供する。
【解決手段】基材成形装置100は、植物性繊維と熱可塑性樹脂を含む材料からなる板状体Wを加熱する加熱装置40と、加熱した板状体Wを予備成形する予備成形型10と、予備成形した板状体Wを本成形する本成形型20と、を備えている。加熱装置40は、加熱炉42と、加熱炉42の内部において板状体Wを吊り下げた状態で搬送する搬送装置50を備えている。予備成形型10は、加熱炉42の内部に設置されている。
(もっと読む)
樹脂成形品の仕上げ加工方法、及び、樹脂成形品の仕上げ加工装置
【課題】樹脂成形品の取出しから仕上げ加工までを自動化することにより、仕上げ加工における位置決め工程を削減し、コストを低減させ、省スペースによる加工を可能とする、樹脂成形品の仕上げ加工方法、及び、樹脂成形品の仕上げ加工装置を提案する。
【解決手段】取出しロボット11と、搬送装置13と、の間に、仕上げ加工ユニット12が配設され、該仕上げ加工ユニット12は、前記取出しロボット11から樹脂成形品Wが位置決め状態で移載され、該樹脂成形品Wを前記搬送装置13へと移載する、位置決め装置21a付きの汎用受具ロボット21と、前記樹脂成形品Wが、前記取出しロボット11、又は、前記汎用受具ロボット21、のいずれかに支持されている時間内に、前記樹脂成形品Wのゲートカット処理を行う、ゲートカットロボット31と、で構成される、樹脂成形品の仕上げ加工装置1。
(もっと読む)
圧縮成形装置
【課題】成形型に供給する合成樹脂の偏りを抑制し、さらには圧縮成形する合成樹脂の形状をこれから成形しようとする前成形体の形状に成形しやすくすること。
【解決手段】雌型31は、可動ロッド34と可動ロッド34を囲繞する雌型本体33とを含み、雌型本体33には上方に開放されたキャビティー孔33aが形成されており、可動ロッド34は通常位置と通常位置よりも上方に移動された上昇位置との間を昇降動され、合成樹脂の切断・保持ユニット14から合成樹脂8が落下される際には可動ロッド34が上昇位置に移動され合成樹脂8は該中央部材の上面上に落下される。
(もっと読む)
プリフォーム検査装置
【課題】プリフォームが連続して供給されず間引き状態で供給されるためプリフォームを吸着できない吸着ヘッドがあっても、プリフォームを吸着している吸着ヘッドの真空圧を低下させることがないプリフォーム検査装置を提供する。
【解決手段】プリフォーム1の口部1aを真空吸着する複数の吸着ヘッド25と、複数の吸着ヘッド25を自転させながら公転させるメインロータ20と、各吸着ヘッド25と真空源とを断続的に連通させるロータリバルブ50とを備え、自転するプリフォーム1をカメラで撮影して検査するプリフォーム検査装置において、各吸着ヘッド25とロータリバルブ50とを結ぶ経路に、吸着ヘッド25からロータリバルブ50に向かうエアの流れを抑制する逆止弁機構28を設けた。
(もっと読む)
バリ除去構造を備えた中空体およびそのバリ除去方法
【課題】バリ切断部位に加わる切断刃の荷重による変形歪みが周辺に波及するのを防止し、開口部の寸法精度を大きく向上させることができるバリ除去構造およびそのバリ取り方法を提供する。
【解決手段】ダクト1は、ブロー成形された樹脂製の中空体の不要部分であるバリ2をブロー成形後に切断するバリ除去構造を備えた中空体である。ダクト1のバリ切断部位4には、それに沿って少なくともバリ2側または製品側(本体部分側)に撓み抑制構造5を備えている。ダクト1のバリ切断部位4に沿ってバリ2側に備える撓み抑制構造5は、補強リブを構成する1つまたは2つ以上の凹部6で構成されている。
(もっと読む)
物体を移送するための装置
装置は、受け入れ手段(6)と、壁手段(500)によって境界が定められた、物体(D)を受け入れるための凹部(406)を有する、前記物体(D)を前記受け入れ手段(6)に移送するための移送手段(10)と、前記凹部(406)を通る前記物体(D)用の通路の断面を変化させるように、前記壁手段(500)の少なくとも一部分(440)を移動させるように構成された駆動手段(430;530;630)と、を含む。 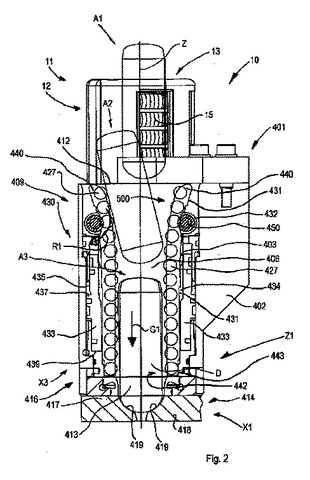 (もっと読む)
(もっと読む)
樹脂封止装置および当該樹脂封止装置における樹脂の搬送方法
【課題】複数種類の樹脂を1つの搬送機構で適宜持ち替えて搬送する場合においても、異なる種類の樹脂の混入を防止する。
【解決手段】金型に対して複数種類の樹脂を搬送するローダ130を備えた樹脂封止装置であって、樹脂を収容するために樹脂の種類毎に専用に用意され、且つローダ130に着脱・交換可能とされた複数種類の樹脂ホルダ170を備え、ローダ130が、当該ローダ130に装着された樹脂ホルダ170を介して該樹脂を搬送可能とする。
(もっと読む)
ポリイミドフィルムの製造方法
【課題】 耐熱性、機械的性質に優れたポリイミドフィルムの、極薄長尺フィルムを安定的に製造する方法を提供する。
【解決手段】 厚さが7.5μm以下のポリイミドフィルムを得る製造方法であって、ポリイミド前駆体フィルムをイミド化させる工程のフィルム端部固定式クリップテンターで、フィルムの幅方向の両側端部における把持を、ポリイミド前駆体フィルムに別に用意された細幅のフィルムを重ねて細幅のフィルムを重ねた部分をクリップで挟み込んで固定することによって把持することを特徴とするポリイミドフィルムの製造方法。
(もっと読む)
フィルム乾燥方法及び装置並びに溶液製膜方法
【課題】フィルムの搬送を阻害する異物を除去してフィルムの搬送を安定させる。
【解決手段】ピンテンタは、湿潤フィルム25の耳部をピン72で差し込んだ状態で、その湿潤フィルム25を搬送するとともに乾燥を行う。ピン72が多数植えつけられたピンプレート73はピンキャリア58により支持される。ピンキャリア58はレール44aと44bとの間に配されている。ピンキャリア58はレール44a,44bの案内に従って走行する。ガスパージエリア81内のレールカバー54内部に対して、ノズル90から窒素ガスが供給され加圧状態とされる。テンタ内の溶媒ガスを含む雰囲気ガスがレールカバー54内に侵入することがなく、添加剤等のレールやピンキャリア58の析出が無くなる。吸引装置95は、加圧状態のレールカバー54内部から窒素ガスをゴミなどの異物とともに吸引する。
(もっと読む)
フィルム乾燥方法及び装置並びに溶液製膜方法
【課題】フィルムの搬送を阻害する異物を除去してフィルムの搬送を安定させる。
【解決手段】ピンテンタは、湿潤フィルムの耳部をピン72で差し込んだ状態で、その湿潤フィルムを搬送するとともに乾燥を行う。ピン72が多数植えつけられたピンプレート73はピンキャリア58により支持される。ピンキャリア58はレール44aと44bとの間に配されている。ピンキャリア58はレール44a,44bの案内に従って走行する。スチーム洗浄エリアでは、スチームの吹き付けによりピン72、ピンプレート73及びピンキャリア58などに付着した異物を除去する。ジェット風洗浄エリア83では、窒素ガスの吹き付けにより、スチームにより除去できなかった異物を除去するとともに、スチーム洗浄で残った水分を吹き飛ばす。
(もっと読む)
フィルム乾燥方法及び装置並びに溶液製膜方法
【課題】フィルムの搬送を阻害する異物を除去してフィルムの搬送を安定させる。
【解決手段】ピンテンタは、湿潤フィルムの耳部をピン72で差し込んだ状態で、その湿潤フィルムを搬送するとともに乾燥を行う。ピン72が多数植えつけられたピンプレート73はピンキャリア58により支持される。ピンキャリア58はレール44aと44bとの間に配されている。ピンキャリア58はレール44a,44bの案内に従って走行する。スチーム洗浄エリア82では、スチームの吹き付けによりピン72、ピンプレート73及びピンキャリア58などに付着した異物を除去する。ジェット風洗浄エリアでは、窒素ガスの吹き付けにより、スチームにより除去できなかった異物を除去するとともに、スチーム洗浄で残った水分を吹き飛ばす。
(もっと読む)
予備成形体の搬送方法および製造装置
【課題】自動化が容易であるとともに、設備費の増加を抑えることができる予備成形体の搬送方法および製造装置を提供する。
【解決手段】予備成形型52に備えられる第1成形型52Aおよび第2成形型52Bにより繊維材を型締めして加熱圧縮した後、前記第1成形型52Aから鋭利な突出針54を突出させて予備成形体P2に突き刺して、当該予備成形体Pを第1成形型52Aに保持する。この後、前記第1成形型52Aを第2成形型52Bから離間し、当該第1成形型52Aにより前記予備成形体P2を保持したまま搬送する。
(もっと読む)
熱可塑性樹脂フィルムの熱処理方法及び装置
【課題】光学特性のムラが発生することを防止する熱可塑性樹脂フィルムの熱処理方法及び装置を提供する。
【解決手段】本発明の熱処理装置は、帯状のフィルム12を長手方向に走行させるとともに、フィルム12の幅方向の両端部をクリップ36で把持した状態で加熱して熱処理を行う。熱処理装置は、フィルム12の幅方向の張り状態を検出するレーザー変位計50と、レーザー変位計50の検出結果に応じてクリップ36をフィルム12の幅方向に移動させるためのシリンダ52α〜52λとを備える。
(もっと読む)
ゴムをゴム消費装置に給送する方法及びゴムをゴム消費装置に給送する設備
【課題】タイヤ製造において、ゴムのストリップをゴム供給装置からゴム消費装置まで連続して移動させる方法を提供する。
【解決手段】本発明の方法では、ゴム供給装置(12)からゴム消費装置(14)へのゴムのストリップ(M)の連続移動中、消費装置への到達前に、残留分(R)と呼ばれる一部分をゴムストリップから連続的に取り出す。ゴムストリップを連続して切断することによって残留分を取り出す。供給装置(12)は、ゴムストリップを貯蔵する上流側貯蔵手段(16)を有し、これからゴムストリップを押出し機に向かって移動させ、供給装置は、残留分(R)を貯蔵する下流側貯蔵手段(40)を更に有する。上流側貯蔵手段上のゴムストリップ(M)を使用し尽くした後、上流側貯蔵手段と下流側貯蔵手段を交換する。
(もっと読む)
プリフォーム用圧縮成形方法およびプリフォーム用圧縮成形装置
【課題】溶融樹脂塊の量の長い周期でのばらつきを低減し、これによりプリフォームの外形寸法のばらつきを小さくすることができるプリフォーム用圧縮成形方法を提供する。
【解決手段】プリフォーム用圧縮成形方法は、押出機11により溶融樹脂材料を押出す工程と、押出機11により押出された溶融樹脂材料を切断機構30が切断して溶融樹脂塊12とする工程と、溶融樹脂塊12をプリフォーム成形機15の圧縮成形用金型14内に投入する工程とを備えている。次に、圧縮成形用金型14内に投入された溶融樹脂塊12は圧縮成形されてプリフォーム17として成形される。次に、測定装置19は、プリフォーム17の物理的特徴を測定し、この測定結果に基づいて押出機11からの溶融樹脂材料の押出量を調整する。
(もっと読む)
表示パネル用搬送トレイの歪み矯正方法およびその装置
【課題】特に搬送トレイが段積みされている状態においても、搬送トレイの歪みを効果的に矯正できるようにする。
【解決手段】内部が中仕切壁12により複数の凹部13に区画され、その各凹部13内に表示パネルPが収納されている搬送トレイ10の歪みを矯正するにあたって、搬送トレイ10の底面積よりも小面積の水平な支持面にて搬送トレイ10の底面を支持する昇降可能なワーク支持板110と、搬送トレイ10の側枠周縁部11aの少なくとも対向する2辺に当接するようにワーク支持板110上の所定高さ位置で同一水平面H−H内に配置された少なくとも一対の押さえ板120とを備え、ワーク支持板110に支持されている搬送トレイ10の側枠周縁部11aが各押さえ板120に当接するまでワーク支持板110を上昇させる。
(もっと読む)
1 - 20 / 45
[ Back to top ]